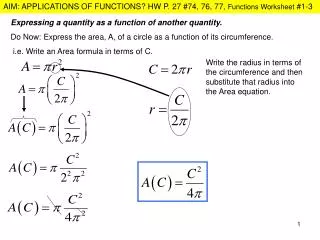
Motivating Efficiency as a Spendable Quantity in Agile Work
110 likes | 227 Views
Learn how to purposefully allow rework as a winning strategy to improve overall schedule efficiency in both design and manufacturing activities. Explore the history and principles of Agile in Software Development.

Motivating Efficiency as a Spendable Quantity in Agile Work
E N D
Presentation Transcript
Case Studies Motivating Efficiencyas a Spendable Quantity Alistair Cockburn Humans and Technology http: // Alistair.Cockburn.us
Purpose of the talk • Update you on non-manufacturing “agile” work • Convince you that purposefully allowing reworkcanbe a winning strategy; • ... that efficiency can be traded for improved overall schedule. • These are known to work in design activities.Do they work in any manufacturing situations?
Agile in Software Development :History 1991 + • 1991: Alistair Cockburn assigned to develop an effective software development methodology. • He interviewed and studied project teams for 5 years, applied his results to $15M fixed-price, fixed-scope software project (which succeeded). • Emphasis on “process-light” methodologies to improve software development efficiency. • Emphasis on tracking “Running Tested Functions” (RTF) to improve visibility into project progress. • Emphasis on “concurrent development” to shorten delivery times (this talk). • ... Other people were producing similar results.
2001: The Manifesto for AgileSoftware Development • “We are uncovering better ways of developing software by doing it and helping others do it. Through this work we have come to value: • Individuals and interactions over Processes and Tools • Working software over Comprehensive documentation • Customer collaboration over Contract negotiation • Responding to change over Following a plan • That is, while there is value in the items on the right, we value the items on the left more.”
2005: The Declaration of Inter-dependencefor agile-adaptive project management • “We increase return on investment by making continuous flow of value our focus; • ...deliver reliable results by engaging customers in frequent interactions and shared ownership; • ...manage for uncertainty through iterations, anticipation and adaptation; • ...unleash creativity and innovation by recognizing that individuals are the ultimate source of value, and creating an environment where they can make a difference; • ...boost performance through group accountability for results and shared responsibility for team effectiveness; • ...improve effectiveness and reliability through situationally specific strategies, processes and practices."
Question: You have isolated the bottleneck station. ... Now what do you do with the OTHER stations? • Have them --- • 1. Sit idle (creates buffer and warning signal) • 2. Do the work of the bottleneck station (increases the output of the bottleneck station) • 3. Do work that simplifies the work at the bottleneck station (increases the output of the bottleneck station) • 4. Rework material to improve quality going into, or reduce rework required at, the bottleneck station(speed meeting “quality” standards at bottleneck station) • 5. Create multiple alternatives for the bottleneck workers to choose from(increases the output of the bottleneck station)
Strategy: Start downstream work early, accept limited rework penalty, deliver earlier than otherwise. Requirements Serial Development Design Program Test Requirements Concurrent Development Design Program Test IncreasedReworkCost ScheduleGain
Principle: Choose the handover point according to the allowable rework penalty at the non-bottleneck Project Winifred case study Requirements RequirementsGatherer RequirementsGatherer Designer/Programmer Stability DP DP DP DP DP Database Analyst (DBA) DBA These designer/programmers have spare capacity (can do rework) Time These DBAs are the bottleneck (little rework capacity)
The strategy works because of (and with careful attention to) relativespare capacities • Fundamental Tension: • Starting a downstream station early ... • ...increases its rework ( lengthens its task time ) • ...shortens (maybe) the overall schedule • The balance point depends on the relative spare capacity of the two stations. • The strategy also works when the upstream station is the bottleneck and the downstream station has spare capacity ! (the downstream station creates multiple solutions for the upstream to choose from)
End: Purposefully allowing reworkcanbe a winning strategy ... • ... and efficiency can be traded to improve overall schedule • These are known to work in design activities.Do they work in any manufacturing situations? • referenced web sites: • http:// AgileManifesto.org • http:// PmDeclarationOfInterdependence.org • http:// Alistair.Cockburn.us