Download
1 / 21
210 likes | 349 Views
OsC meeting 21 – 22 July 2008 Absorber Focus Coil Status Report Wing Lau, Oxford University. AFC modules. Spectrometer Solenoid. RFCC modules. Spectrometer Solenoid. MICE Cooling Channel. Design and build of the entire Focus Coil module except:- The Hydrogen Absorber – supplied by KEK;

E N D
OsC meeting 21 – 22 July 2008 Absorber Focus Coil Status Report Wing Lau, Oxford University
AFC modules Spectrometer Solenoid RFCC modules Spectrometer Solenoid MICE Cooling Channel
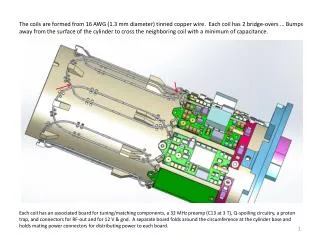
Design and build of the entire Focus Coil module except:- • The Hydrogen Absorber – supplied by KEK; • The Absorber Window – supplied by Mississippi University. • Hydrogen Safety Windows – supplied by Mississippi University • Bellow spool flanges – supplied by LBL • The Focus Coil contract requires that the contractor (Tesla UK) to be responsible for:- • Thermal and magnetic performance of the module; • Positional and alignment precision of the coil and its magnet centre when the module is assembled to the Cooling Channel; • Structural integrity of all the mechanical parts; • Detail design and engineering of all the parts within its scope of supply; • All the tooling associated with the operation and maintenance of the module; • Accurate interface with the parts that are not in their scope of supply, but are connected to the Focus Coil module
LH2 spillage into the large end shell H2 spillage onto the magnet bore tube LH2 spray into the warm window • Preparation prior to tender • A lot of design, calculation, test and simulations were done prior to the tender preparation. These included, but not limited to:- • Safety study of the hydrogen system, in particular • The safety of the thin windows • Safety measures regarding any hydrogen leak; • Formal safety review by external reviewers • Structural integrity of the mechanical parts during magnet quench; • Structural integrity of the cold mass support straps
Brief history from tender to contract let • The intent to tender was advertised in the European Journal on the 4th April 2007. A total of 6 companies had expressed interest to bid. • The AFC tender was sent out on the 29th of June 2007 with a bid deadline of 13th August 2007. • The tender called for 2 FC modules to be ordered immediately with the option for the 3rd module to be ordered later pending on funding. • The request delivery from receipt of order for the 3 modules is:- • Module 1 – 18 months; • Module 2 – 24 months; • Module 3 – 30 months • Following the bid evaluation meeting on the 20th of August 2007 Tesla’s bid was ranked highest in our overall evaluation marking.
A bid clarification meeting with Tesla was subsequently held on the 27th of September 2007. • Clarification was sought on:- • Tesla Technical proposal in detail; • Tesla staff and manufacturing facilities • Schedule • QA • Clarification of contract points
Tesla’s offer price • Module 1:- £ 484,879 + delivery charge of £ 744 £ 485,623 • Module 2:- £ 347,826 + delivery charge of £ 744 £ 348,570 • Module 3:- £ 342,078 + delivery charge of £ 744 £ 342,822 • Price increase • Contract for the 2 FC module was signed on the 2nd of June 2008. Due to the increase of copper (exchange rate changes) since the original bid was submitted, there was a price adjustment of £ 10,608 to the original offer. • The revised price is:- • Module 1:- £ 491,055 + delivery charge of £ 744 £ 491,799 • Module 2:- £ 347,826 + delivery charge of £ 744 £ 353,002 • The committed scheduled delivery of the first 2 modules is:- • Module 1 – 5th November 2009; • Module 2 – 11th May 2010
Payment Schedule:- Month
Progress to date:- Progress is on schedule to date. We have had 2 meetings since the signing off of the contract; one on the 11th of June and the other on the 10th of July. No major issue or delay identified so far. The forging drawing on the coil bobbin has been submitted to us for comment which we have already responded. Once we have received all the relevant documents such as QA acceptance procedure, material spec etc, we will arranged for the Production Readiness Review through the MICE Technical Board.
Risk mitigation:- • Potential foul up • The potential mis-matched at various components were identified, and solutions were agreed. No further issue expected on mis-matches. • Critical interfaces • The Focus Coil interfaces with three other suppliers as mentioned above. The relevance of this affects the tolerance level of the component machining and assembly. It is therefore important to have the critical interfaces identified and examined before they become an issue. These critical interface items are listed on the following slide
The main interface items are:- Absorber mounting and Hydrogen safety– Absorber supplied by KEK in Japan; Safety Window mounting – Safety windows supplied by Mississippi University, USA; Bellow connection – Bellow Flanges supplied by LBL, USA, Floor Mounting – Floor mounting connection supplied by RAL
Risk mitigation • Winding of Coil • The conductor dimensions are very tight and unless tight QA/QC is exercised during coil winding, there is a chance that the final coil size could be exceeded. However Tesla is adamant that they could achieve the final coil dimension based on their track record and experiences. Close inspection and interface from the Oxford / RAL project team during coil winding is needed.
Risk mitigation • Delay to schedule / comfort zone:- • The successful execution of this contract by Tesla rests on their past experiences and track record on projects of this nature. They have supplied many superconducting magnets of this size and magnitude. There should be no technical uncertainty; • If they were to fail on their delivery, it would have to be the mis-management of interfaces with other components that are not in their scope of supply. Close attention to these interfaces is key to on-time delivery of the modules. • The Preliminary Design Review in August and the Production Readiness Review in October are the next key milestones n the programme schedule. We must not let this slip. There are only 5 working weeks between these two reviews. We need assurance from Tesla that they have all the engineering drawings available for the latter review.
Risk mitigation • Delay to schedule / comfort zone (cont.):- • It is worth noting that Tesla could improve on the contract schedule for the 1st Module delivery to 12 months and the 2nd one to 18 month after contract placement if they are being pushed to shorten the delivery. This depends of course on their factory work load situation. This does make the current contract schedule look a bit more relaxed than the original one. • However, we have not made any allowance for this in our part. Factory visit to inspect work progress is still planned on a bi-monthly basis to ensure there is no surprised slip up
Risk mitigation • Personnel and Resource • The existing team of engineers and physicists from RAL/Oxford are:- • Elwyn Baynham; • Tom Bradshaw; • John Cobb; • Wing Lau; • Stephanie Yang • Elwyn, Tom and John are experienced physicists who worked on many similar projects before and are experts in magnet and or cryogenics. They will be extremely critical to the final performance and acceptance test of the modules. Wing and Stephanie are experienced mechanical engineers with Stephanie specialised in FEA and CAD which are useful when it comes to Engineering Drawing QA control and non-conformance sentencing (if any) during production. The expertise in these areas is self-sufficient within the project team. Retaining these key people throughout the contract is key to its time delivery and spend control.
Summary It is of course too early to judge whether there is any hidden banana skin that could cause unplanned schedule slippage; We believe we have a well defined work scope and technical spec, a clear understanding of the critical interface items and a set of achievable milestone dates. They reduce the risk of programme delay, but do not eliminate it altogether. Late design change and non-conformance during production is the usual cause for schedule delay and cost escalation. Must keep a close eye on this. Although Tesla is confident that they could meet their programme commitments, we have put in place a bi-monthly inspection to their factory and progress schedule once manufacturing starts. Our next major milestone is the Production Readiness Review in October. We will do everything we can to ensure that the design meets the technical specification, the drawings are consistent, the interfaces are clear and understood and that the QA and Inspection procedures are workable. Microsoft Project Gantt chart could give misleading progress. Nothing could beat a close dialogue and frequent communication if we want to keep track of what really is happening in vendor’s factory.