Download
1 / 43

E N D
Prepared By : Prepared By : Mazadul Hasan sheshir ID: 2010000400008 13thBatch (session 2009-2013) Department : Wet Processing Technology Email: mazadulhasan@yahoo.com Blog : www. Textilelab.blogspot.com (visit) Southeast University Department Of Textile Engineering I/A 251,252 Tejgaon Dhaka Bangladesh
CONTENTS: Introduction Drawing. What is Drawing? Purpose of Drawing. Principle of Drawing. Drawing process. Drawing machine. Errors in Drawing. Texturising. What is texturising? Purpose of texturising. Steps of texturising Texturising methods. Conclusion. 4 DRAWING & TEXTURISING 3/26/2014
Introduction With the exception of silk ,all filaments are manufactured from man-made materials. These materials, however don’t occur in fibrous in nature. They are primarily made from chemicals that must be formed and solidified into fiber form. Synthetic fibers have been developed that posses describable characteristics, such ass a high softening point to allow for ironing, high tensile strength , adequate stiffness, and describable yarn quality. In their origional state, the fiber–forming polymers are normally solids and therefore must be first converted into a liquid form to be suitable for extrusion. After extrusion there are some operation is done for complete this process and to produce a good quality of yarn. From these we will discuss about Drawing ant Texturising. DRAWING & TEXTURISING 3/26/2014 5
-Drawing is very important process of spinning. -This process is used to increase the orientation of polymer molecules. -It produces filament with desired strength. Fig. Two Stage Drawing Process
-Drawing process increases tensile strength and hardness of filament. -It orients the polymer molecules along the filament. -Crystallinity increases due to the orientation of polymer molecules. Fig: Change in orientation of polymer molecules
High degree of orientation of polymer molecules that tends to increase fibre stiffness. Lower moisture absorption. Unlimited breaking strength. Transparency and luster. Changed dyeing properties. Resistance to penetration by foreign molecules.
What is Drawing? Historically , the term Drawing was used in connection with the draw frame in staple spinning. Drafting was used regarding roller drafting system in roving and ring spinning .Polymeric fibre drawing important industrial process. The objective behind drawing fibres is to induce molecular orientation in the fibre, thereby increasing their strength in the direction of the stretch. That is, Extension of the filaments to many times their original length. By means of this operation, the more or less randomly oriented chain molecules are aligned in the longitudinal direction and the filaments its defirutive stress-strain characteristics. is an DRAWING & TEXTURISING 3/26/2014 9
Purpose of Drawing: The prime purpose of drawing of a yarn is to a desirable quality for the following reasons: The orientation of the polymer molecules can be increased after the spinning process by a subsequent drawing process. To convert relatively week spun fibres to fibres with greater molecular orientation and the resulting greater strength. To produce a filament with a desired strength, accomplished by inducing sufficient orientation of the polymer molecules along the axial direction of the filament. To produce fibres with the specific properties desired. To increase the crystalline zone in fibres. DRAWING & TEXTURISING 3/26/2014 10
Principle of drawing: Consider a sample of the input material before and after discontinuous drawing. If there were no losses in the process, the mass of the input sample would be the same as it is after drawing. Let p be the packing density, a the cross sectional area , l the sample length, piaili be the mass in the input sample, and poaolo be the mass after drawing. It follows that; piaili ≈ poaolo And if the packing density is constant pili ≈ polo For the purely theoretical case, the change in cross sectional area is inversely proportional to the change in length. This is discontinuous drawing. However ,in production. The process of elongation takes place continuously wit the input and output mass flows nominally constant. Thus , the formula can be restated to say that the cross sectional area is inversely proportional to the speed ratio. In practice this is modified by changes in the packing density and small losses have to be taken into account , but it forms the basis of all drawing. DRAWING & TEXTURISING 3/26/2014 11
Drawing process: The drawing process of a fibre involves passing the fibre tow over a series of rollers. The rollers rotate at specified constant angular velocities, each faster than the older. In some processes all the draw is introduced in one step, in a single stage of feed and take-up rollers. This single draw can result in fibre breakage so it is customary to involve more than one more draw processes in the industries. Molecular orientation during drawing DRAWING & TEXTURISING 3/26/2014 12
A typical two-stage drawing process: Bechtel at. Al gave a model for a two-stage draw process in which most of the draw was provided in the first stage( between 2.2 and 2.7 draw ratio) and a relatively smaller draw (1.1-1.2) in the second stage. As the number of stages is increased, it is possible to keep each free span and roller at a different temperature and induce the maximum molecular orientation in the fibre. DRAWING & TEXTURISING 3/26/2014 13
Drawing machine: Place of Origin: Shandong China (Mainland) Brand Name: TONGDA Model Number: FA-316A Type: Spinning Production Line Spinning Method: Ring Spinning Automatic: Yes Condition: New Textile machine: draw frame Draw frame: high speed draw frame Delivery number: 2 holes Maxmium output speed: 600m/min Total drafting mutiple: 5-14 times Drafting style: 5 over 4 with pressure bar Feeding sliver number: 6-8 pcs Mainframe OAD: 2790*950*1645mm Weight: 2200kg Motor power: 4.0kw DRAWING & TEXTURISING 3/26/2014 14
Impact of drawing The degree of alignment of fibre molecules affects the properties of a fibre in several way; Fibres change in appearance as they are drawn. In stage , nylon is usually dull and opaque. As the filaments are drawn and molecule orientation increase, the filaments acquire the transparency and luster. The more closely the molecules pack together, the greater is the ultimate strength, or breaking strength, of the fibre. This increase in ultimate strength is accompanied by a decrease in the amount of elongation that the fibre can sustain before reaching its breaking point. Because the closely packed molecules no longer have great freedom of movement , a high degree of orientation also tend to increase fibre stiffness and rigidity. Increased resistance to penetration by foreign molecules also improves the general chemical stability of a fibre, since highly oriented fibres are more resistant to chemical attack. the undrawn DRAWING & TEXTURISING 3/26/2014 15
Errors in drawing Where there is a number of drafting stages, the results are cumulative and the range of error wavelengths can be very large. Yarns show not only an extremely large range of errors translate into faults in the fabric. The end result of these irregularities is that the fabrics made from the yarns show undesirable patterning known as moiré or barrě , which reduces their values. DRAWING & TEXTURISING 3/26/2014 16
What is Texturising? Texturing is a procedure used to increase the volume and the elasticity of a filament fibres. The essential properties of textured yarns and the products made from them are softness, fullness, a high degree of elasticity, thermal insulation and moist transporting properties. All yarns which can be shaped by heat are suitable for texturing. The prime purpose of texturing filament yarn is to create a bulky structure. DRAWING & TEXTURISING 3/26/2014 17
The process of introducing crimp, loop, coils to continuous filament yarn is called Texturizing. It stabilizes the POY through heating and drawing. Two types of manmade POY can be textured- Nylon (Used in manufacturing of ladies hosiery) Polyester (Used in apparel & home furnishing)
- Introduce mechanically by passing the filament between gear like rollers. - Produced chemically by controlling coagulation of a filament in order to create asymmetric cross-section in the fibre. -The twist geometry is set by cooling the yarn in a highly twisted state. -This process is applied with drawing process. -False-twist is applied for Nylon and Polyester.
- Introduced crimp are like as the shape of knitted loop - Yarn is knitted into tubular fabric - Then unraveled to produced textured yarn -This method is used with a single type of yarn or with a blend of filament yarns -It is carried out by feeding a wet yarn or a dry yarn Plus a small amount of water into a high-speed jet of air. -Yarns textured in such a process contain a large number of very fine filaments
Purpose of texturing: The prime purpose of texturing filament yarn is to create a bulky structure that is desirable for the following reason; The voids in the structure cause the material to have good insulation properties. The voids in the structure change the density of the material(Which makes possible a lightweight yarn with good covering properties) The disorganized (or less organized) surface of the yarn gives dispersed light reflections, which, in turn, give a desirable matte appearance. The sponge like structure feels softer than a lean twisted flat yarn. The crimped or coiled filament structure gives a lower effective modulus of elasticity to the structure when compare with that of a flat yarn. DRAWING & TEXTURISING 3/26/2014 23
Steps of texturising: Deform the filament. Set the deformation. Remove the deformation. DRAWING & TEXTURISING 3/26/2014 24
Texturising method: Real twist Texturising False twist Texturising Draw Texturising Air jet Texturising Knit de knit Stuffer box Gear crimping Edge crimping method Texturising by co-extrusion DRAWING & TEXTURISING 3/26/2014 25
1. Real twist Texturising: Hare a batch of package of yarn was then taken from the twister and placed in an autoclave. The temperature of the yarn was raised above Tg and then allowed to cool. The product taken from the autoclave was non-twist lively or dead, but the fibre deformations were set into their newly twisted shapes. To develop the bulk, it was necessary to untwist the yarns until the filament were approximately parallel and separated, and then relax them DRAWING & TEXTURISING 3/26/2014 26
2. False twist Texturising: Here partially oriented yarn(POY) is fed into a heating zone(200-230 c). Where insert twist is set. The yarn then passes through a cooling zone to a twist unit. Consisting of a series of revolving discs. Which insert twist ,when twisted yarn is relaxed, the yarn retains a thermal memory, which produces yarn bulk/stretch potential. Bulk/ stretch can be controlled by passing the yarn through a second heater. with a high DRAWING & TEXTURISING 3/26/2014 27
Draw Texturising: As Texturising speeds rise, they approach the speed used for filament drawing and it becomes possible to contemplate a merger between the two operations. There are two forms of draw texturising ; a) Sequential, b)Simultaneous. Draw Texturing Machine DRAWING & TEXTURISING 3/26/2014 28
4. Air jet Texturising: In this method of texturing, yarns led through the turbulent region of a air jet at a rate faster than if is drawn off on the far side of the jet, in the jet, the yarn structure is opened , loops are locked inside and others are locked on the surface of the yarn. An example of this method is the taslam process; Air jet textured yarn. DRAWING & TEXTURISING 3/26/2014 29
5. Knit de knit: Knit -de-Knit texturing is used on drawn fibre in order to produce crimp of a knitted loop shape. In this process a yarn is knitted into a tubular fabric, set in place by means of heat, and then unraveled to produce textured yarn. DRAWING & TEXTURISING 3/26/2014 30
6. Stuffer box: The crimping unit consists of two feed rolls and a brass tube stuffer box. By compressing the yarn into the heated stuffer box, the individual filaments are caused to fold or bend at a sharp angle, while simultaneously set by a heating device. being DRAWING & TEXTURISING 3/26/2014 31
7. Gear crimping: In this method filament is run between a pair of intermeshing gear wheels. The resultants yarn is left with the impression of the gear wheel teeth. DRAWING & TEXTURISING 3/26/2014 32
8.Edge crimping method: In this method of Texturising. Thermoplastic filaments in a heated and stretched condition are drawn over a crimping edge and cooled. Edge- Crimping machine are make align yarn. DRAWING & TEXTURISING 3/26/2014 33
9. Texturising by co-extrusion: Co-extrusion is where two or more polymer components through the same nozzle to produce a filament with stripes polymers. It is difficult to manage more than two components; component system are likely to be most significant commercially. There are two distinct possibilities. The first is to have the stripes firmly bonded to each other in such a fashion that treatment will cause it to curl or otherwise texture in the manner of a bi-component yarn. The second is to make the stripes have little or no bonding, in which case the filament can be decomposed into a series of finer ones. are extruded of different thus two DRAWING & TEXTURISING 3/26/2014 34
Properties of textured yarns: As already pointed out, textured yarns are characterized by higher elasticity and bulkiness than flat yarns extensibility, Schematic longitudinal view of textured yarns Among the various properties, generally assessed with methods similar to those used for other types of yarn, there is a method of particular importance and for specific use, termed crimp contraction elasticity).This property assessed on false-twist yarns and is defined as “the contraction of a textured yarn due to crimp development, percentage rate of the stretched out (not crimped) yarn length” (or essentially crimp is expressed as DRAWING & TEXTURISING 3/26/2014 35
Difference between texturising methods: DRAWING & TEXTURISING 3/26/2014 36
DRAWING & TEXTURISING 3/26/2014 37
DRAWING & TEXTURISING 3/26/2014 38
What type of yarns can be textured: Synthetic filament yarns made from polyester Nylon and polypropylene. Polyester yarns are normally in the range between 50 and 300 den, with the emphasis on 75 and 150 den. Nylon yarns are in the range from 15- 110 den, The majority of fine hosiery yarns being 20 den and coarser yarns being 70 den. DRAWING & TEXTURISING 3/26/2014 39
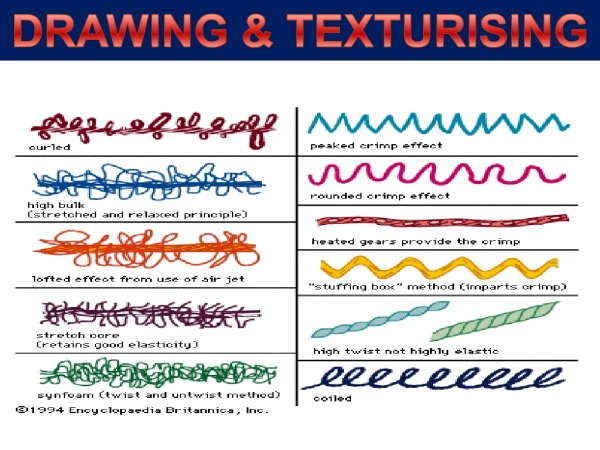
Textured effect: DRAWING & TEXTURISING 3/26/2014 40
http://www.textilelab.blogspot.com (Visit My Blog for more Info ) My Facebook Textile related Pages 1. Yarn Manufacturing Technology Link : http://www.facebook.com/pages/Yarn-Manufacturing- Technology/485014954866808 2. Fabric Manufacturing Technology Link : http://www.facebook.com/pages/Fabric-Manufacturing- Technology/459520217425605 3. Garments Manufacturing Technology Link : http://www.facebook.com/pages/Garments-Manufacturing- Technology/472364799463126 3. Wet processing Technology Link : http://www.facebook.com/pages/Wet-Processing-Technology-Dyeing- /468645219825404 4. Fashion-Design-and-Technology Link : http://www.facebook.com/pages/Fashion-Design-and- Technology/587655294583875?ref=ts&fref=ts