Download
1 / 38
380 likes | 482 Views
Presentation about 'Yarn breakage practically found in warping and its remedy'

E N D
Prepared By : Prepared By : Mazadul Hasan sheshir ID: 2010000400008 13thBatch (session 2009-2013) Department : Wet Processing Technology Email: mazadulhasan@yahoo.com Blog : www. Textilelab.blogspot.com (visit) Southeast University Department Of Textile Engineering I/A 251,252 Tejgaon Dhaka Bangladesh
MR. MUZAHIDUR RAHMAN CHOWDHURY LECTURER SOUTHEAST UNIVERSITY DEPARTMENT OF TEXTILE SOUTHEAST UNIVERSITY DEPARTMENT OF TEXTILE ENGINEERING
PROJECT OBJECTIVE Research. Analysis various yarn Fault in Warping process of weaving Remedies of these faults. Selection of raw materials. Product testing. Product Quality improvement Reduce wastage To improve warping efficiency To improve yarn quality in spinning
During not only during the machine operation but also during its stoppage. If these stresses exceeded a given limits it will adversely affect the quality of the produced yarns, fabrics and the efficiency of the machines . In weaving process, the strains on warp ends can lead to thread breaks, loss of quality and shutdowns. Warp breaks still represent major problem especially for today's high-speed weaving machines .Generally, warp yarn break occurs due to excessive tension greater than the strength of the yarn. processing, textile materials are subjected to various stresses
1 11 12 2 13 3 14 4 15 5 16 6 17 7 18 8 19 OILY SLUB 9 20 KITTY YARN 10 21
1 SLUBS An abnormally thick place or lump in yarn showing less twist at that place. 1. More end breaks in warping process. 2. Damaged fabric appearance. 3. Shade variation in dyed fabrics. 1. Accumulation of fly and fluff on the machine parts. 2. Poor carding. 3. Defective rotor drafting and bad piecing 1. Machine surfaces to be maintained clean. 2. Rotors are properly maintained. 3. Better fiber individualization at cards to be achieved. 4. Optimum top roller pressure &back zone 5. Setting at rotor to be maintained. 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
2 NEPS Yarn containing rolled fibre mass, which can be clearly seen on black board at close distance; measurable on USTER imperfection Indicator 1. Damaged fabric appearance 2. Shade variation in the dyed fabrics 3. An abnormally thick place or lump in yarn showing less twist at that place is called slubs 1. Accumulation of fly and fluff on the machine parts 2. Poor carding. 3. Defective rotor and bad piecing of robot 1. Machine surfaces to be maintained clean. 2. Damaged rotor to be avoided and proper maintained. 3. Better fiber individualization at cards to be achieved. 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
3 SNARL Yarn with kinks (twisted onto itself) due to insufficient tension after twisting 1. Entanglement with adjacent ends causing a break 2. Damaged fabric appearance 3. Shade variation in dyed fabrics 4. Mixing of cottons varying widely in fiber lengths and use of immature cottons 1. Higher than normal twist in the yarn 2. Presence of too many long thin places in the yarn 1. Optimum twist to be used for the type of cotton processed 2. Drafting parameters to minimize thin places in the yarn to be adopted 3. Correct tension weights and slub catcher settings to be employed at winding 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
4 THICK AND THIN PLACES Measurable by USTER Imperfection Indicator and observable on appearance 1. Damaged fabric appearance 2. Shade variation in dyed fabrics 3. Mixing of cottons varying widely in fiber lengths and use of immature cottons 4. More breakage in warping 1. Non-uniform sliver 2. Problem in mixing 3. Defect rotor surface 4. Mixing of cottons varying widely in fiber lengths and use of immature cottons 1. Defective rotor to be avoided 2. Right the card setting 3. Wide variation in the properties of cottons used in the mixing to be avoided 4. Better fiber individualization at cards to be achieved. Correct spacers to be utilized 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
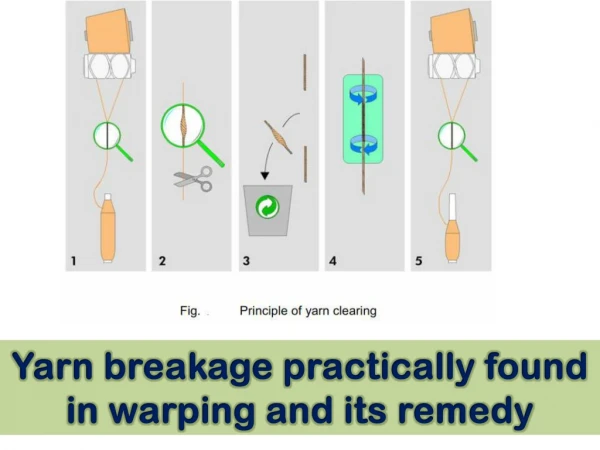
5 SOFT YARN Yarn which is weak indicating lesser twist 1. More end breaks in subsequent processes such as warping, winding etc. 2. Shade variation in dyed fabrics 1. Improper feed in rotor 2. Less twist in the yarn 3. Bad rotor 1. Proper yarn clearing to be ensured 2. Periodic replacement of rotor to be effected 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
6 OIL STAINED YARN Yarn stained with oil 1. Damaged fabric appearance 2. Occurrence of black spot in fabric 1. Careless oil in the moving parts, over head pulleys etc 2. Piecing made with oily or dirty fingers 3. Careless material handlings 1. Appropriate material handling procedures to be followed 2. Oilers to trained in proper method of lubrication 3. Clean containers to be utilized for material transportation 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
7 CRACKERS Very small snarl-like places in the yarn which disappear when pulled with enough tension or Yarn with spring -likeshape 1. More breaks in winding 2. More noticable in polyester and cotton blended yarns 2. Mixing of cottons of widely differing staple length 3. Closer roller settings 4. Eccentric top feed roller 5. Non optimum temperature and relative humidity in the spinning shed 6. Over spinning of cottons 1. Feed roller to be maintained 2. Mixing of cottons varying widely in fiber length to be avoided 3. Use of optimum roller settings 4. Use of properly buffed rollers free from eccentricity to be ensured 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
8 BAD PIECING Unduly thick piecing in yarn caused by over End piecing 1. More end breaks in subsequent process 2. Increase in hard waste 1. Wrong method of piecing and over end piecing of robot. 2. Twisting the ends instead of knotting 1. Correctly robot setting and proper repier 2. Separators to be provided 3. Excessive end breaks in spinning to be avoided 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
9 OILY SLUB Slub in the yarn stained with oil 1. More end breaks in the warping process 2. Damaged fabric appearance 3. Shade variation in dyed fabrics 1. Accumulation of oily fluff on machinery parts 2. Poor methods of lubrication in preparatory processes 3. Negligence in segregating the oily waste from process waste 1. Yarn contact surfaces to be kept clean 2. Proper segregation of oily waste from process waste 3. Oilers to be trained in correct procedures of lubrication 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
10 KITTY YARN Presence of black specks of broken seeds, leaf bits and trash in yar 1. Damaged fabric appearance 2. Production of specks during dyeing 3. Poor performance during winding 1. ineffective cleaning in Blow room and cards 2. Use of cottons with high trash and too many seed coat fragments 1. Cleaning efficiency of blow room and cards to be improved 2. Optimum humidity in the departments to be ensured 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
11 HAIRINESS HAIRINESS Protrusion of fiber ends from the main yarn structure 1. More breaks in winding and warping 2. Formation of holes and stains in cloth 1. Use of cottons differing widely in the properties in the same mixing 2. Improper mixing 3. Maintaining low relative humidity, closer roller settings and very high spindle speeds 1. Proper mixing or blending 2. Periodic maintenance of different parts 3. Roller settings to be maintained 4. Optimum relative humidity to be maintained in the spinning room 5. Wide variation in the properties of cottons used in the mixing to be avoided 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
12 FOREIGN MATTERS Metallic parts, jute flannel and other similar foreign matters spun along with yarn 1. reaks during winding and warping 2. Formation of holes and stains in cloth 1. Damaged fabric appearance 2. Improper preparation of mixings 3. Improper setting of foreign material separator in blow room. 1. Improper setting of cleaning zone. 2. Removal of foreign matters(such as jute fibres, colour cloth bits) to be ensured during preparation of mixing 3. Installation of permanent magnets at proper Places in blow room lines to be ensured 1 2 3 4 5 6 7 8 9 10 12 21 11 13 14 15 16 17 18 19 20
13 SPUN IN FLY Fly fluff either spun along with the yarn or loosely embedded on the yarn 1. More breaks in winding and warping 1. Accumulation of fluff over machine parts 2. Fanning by workers 3. Failure of over head cleaners 1. Malfunctioning of humidification plant 2. Machinery surfaces to be kept clean by using roller pickers 3. Fanning by workers to be avoided 4. Performance of over head cleaners and humidification plants to be closely monitored 1 2 3 4 5 6 7 8 9 10 13 21 11 12 14 15 16 17 18 19 20
14 CORK SCREW YARN It is a double yarn which one yarn is straight and other is coiled over it 1. Breaks during winding and warping 2. Causes streaks in the fabric 1. Bad piecing by robot 2. Improper mixing 3. Improper feeding 1. proper maintenance of robot 2. proper mixing 1 2 3 4 5 6 7 8 9 10 14 21 11 12 13 15 16 17 18 19 20
15 STITCHING ON CONE Ends not laid properly on the cone at reversal of yarn path 1. More end breaks in the subsequent process 2. Excessive yarn waste 1. Vibrating and wrongly set cone holder 2. Yarn coils wrapped round the base of cone holder 3. Traverse restrictors fixed at incorrect position 4. Improper alignment of tension brackets with the drum 1. Maintenance cone winders to be good 2. Cone holder settings and alignment of tension 3. Brackets with drum to be carried out as frequently as possible 1 2 3 4 5 6 7 8 9 10 15 21 11 12 13 14 16 17 18 19 20
16 RIBBON WOUND CONE Formation of ribbon like structure on the circumference of the cone 1. 2. Soft packing either at the base or at the nose of cones Overall density of package is lower 1. Winding spindle not revolving freely 2. Cone holders incorrectly set 3. Defective settings of cam switch 4. Improper traverse motion 5. Vibration of cone and traverse 1. Over hauling of cone winders to be periodically carried out 2. Anti ribboningmechanism to be checked at frequent interval 3. Free movement of the cone holders to be ensured by proper lubrication 1 2 3 4 5 6 7 8 9 10 16 21 11 12 13 14 15 17 18 19 20
17 SOFT BUILD CONES Unduly soft structure of cone 1. 2. Soft packing either at the base or at the nose of cones Overall density of package is lower 1. Improper alignment of cone holder and traverse 2. Insufficient unwinding tension 1. Unwinding tension to be maintained at 6 to 8% of single yarn strength 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
18 BELL SHAPED CONE Cones which are tightly built at centre, presents a shape of bell 1. Excessive breaks during warping and winding processes 1. High yarn tension during winding 2. Cone holders incorrectly set to the winding drum 3. Damages in paper cone centre 1. Quality of cones to be checked at that time of procurement 2. Optimum unwinding tension to be maintained 1 2 3 4 5 6 7 8 9 10 18 21 11 12 13 14 15 16 17 19 20
19 NOSE BULGING Bulging of bunches of the yarn at the nose of the cones 1. 2. Excessive yarn waste in next process Slough during warping/unwinding 1. Improper setting of cone holders to the winding drum 2. Damaged nose of the paper cones 1. Periodical inspection of settings in winding machines 2. Tenters to be instructed to adopt correct work practices 3. Avoiding usage of damaged paper cones 1 2 3 4 5 6 7 8 9 10 19 21 11 12 13 14 15 16 17 18 20
20 COLLAPSED CONE Collapse of the structure of the cone(paper cone)itself 1. Yarn breaks in warping process 2. Wastage increase in yarn preparation 1. Use of poor quality/damaged paper cones 2. Poor system of material handling 3. Maintaining non optimum unwinding tension 1. 2. Winding tenters should be trained by proper work methods 3. Proper material handling devices such as cone transport trolleys to be used 4. Cone inserts to be used for paper cones Using of poor quality/damaged paper cones should be avoided 1 2 3 4 5 6 7 8 9 10 20 21 11 12 13 14 15 16 17 18 19
21 Formation of ring shaped bulge across the cross section of the cone 1. 2. More end breaks in the subsequent processes Slough off during unwinding 1. Incorrect setting of the cone holder 2. Wrong placement tensioners in the tensioning assembly 3. Traverse of yarn affected due to defects in the grooves of the drum 1. Due to replacement of defective drums and stop motion wires to be ensured , Periodic inspection of cone holder settings and tension assembly to be carried out , 2. 1 2 3 4 5 6 7 8 9 10 21 11 12 13 14 15 16 17 18 19 20
EXPERIMANTAL DATA Table-1: Data for 20/1 Ne Yarn breakage in Warping SL # BEAM LENGTH WEAK YARN SLOUGHING OFF OVER LAPPING KNOTS/BAD SPLICE SLUBS LOOSE YARN PIGTAIL CUT YARN BAD TIP CONE 1 12400 7 0 0 0 1 0 0 3 0 2 12400 5 0 0 1 2 0 6 0 0 3 12400 6 0 0 1 4 0 3 0 0 4 12400 4 0 0 0 1 2 6 2 3 5 12400 5 0 3 0 2 0 4 0 0 6 6500 2 0 0 1 1 0 2 0 0 7 6500 1 0 1 0 1 0 0 0 0 8 12400 4 0 2 0 1 0 3 1 0 9 6550 3 0 0 0 1 0 0 1 0 10 6550 3 0 0 1 1 0 0 0 0 11 6550 5 0 1 0 1 1 4 0 0 12 5150 2 0 0 0 0 0 0 0 0 13 6550 3 0 2 0 0 0 0 0 0 14 6550 5 0 0 0 1 0 0 0 0 15 12400 5 0 0 1 2 0 0 0 3 16 12400 6 0 0 0 3 0 5 0 0 17 12400 4 0 2 0 0 0 4 0 0 18 12400 4 0 0 0 2 1 4 1 1 19 12400 5 0 1 0 0 0 3 0 0 20 12400 5 0 0 0 1 0 2 0 0 Total 199700 84 0 12 5 25 4 46 8 7
EXPERIMANTAL DATA Table-2: Data for 10/1 Ne Yarn breakages in Warping SL # BEAM LENGTH WEAK YARN SLOUGHING OFF OVER LAPPING KNOTS/BAD SPLICE SLUBS LOOSE YARN PIGTAIL CUT YARN BAD TIP CONE 1 12400 4 0 1 0 1 0 2 3 0 2 12400 2 0 0 0 2 1 1 0 0 3 12400 1 0 1 1 1 0 3 0 1 4 12400 2 0 0 0 1 2 1 2 0 5 12400 3 0 1 2 2 0 4 0 0 6 6500 2 0 0 0 1 0 2 2 0 7 6500 1 0 1 2 1 0 1 0 1 8 12400 3 0 2 0 1 0 1 1 1 9 6550 3 0 0 1 2 0 2 1 0 10 6550 1 0 2 0 0 0 0 0 1 11 6550 4 0 1 0 1 1 2 0 0 12 6550 1 0 0 0 0 0 1 4 0 13 6550 1 0 1 0 2 0 0 0 0 14 6550 1 0 0 1 1 0 2 0 0 15 6550 1 0 3 0 2 0 0 0 0 16 6550 1 0 0 0 0 0 2 0 0 17 6550 3 0 1 0 1 0 1 0 0 18 6550 4 0 0 1 0 0 4 0 1 19 6550 1 0 1 0 0 0 1 0 0 20 6550 5 0 0 1 1 0 2 0 0 Total 166000 44 0 15 9 20 4 32 13 5
EXPERIMANTAL DATA Table-3: Data for 16/1 Ne Yarn breakages in Warping SL # BEAM LENGTH WEAK YARN SLOUGHING OFF OVER LAPPING KNOTS/BAD SPLICE SLUBS LOOSE YARN PIGTAIL CUT YARN BAD TIP CONE 1 12400 5 0 1 0 0 0 2 2 0 2 12400 4 0 0 0 1 0 3 0 0 3 12400 4 0 1 1 4 0 2 0 0 4 12400 3 0 1 0 1 1 2 1 2 5 12400 4 0 0 0 0 0 4 0 0 6 12400 1 0 1 0 1 1 2 0 2 7 12400 1 0 0 1 1 0 0 0 0 8 12400 3 0 0 0 2 0 1 1 1 9 12400 2 0 1 0 1 2 2 1 0 10 12400 2 0 0 0 1 0 0 0 1 11 12400 4 0 1 0 1 0 3 1 0 12 12400 2 0 0 1 0 0 0 0 1 13 12400 1 0 0 0 0 0 0 0 1 14 12400 2 0 1 0 1 0 1 1 0 15 12400 3 0 0 0 2 0 0 0 1 16 12400 4 0 0 0 2 0 4 0 0 17 12400 4 0 0 1 0 0 3 0 0 18 12400 5 0 0 0 1 0 3 1 1 19 12400 1 0 1 0 0 0 3 0 0 20 12400 3 0 0 0 1 0 1 0 0 248000 58 0 8 4 20 4 36 8 10
DATA ANALYSIS From Table-1: Data for 20 Ne BAD TIP CONE 4% CUT YARN 4% 90 80 70 PIGTAIL 24% 60 No of breakage WEAK YARN 44% 50 40 30 SLUBS 13% 20 10 0 LOOSE YARN 2% SLOUGHING OFF 0% KNOTS/BAD SPLICE 3% OVER LAPPING 6% Fig: Effect of different types of yarn faults in warping for 20/1 count carded yarn
DATA ANALYSIS From Table-2: Data for 10 Ne 50 BAD TIP CONE 3% CUT YARN 9% 45 40 SLOUGHING OFF 0% WEAK YARN 31% 35 No of breakage PIGTAIL 23% 30 25 20 15 SLUBS 14% 10 LOOSE YARN 3% OVER LAPPING 11% 5 KNOTS/BAD SPLICE 6% 0 Fig: Effect of different types of yarn faults in warping for 10/1 count carded yarn
DATA ANALYSIS From Table-2: Data for 16 Ne BAD TIP CONE 7% CUT YARN 5% 70 60 WEAK YARN 39% 50 PIGTAIL 24% No of breakage 40 30 SLUBS 14% 20 10 LOOSE YARN 3% SLOUGHING OFF 0% 0 OVER LAPPING 5% KNOTS/BAD SPLICE 3% Fig: Effect of different types of yarn faults in warping for 16/1 count carded yarn
KEY FINDINGS 1. Found different types of yarn and package faults from warping. the main cases of warp yarn breakage is improper raw material mixing and cleaning in spinning because majority percentage of yarn faults is weak yarn. 2. The number of breaks varied directly with the yarn count. 3. Improper maintenance of spinning.
LIMITATION 1. We had a very limited time. In spite of my willing to study more details it was not possible to do so. 2. This while process is not possible to bind such a small frame as this report, hence our effort spent on summarizing them 3. We cannot manage data perfectly. Some fault cannot recovery such as parallel winding which is occur from robotic miss action in rotor spinning ,mixing ratio is not perfectly, large amount of wastage uses as for the rate of beating action is high and create more amount of neps which neps carding cannot remove perfectly. If Feed material is quality full then produce goods also be good.
CONCLUSION Considering the objective of the work, a systematic investigation on ‘Yarn Faults in warping and its Remedies’ were performed in the training period. All the activities had been done maintaining in sequence of the machinery of the production. From the thorough investigation it is seen that the following faults are yarn faults, yarn package faults, mechanical faults in spinning. Reducing warp breaks on warping machines uplift the efficiency of this process and the efficiency of weaving machines, and finally enhances the quality of yarns and produced fabrics. Yarn faults tend to not fulfill the target of production of a industry. As a result the production capacity of these industries falls significantly. These are the common faults which I have tried to find out the causes & their Remedies against them.
http://www.textilelab.blogspot.com (Visit ) My Facebook Textile related Pages 1. Yarn Manufacturing Technology Link : http://www.facebook.com/pages/Yarn-Manufacturing-Technology/485014954866808 2. Fabric Manufacturing Technology Link : http://www.facebook.com/pages/Fabric-Manufacturing-Technology/459520217425605 3. Garments Manufacturing Technology Link : http://www.facebook.com/pages/Garments-Manufacturing- Technology/472364799463126 3. Wet processing Technology Link : http://www.facebook.com/pages/Wet-Processing-Technology-Dyeing-/468645219825404 4. Fashion-Design-and-Technology Link : http://www.facebook.com/pages/Fashion-Design-and- Technology/587655294583875?ref=ts&fref=ts