Download

1 / 38
430 likes | 685 Views
Fuel Additive Training. Cost Factor in Oil Fired Plant. Fireside Concerns of Solid and Liquid Firing. Preburner corrosion/fouling Burner corrosion/fouling Furnace slagging High temperature corrosion Cold end corrosion Gaseous emissions Poor combustion.

E N D
Fireside Concerns of Solid and Liquid Firing • Preburner corrosion/fouling • Burner corrosion/fouling • Furnace slagging • High temperature corrosion • Cold end corrosion • Gaseous emissions • Poor combustion
Preburner and Burner Fouling- MFO Case: • nozzle pluggage • tank corrosion • sludge in oil (asphaltenes) • water in oil • MB growth Minimizing Preburner and Burner Fouling: • Adding dispersants to fuel to minimize fouling • Dispersants promote a homogeneous fuel mixture • Improves suspension of Asphaltenes and solids
Furnace Slagging Concerns of solid & Liquid Firing • Poor heat transfer • Gas path pluggage • Fireside damage • Inhibit ash removal
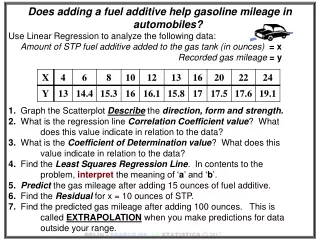
Typical Location of Fouling and Slagging in Coal Fired Boiler
Major Slagging Elements • Vanadium • Sodium • Nickel • Potassium • Calcium • Lead • Zinc • Iron
CHEMICAL NATURE OF PROBLEM (cont) Alkali oxides of Na & K adhere to metal surfaces through reaction withSO3 • S (usually present as iron pyrites) converted toSO2 • SO2 + ½ O2 -> SO3 • Na2O + SO3 -> Na2SO4 • 3 SO3 + 3 Na2SO4 + Fe2O3 -> 2 Na3Fe(SO4)3 • Ash constituents adhere to molten film building in thickness
Minimizing Slagging in Furnace • Mechanically - retrofit boiler to burn different fuel - tune burner guns - tune grate speed - check for proper soot blower alignment • Operationally - change fuel - change load/firing rate - increase excess air - increase soot blow frequency
Minimizing Slagging in Furnace Chemically • Elevate melting point of impurities in fuel • Increase friability of slag • Promote passivation of boiler surfaces AdditiveMelting Temperature • Magnesium oxide 3180 oF • Calcined Alumina 3875 oF • Calcium Silicate 3255 oF • Aluminum oxide 5166 oF • Titanium oxide 3659 oF
How Fuel Additive Works: • Fuel additives function by elevating the melting point of the compounds formed by the impurities in the fuel • The goal is to minimize the amount of sticky, slag forming material in the flue gas • If the compounds formed remain dry, they are more likely to fall out the bottom as ash or be collected in the precipitators.
COMBUSTION Combustion is the breakdown of the organics to a gas during the slow chemical reaction of oxidationCoal combustion &/or fouling problems determined by :
Combustion Reactions Generic Reaction HC Fuel + O2 CO2 + H2O + SOx + NO x + Heat Specific Reaction: HC (BTU/lb) • C + O2 CO2 14,100 • CO + ½O2 CO2 3,960 • H2 + O2 H2O + ½O2 61,100 • S + O2 SO2 3,980
Poor Combustion Concerns • Smoking stack • High carbon in ash (LOI) • Increased fuel usage • Particulate emissions • Poor boiler efficiency
Combustion Catalyst • improves boiler efficiency • reduces volume of ash produced • reduces carbon content in ash • reduces particulate in flue gas • lowers excess air requirements (lowering NOx and
COMBUSTION IMPROVEMENT • Continuous application of combustion catalyst • Reduced activation energy to accelerate combustion • Reduced carbon content in fly ash • Reduced % excess air requirement
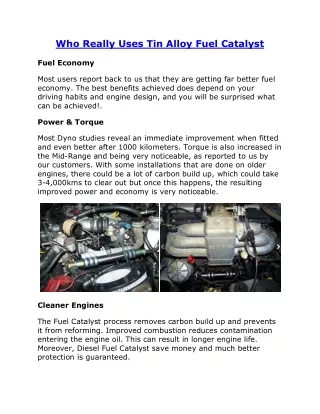
FUEL + AIR FREE RADICALS EACT1 Potential Energy EACT2 FLUE GAS HEAT OF COMBUSTION Progress of Reaction POTENTIAL ENERGY DIAGRAM FOR COMBUSTION REACTIONS
HOT END PROBLEMS • Hot Section defined as operating temperature > 1000 F (535 C) • Furnace, convective zone, superheaters • Low viscosity ash formation • Slag deposits • Metal surface corrosion
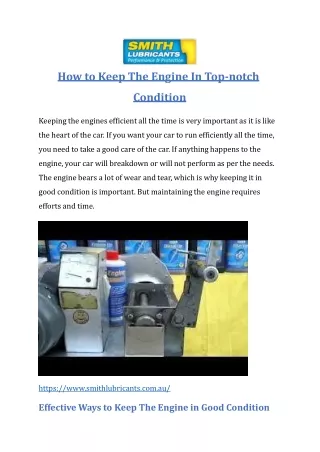
Untreated vs Treated Slagging1000x SEM Highlighted area #1- Untreated: • Small pores and packed • Hard and tenacious deposits • Create problems Highlighted area #2 -Treated: • Larger pores • Weaker and lighter deposits • Easier to remove
COLD END PROBLEMS • Cold section defined as operating temperature < 1000 F (535 C) • Air preheaters, ID fans, economisers, boiler stack • Caused by sulphuric acid attack formed when flue gas cooled below the acid dew point • Metal sulphates formed result in fouling
Minimizing Cold End Corrosion • Can be minimized by adding magnesium and/or magnesium oxide to the fuel at the time of combustion. • The magnesium reacts with the sulfur to reduce the concentration of SO3 compounds in the flue gas. • Reducing the amount of sulfur available to form sulfur dioxide compounds which result in the formation of H2SO4 • By minimizing the amount of sulfuric acid present in the flue gas, the magnesium oxide effectively elevates the acid dew point of the sulfuric acid that does form.
Neutralization Reaction • Mg + 2O2 + S MgSO4 • MgO + 3/2O2 + S MgSO4 • Mg + 1/2O2 MgO • Mg + Cl MgCl
TREATMENT STRATEGIES • Neutralisation • Alkaline additive to neutralise sulphuric acid as formed • Catalyst Deactivation • Coating &/or reaction with catalysts (Cu, Fe) • Continuous application to coal prior to pulverisers • Often combined treatment with combustion catalyst
FIRESIDE ADDITIVES Raises fusion temperature of adherent deposits • Produces dry, friable, high mp compound • Weakens bonding of slag to metal surface • Reacts with complex sulphates & other slag components • Changes slag from a hard, dense material to soft, expanded, porous powder • Forms metallic film on metal surface • Protects surfaces from corrosive action • Minimises catalytic action of SO2 to SO3
Diffusion of Additive Throughout Slag Materials • Particle size of additive (MgO) in fireside gas is 0.3 – 0.03 m • The combustion gas diffuses throughout slag due to permeability of slag materials • This mechanism keeps the slag formed is lighter, softer, and easier to remove via shootblowing
Fly Ash pH The easiest means to measure the efficacy of chemical treatment Sample taken from Air Heater outlet pH checking thru 1% slurry of fly ash (fly ash + demin water) Target fly ash pH: 6.5 - 8.5
Fuel Additive Products • Powder Products • FST 5370 • Slag inhibitor with corrosion inhibitor • Drew 11-GFM • Slag inhibitor & combustion catalyst • Drew 11-GFS • Slag inhibitor ~ dosage 0.1 kg/Ton fuel • Liquid Product: Amergy 222N for MFO preburner ~ dosage 0.15 – 0.25 kg/Ton fuel