Download
1 / 14
160 likes | 442 Views
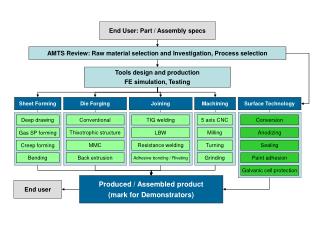
LASER BEAM WELDING(LBW) LASER- L ight A mplification by S timulated E mission of R adiation Focusing of narrow monochromatic light into extremely concentrated beams (0.001 mm even)

E N D
LASER BEAM WELDING(LBW) LASER- Light Amplification by Stimulated Emission of Radiation Focusing of narrow monochromatic light into extremely concentrated beams (0.001 mm even) Used to weld difficult to weld materials, hard to access areas, extremely small components, In medical field to weld detached retinas back into place Laser Beam- coherent Laser production- complex process. Al2O3 + 0.05% Chromium
Laser Welding • Laser Welding joins ferrous metals, stainless steel, precious metals, and alloys, to themselves or each other. Features include:• 5-axis laser control • Extreme precision and minimal distortion• Low heat input • Excellent appearance• No fillers or fluxes required• Fast, cost-effective production
LASER WELDING Slide 17 of 18
LASER WELDING Slide 18 of 18
Laser Welding Facts • Laser Welding Advantages• Processes high alloy metals without difficulty• Can be used in open air• Can be transmitted over long distances with a minimal loss of power• Narrow heat affected zone• Low total thermal input• Welds dissimilar metals• No filler metals necessary• No secondary finishing necessary• Extremely accurate• Welds high alloy metals without difficulty • CO2 Laser Welding Speeds
The LASER, an acronym for "Light Amplification by Stimulated Emission of Radiation," is a device that produces a concentrated, coherent beam of light by stimulating molecular or electronic transitions to lower energy levels, causing the emission of photons.
The solid-state laser utilizes a single crystal rod with parallel, flat ends. Both ends have reflective surfaces. A high-intensity light source, or flash tube surrounds the crystal. When power is supplied by the PFN (pulse-forming network), an intense pulse of light (photons) will be released through one end of the crystal rod. The light being released is of single wavelength, thus allowing for minimum divergence
One hundred percent of the laser light will be reflected off the rear mirror and thirty to fifty percent will pass through the front mirror, continuing on through the shutter assembly to the angled mirror and down through the focusing lens to the workpiece. • The laser light beam is coherent and has a high energy content. When focused on a surface, laser light creates the heat used for welding, cutting and drilling. • The workpiece and the laser beam are manipulated by means of robotics. The laser beam can be adjusted to varying sizes and heat intensity from .004 to .040 inches. The smaller size is used for cutting, drilling and welding and the larger, for heat treating
Laser Welding Limitations• Rapid cooling rate may cause cracking in certain metals• High capital cost• Optical surfaces easily damaged• High maintenance cost
solid state RubyLaser- Neon flash tube emits light into specially cut ruby crystals- absorbs light -electrons of chromium atoms get stimulated- • Increase in stimulation ---- electrons increase from normal(ground) orbit to an exited orbit. More energy input- energy absorbed exceeds thermal energy- no longer to heat energy. • Electrons drop back to intermediate orbit- emits PHOTONS (light) called spontaneous emission • With continued emission, released photons stimulate other exited electrons to release photons- called stimulated emission • Causes exited electrons to emit photons of same wave length.
Power intensities > 10 kw/cm2 • No physical contact between work and welding equipment • 2 mirrors- coherent light reflected back and forth, becomes dense, penetrates partially reflective mirror, focused to the exact point • Very little loss of beam energy • Solid state, liquid, semiconductor and gas lasers used. • Solid state uses light energy to stimulate electrons Ruby, Neodymium, YAG • Gas lasers use electrical charge to stimulate electrons Gas lasers- higher wattage outputs. Used for thicker sections - CO2, N2, He • Liquid- nitrobenzene; Gas- based on gallium arsenide
Laser beam cutting • Along with beam, oxygen used to help cutting. Ar, He, N, CO2 also for steel, alloys etc. • Two ways to weld • Work piece rotated or moved past beam • Many pulses of laser (10 times/sec)used. • Narrow HAZ., speeds of 40 mm/sec to 1.5 m/sec • Cooling system to remove the heat- • gas and liquid cooling used
Klyston tubes (glass to metal sealing), capacitor bank, triggering device, flash tube, focusing lens, etc. in the setup. • Cathode of molybdenum, tantalum or titanium used.
1987 • Laser research begins - a unique method for depositing complex metal alloys (Laser Powder Fusion). 2002 • From Linde Gas in Germany, a Diode laser using process gases and "active-gas components" is investigated to enhance the "key-holing" effects for laser welding. The process gas, Argon-CO2, increases the welding speed and in the case of a diode laser, will support the transition of heat conductivity welding to a deep welding, i.e., 'key-holing'. Adding active gas changes the direction of the metal flow within a weld pool and produces narrower, high-quality weld. • CO2 Lasers are used to weld polymers. The Edison Welding Institute is using through-transmission lasers in the 230-980 nm range to readily form welded joints. Using silicon carbides embedded in the surfaces of the polymer, the laser is capable of melting the material leaving a near invisible joint line.