Download
1 / 39
400 likes | 587 Views
VII. KAKOVOST PROIZVODOV IN STORITEV. NAČELA UVAJANJA CELOVITEGA OBVLADOVANJA KAKOVOSTI: 1. glavno odgovornost za kakovost ima vrhnji management 2. kakovost mora biti ovrednotena s standardi uporabnikov 3. proizvodni proces in metoda dela morata biti zavestno oblikovana tako, da

E N D
VII. KAKOVOST PROIZVODOV IN STORITEV NAČELA UVAJANJA CELOVITEGA OBVLADOVANJA KAKOVOSTI: 1. glavno odgovornost za kakovost ima vrhnji management 2. kakovost mora biti ovrednotena s standardi uporabnikov 3. proizvodni proces in metoda dela morata biti zavestno oblikovana tako, da dosežeta zahteve glede kakovosti 4. za doseganje dobre kakovosti je odgovoren vsak zaposleni 5. kakovost proizvodom ne daje kontrola kakovosti, treba jih je narediti že prvič 6. kakovost je treba stalno spremljati, probleme hitro odkriti, reševati jih je treba takoj 7. organizacija si mora stalno prizadevati za izboljševanje kakovosti - zahteve uporabnikov rastejo - odličnost lahko le rezultat stalnega izboljševanja - metoda Demingovo kolo: planirati-poizkusiti- ovrednotiti- vključiti v proces 8. organizacija razširiti svoj program kakovosti na dobavitelje 106
VII. KAKOVOST PROIZVODOV IN STORITEV VZROKI NEUSPEHA PRI UVAJANJU SISTEMA CELOVITEGA OBVLADOVANJA KAKOVOSTI 1. vrhnji management ni dovolj zavzet. 2. osredotočenje na posamezno tehniko, ne na sistem kot celoto 3. ni soglasja in sodelovanja zaposlenih 4. program vključuje le usposabljanje 5. pričakovanje hitrih rezultatov namesto dolgoročnih izboljšanj - uvajanje sistema celovite kakovosti traja tri do pet let 6. siljenje z uporabo metod, ki niso produktivne ali pa niso skladne s proizvodnim sistemom ali osebjem • uvajanje sistema celovite kakovosti podlega modelom uvajanja pomembnejših sprememb v organizacijo 107
VII. KAKOVOST PROIZVODOV IN STORITEV 4. NEKATERA ORODJA KONTROLE (INŠPEKCIJE) KAKOVOSTI • toleranca: vnaprej predvideno odstopanje izdelka ali storitve od načrtovane vrednosti • strojna toleranca: predvidena z načrtom stroja ali procesa • stroji in ljudje poslabšujejo svojo dejavnost - stroj: obraba, premik iz nastavitve, lom, temperature, vibracije - delavec: utrujenost, monotonija, padec pozornosti, staranje • nadzor kakovosti: določanje ali je output procesa v skladu s standardi • izvajanje meritev in testiranja je zamudno in drago • inšpektorji navadno ne odkrijejo vseh nekakovosti: tudi pri njih utrujenost, monotonija, • inšpektorji več odkrijejo, če vedo kje in kaj iskati - organizacija mora natančno določiti, kaj je predmet kontrole • statistična kontrola kakovosti: uporaba statističnih metod, zlasti vzorčenja • proizvodnja (in kontrola) pogosto v svežnjih (šarže, loti, serije) -na istem stroju - surovine iz istega svežnja - isti delavci - izdelano v istem času - izdelano v isti izmeni - proizvodni pogoji enaki • karakteristike, ki jih merimo pri kontroli kakovosti: atributi (ima - nima), spremenljivke (variable - merimo na neprekinjeni lestvici) 108
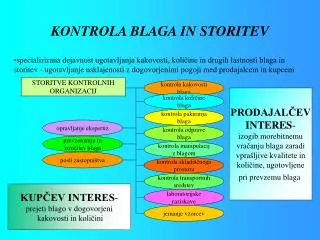
VII. KAKOVOST PROIZVODOV IN STORITEV KONTROLA KAKOVOSTI PO FAZAH PROCESA 1. vhodna kontrola - organizacija izvaja kontrolo vsega, kar kupuje pri dobaviteljih * že dobavitelji sami izhodno kontrolo * novejši pristop: kupec izvaja kontrolo že pri dobavitelju - organizacija kupuje samo pri kakovostnih dobaviteljih 2. kontrola v preoblikovalnem procesu: dva namena - preprečiti, da bi predmet dela z napako šel v naslednjo fazo - odkriti verjetnost, da bo v neki fazi procesa prišlo do napake - natančen postopek izvajanja kontrole: * postopek selekcije izdelkov za kontrolo * beleženje in analizo podatkov o opravljeni kontroli * podlage za odločitev o popravilu, dodelavi… izdelka z napako * postopek povratne informacije v proces 3. kontrola izdelanih proizvodov - zadnja možnost, da izdelki z napako ne gredo k uporabnikom - tudi preverjanje učinkovitosti prejšnjih kontrol (napaka lahko tudi po zadnji kontroli) • pri vseh kontrolah zagotoviti registriranje in analizo ugotovljenih podatkov 109
VII. KAKOVOST PROIZVODOV IN STORITEV OCENA DOBAVITELJEV • je del vhodne kontrole • ocenjevanje vseh dobaviteljev z namenom izbire najboljših oz. dovolj dobrih • skupine metod za oceno dobaviteljev: 1. razvrstitev dobaviteljev v kategorije: kakovostna ocena, ABC metoda 2. tehtana ocena: - ocena z vidika kakovosti, cene, storitve - vnaprej določene uteži kriterijev 3. ocena na podlagi stroškov: - celotni stroški nabave, tudi odkrite nekakovosti 4. ocena samo na podlagi kakovosti: - izračun po obrazcu - klasifikacija na podlagi rezultata 110
VII. KAKOVOST PROIZVODOV IN STORITEV LOKACIJA INŠPEKCIJE KAKOVOSTI • kontrolo opravljati na točkah, kjer je koristnost največja, stroški pa najmanjši • najpomembnejše točke pogosto določijo na podlagi izkušenj, logike • nekateri napotki o lociranju kontrole: 1. ob sprejemu virov v organizacijo 2. preden delavci opravijo transformacijski proces 3. pred izvajanjem operacij med izvajanjem katerih je kontrola nemogoča ali zelo draga 4. neposredno pred operacijami, pri katerih je v preteklosti pogosto prišlo do napak 5. neposredno pred ozkimi grli v procesu 6. pred operacijami, ki takšne učinke na predmet, da popravila niso mogoča 7. ko pridejo iz avtomatizirane proizvodnje prvi proizvodi ali storitve 8. na koncu posamezne faze ali celotnega transformacijskega postopka 9. končna kontrola, pred skladiščem oz. prodajo 111
VII. KAKOVOST PROIZVODOV IN STORITEV OCENA SPREJEMLJIVOSTI NA PODLAGI VZORČENJA = oceno ali kakovost proizvodov ali storitev ustreza postavljenim standardom naredimo na podlagi vzorca • optimalna je 100% kontrola!!!!! • razlogi, da 100% kontrola ni mogoča: 1. količina je zelo velika 2. pomanjkanje časa 3. preveliki stroški 4. uničenje ali poškodovanje izdelkov 5. nenatančnost izsledkov 6. kontroliranje nevarno za kontrolorje • razlogi za 100% inšpekcijo: 1. izjemno visoki stroški napak 2. velika variabilnost procesa 3. sestavljanje operativnih enot 4. zavrnjeni svežnji (izločimo defektne, drugi v prodajo) 112
VII. KAKOVOST PROIZVODOV IN STORITEV • vzorčenje: iz populacije (npr. svežnja) izberemo manjše število, pregled vseh izbranih enot, sprejmemo ali zavrnemo (glede na standard) cel sveženj • reprezentativni vzorec: vse enote imele enako možnost, da so izbrane - enostavni slučajni vzorec - sistematični slučajni vzorec - enostavni stratificirani slučajni vzorec - stratificirani sistematični slučajni vzorec - proporcionalno stratificirano vzorčenje • vzorčenje temelji na verjetnostni teoriji, zato moramo računati na možnost napačnega zaključevanja na podlagi vzorca - za parameter izračunamo oceno in standardno pogreško (napako) ocene SE - SE podlaga za izračun potrebne velikosti vzorca - napaka tipa I: na podlagi vzorca zavrnemo sveženj, ki dejansko dovolj kakovosten - napaka tipa II: na podlagi vzorca sprejmemo sveženj, ki dejansko nekakovosten 113
VII. KAKOVOST PROIZVODOV IN STORITEV • primeri uporabe vzorčenja za oceno sprejemljivosti 1. določitev maksimalnega števila oz. % proizvodov z napako - standard kakovosti: org. določi, koliko proizvodov z napako sme imeti sveženj - inšpekcija izbere vzorec, ugotovi dejansko število proizvodov z napako - sveženj sprejet če manjše od standarda, zavrnjen, če večje - za lastno proizvodnjo: sveženj dopolnimo s kakovostnimi proizvodi in ponovno v inšpekcijo, itd. - za dobavitelje: kupec sprejme ali zavrne celoten sveženj 2. ocena sprejemljivost na podlagi dvojnega vzorčenja - dva standarda kakovosti: spodnji in zgornji - če v svežnji manj proizv. z napako kot spodnji standard - cel sveženj sprejet, če več kot zgornji standard - cel sveženj zavrnjen - če število vmes med standardoma: ponovno vzorčenje - če vsota iz obeh vzorcev večja kot zgornji standard - zavrnjeno, če manjše - sprejet 114
VII. KAKOVOST PROIZVODOV IN STORITEV 3. ocena na podlagi sekvencionalnega vzorčenja • svežnji sprejeti ali zavrnjeni na podlagi vnaprej določenega načrta • po vsakem vzorčenju sveženj sprejet ali zavrnjen, ali pa se nadaljuje vzorčenje 10 9 8 7 6 5 4 3 2 1 0 Sveženj zavrnjen Število proizvodov z napako Nadaljuj vzorčenje • • Sveženj sprejet • 0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 Število enot v vzorcu Prvi proizvod z napako je 17: nadaljuj vzorčenje Drugi proizvod z napako je 69: nadaljuj vzorčenje Tretji proizvod z napako je 145: svežemj je sprejet 115
VII. KAKOVOST PROIZVODOV IN STORITEV • uporabnost ocene sprejemljivosti na podlagi vzorčenja: - kadar veliko število proizvodov, cena proizvoda nizka, stroški posledic napake nizki - načrt pogosto izdelata kupec in prodajalec skupno - ugovori metodi ocenjevanja sprejemljivosti na podlagi vzorčenja: * proizvajalci se prilagodijo ravni sprejemljive kakovosti * ni spodbud za višjo kakovost * osredotočenost na zunanje preverjanje ne na preventivo - napaka tipa I - napaka tipa II 116
VII. KAKOVOST PROIZVODOV IN STORITEV 4. kontrolne karte • za kontrolo preoblikovalnega procesa, ki ga izvaja organizacija • temeljijo na odkrivanju nenaključnih (“pripisljivih”) variacij merjene karakteristike, ki presegajo običajne, naključne, predvidene • kontrola (inšpekcija) kakovosti vnaprej definira kontrolne meje (variacije znotraj še sprejemljive) • postopek: 1. določimo karakteristiko proizvoda ali storitve, ki jo bomo kontrolirali 2. izvedemo pilotsko raziskavo, za izračun sredine in standardne deviacije procesa 3. z uporabo teh podatkov oblikujemo kontrolno karto 4. preverimo meje z vidika realističnosti in gospodarnosti 5. na vzorcih izmerimo vrednosti karakteristike in jo vnesemo v kontrolno karto 6. če izmerki padejo izven kontrolnih meja, ukrepamo • kontrolno karto pripravimo za vsako karakteristiko posebej • različne za variable kot za atribute • različne za sredine (M) kot za variabilnost (σ) 117
VII. KAKOVOST PROIZVODOV IN STORITEV x Zgornja meja ukrepanja = Mp + 3,09n • primer kontrolne karte za variablo x x Zgornja opozorilna meja = Mp + 1 ,96n x x x x x Sredina M (standard) x x Spodnja opozorilna meja = Mp- - 1 ,96n Spodnja meja ukrepanja = Mp - 3,09n Datum meritve 118
VII. KAKOVOST PROIZVODOV IN STORITEV • kontrolne karte za atribute • način konstrukcije podoben kot za sredine in razpone • kontrolne karte za deleže, proporce napak ali za procente napak - označujemo jih kot p-karte - izračunamo p in σ - konstruiramo karto z zgornjo in spodnjo opozorilno mejo in mejo ukrepanja • kontrolne karte za število napak - označujemo jih kot c-karte - izračunamo povprečno število napak c in variabilnost σ - konstruiramo karto z zgornjo in spodnjo opozorilno mejo in mejo ukrepanja • vse več računalniške podpore (izračunavanju) pri kontrolnih kartah 119
VII. KAKOVOST PROIZVODOV IN STORITEV 5. Paretov diagram - na podlagi pravila, da 20% vzrokov povzroči 80% napak • postopek: - zbiramo podatke o vzrokih napak - uredimo podatke po velikosti - izračunamo odstotke za posamezni vzrok - izris diagrama po velikosti % - dodamo kumulativo Število napak 100% 50% 0% Napaka Napaka Napaka Napaka Napaka 1 2 3 4 5 120
VII. KAKOVOST PROIZVODOV IN STORITEV 6. Ishikawa diagram • metoda “analiza vzrokov in posledic” • temelji na sistematičnem ugotavljanju napak in njihovih vzrokov pri končnih proizvodih in storitvah • primerna za primerjavo z drugimi organizacijami • primer: analiza vzrokov obtolčenosti izdelkov Oprema Delavci Stroji stružnica utrujeni žerjav premalo viličar brusilec Problem: Obtolčeni izdelki odlitek nalaganje barva razkladanje Materiali Transport 121
VII. KAKOVOST PROIZVODOV IN STORITEV 5.ZANESLJIVOST PROIZVODOV IN STORITEV = zaupanje, ki ga ima uporabnik v proizvod, proces itd., da bo deloval po predpisanih pogojih, brez napak ali zaustavitev, z namenom proizvajanja predvidenega rezultata • merimo z napakami, izdelek, ki je bolj zanesljiv dalj časa dela brez napake • vrste napak: a. glede na vzrok: 1. zaradi napačne uporabe, 2. zaradi lastnosti proizvoda b. glede na način pojavljanja: 1. nenadne, 2. postopne c. glede na velikost: 1. del, 2. celovite d. celovita posledica napak: 1. usodna, katastrofalna, 2. degradacijska • merjenje napak: 1. kot delež proizvodov z napakami med vsemi 2. kot število napak na časovno enoto uporabe proizvoda 3. kot razmerje napak- kdaj se pojavijo v življenjskem ciklusu proizvoda (obdobja: otroške bolezni, normalno število, izrabljenost) 4. povprečni čas med dvema zaporednima napakama • zanesljivost sistema, ki je sestavljen iz več delov odvisna od zanesljivosti delov - če preneha delovati en del preneha cel sistem - izražena v odstotkih - zanesljivost povečujemo z vzporednimi deli ali celimi sistemi 122
VII. KAKOVOST PROIZVODOV IN STORITEV FMECA metoda: analiza načina nastanka, učinkov in kritičnosti napake 1. v proizvodu ali procesu identificirati vse sestavine operacijskega sistema 2. naredimo izčrpen seznam vseh mogočih napak vsake komponente sistema 3. ocena učinkov vsakega načina pojavljanja napake na proizvod, proces ali storitev 4. vsakemu pojavljanju napake pripišemo numerično vrednost za naslednje kriterije: - P: verjetnost pojavljanja napake - S: resnost ali kritičnost napake - D: težavnost odkrivanja napake, pred uporabo proizvoda 6. za vsak način pojavljanja napake izračunamo P x S X D - to je kritični indeks, prioritetna ocena tveganja POT 7. določimo za vsako napako potrebne aktivnosti, da bi se ji izognili 8. rangiramo POT za celoten proces ali proizvod, odpravljamo po prioriteti 123
VII. KAKOVOST PROIZVODOV IN STORITEV 6. STANDARDI KAKOVOSTI • zaradi pomena za uporabnika vse več vnaprej oblikovanih standardov kakovosti • Evropski model odličnosti: samoocenjevanje Vodenje zaposlenih 9% Zadovolj zaposl. 9% Poslovni dosežki 15% Procesi 14% Vloga vodstva 10% Zadovolj. kupcev 20% Politika, strategija 8% Vpliv na družbo 6% Viri 9% Vplivi Dosežki 124
VII. KAKOVOST PROIZVODOV IN STORITEV ISO 9000 STANDARDI • certifikat, da organizacija spoštuje in uporablja postopke kakovosti • 1979 v Vel. Britaniji, 1987 Mednarodna organizacija za standardizacijo • najbolj razširjeni: - ISO 9001 za oblikovanje, razvoj, instalacijo in servisiranje - ISO 9002 za proizvodnjo - ISO 9003 za končno kontrolo in testiranje - ISO 9004 za storitve • ISO 9000 20 sestavin 1. odg. managementa 2. sistem kakovosti 3.revizija pogodb 4. kontrola oblikovanja 5. kontrola dokumentov in podatkov 6. nabava 7. kontrola kupcem dostavljenih proizv. 8. identif. in sledljivost proizv. 9. kontrola procesov 10. inšpekcija in testiranje 11.kontrola naprav za inšpekcijo 12. status inšpekcije 13.kontrola neustreznih proizvodov 14. korektiva in preventiva 15.rokovanje, skladiščenje, pakiranje, dostava 16. kontrola audita kakovosti 17. notranji auditi kakovosti 18.usposabljanje 219. servisiranje 20. statistične tehnike 125
VIII.PLANIRANJE PROIZVODNJE = dejavnost, ki je namenjena čim boljšemu usklajevanju obsega povpraševanja z obsegom proizvodnje ob čim nižjih stroških 1. ČASOVNI OKVIR NAČRTOVANJA POTREBNIH KOLIČIN PROIZVOD. - dolgoročno ali strateško: 1 - 5 let in več - srednje ročno: 3 mesece do 1 leta - kratkoročno: 1 - 90 dni • ravni proizvodov - posamezni proizvod - družina proizvodov - tipi proizvodov 2. SREDNJEROČNO PLANIRANJE • ključni variabli: količina proizvodnje in potrebno delo • še: novi delavci, odpuščanje, začetne in končne zaloge itd. • nekatere dejavnike lahko predvidimo vnaprej (kapacitete, delavce..), drugih ne • drseči srednjeročni plan: občasno (mesečno) preverjanje in podaljševanje • uporabimo enostavno heuristično metodo, če povpraševanje neenakomerno: - zasledovalna strategija: prilagajanje povpraševanju tako, da je čim manj zalog, prilagajamo obseg zaposlovanja - strategija ravni proizvodnje (delovne sile): ohranjanje enakomerne proizvodnje (delovne sile) prilagajanje povpraševanju s spreminjanjem zalog • za izračun primernega števila zaposlenih in zalog: linearno programiranje • organizacije uporabljajo kombinacijo obeh metod, vključno z vplivi na povpraševanje 126
VIII.PLANIRANJE PROIZVODNJE 3. KRATKOROČNO PLANIRANJE = razporejanje operacij, opravil ali delnih delovnih nalog v proizvodnem sistemu v krajšem obdobju 1 - 90 dni • funkcije proizvodnih sistemov za uporabnika: - proizvodnja - transport - preskrba - storitve • klasifikacije proizvodnih sistemov z notranjega managerskega vidika: a. izdelava iz zalog, za skladišče, za uporabnika: električni aparati b. izdelava iz virov, za skladišče, za uporabnika: ni zalog surovin c. izdelava iz zalog neposredno za uporabnika: obleka po meri d. izdelava iz virov, neposredno za uporabnika: gradnja hiše e. funkcija iz zalog in od uporabnika: prva pomoč f. funkcija iz virov in od čakajočih uporabnikov: potniki čakajo na taksije g. funkcija iz zalog, uporabniki čakajo v vrsti: avtobusi iz remize, potniki v vrsti 127
VIII.PLANIRANJE PROIZVODNJE • dejavniki, ki vplivajo na izbiro proizvodne strukture 1. primernost: določata jo funkcija sistema in narava vpliva uporabnikov 2. izvedljivost: v okviru primernosti odvisna od predvidljivosti povpraševanja 3. zaželenost: kaj želi management 4. spremenljivost: glede na spremembe pogojev STRATEGIJE KRATKOROČNEGA PLANIRANJA PROIZVODNJE • notranje in zunanje usmerjanje kratkoročnega planiranja - zunanje: upoštevanje zunanjih dejavnikov, ki (sploh) niso odločilno pod vplivom managementa, npr. kupec določi kdaj hoče dobavo - notranje: pretežno ali v celoti notranji dejavniki, ki pod vplivom managem., * mogoče če med proizvodnjo in kupcem skladišče * mogoče je upoštevati dejavnike učinkovitosti, izkoriščenost kapacit… * primer: rutinska operacija v bolnici * funkcija: operacija, cilj: izkoriščenost kapacitet, pogoj: lista čakajočih pacientov 128
VIII.PLANIRANJE PROIZVODNJE • odvisno in neodvisno povpraševanje a. od povpraševanja odvisno planiranje aktivnosti: poznamo povpraševanje (znani kupec) in v celoti vemo, kateri sestavni deli so potrebni za proizvod * lahko povsem natančno izračunamo, katere aktivnosti kdaj * planiranje enostavno, ni nobenih negotovosti b. od povpraševanja neodvisno planiranje aktivnosti: ni mogoče izračunati, katere aktivnosti v proizvodnji treba izvesti v določenem obdobju (nejasno povpraševanje, nejasna povezave med aktivnostmi in zahtevami kupca.. * planiranje zahtevnejše, negotovost večja * ker povpraševanje ni znano, ga je treba oceniti in potem določiti aktivnosti • najpogostejše praktične situacije: 1. zunanje usmerjanje notranjega planiranja aktivnosti povezano z od povpraševanja odvisnim planiranjem aktivnosti - problem: razporediti aktivnosti, da zadovoljimo kupca in notranje zahteve sistema, kot je izkoriščenost kapacitet... 2. notranje usmerjanje notranjega planiranja aktivnosti povezano z od povpraševanja neodvisnim planiranjem aktivnosti - problem: planirati aktivnosti, da zadovoljimo povpraševanje in notranje zahteve sistema 129
VIII.PLANIRANJE PROIZVODNJE TEHNIKE KRATKOROČNEGA PLANIRANJA PROIZVODNJE - veliko, nemogoče celovito predstaviti- le nekatere: 1.planiranje naprej in vzvratno planiranje - naprej: kadar znan čas začetka izvajanja * naloga predvsem določiti čase izvajanja posamezne aktivnosti ob znanem predhodnem času: potnik se odloči, kdaj začne potovanje * gantogrami - vzvratno: kadar je določen datum izročitve proizvoda uporabniku * aktivnosti znane, razmeščamo jih nazaj od izročitve, do začetka prve * gantogrami 2. planiranje sosledja aktivnosti - prvi pride prvi na vrsto - storitve - najprej kar mora biti prvo izročeno uporabniku - najprej najlažje - najprej najtežje - najprej tisti, ki pride zadnji - najmanj mrtvega časa - kritično razmerje (čas do izročitve / še potreben čas izdelave): najprej tisti, kjer je najmanjše - najmanjši stroški prilagoditve procesa na nov proizvod 130
VIII.PLANIRANJE PROIZVODNJE • statično planiranje sosledja aktivnosti: vse aktivnosti znane in na razpolago - problem: določitev zaporedja aktivnosti na danih napravah - cilj: minimiziranje celotnega potrebnega časa • dinamično planiranje sosledja aktivnosti: med izvajanjem se pojavijo še nove - problem: zmanjševanje nedelavnega časa strojev - cilj: isti • Johnsonovo pravilo: kadar treba opraviti več aktivnosti na dveh delovnih centrih v enakem zaporedju (tudi za tri in več delovnih centrov) - cilj: doseči maksimalno izkor. kapacitet in gladko izvajanje ter izogniti se zamudam - splošna oblika: n aktivnosti na dveh napravah A in B 1. zberemo informacije o potrebnem času za posamezno aktivnost na obeh napravah in jih uredimo v tabelo; ena kolona - časi aktivnosti na A, druga časi posamezne aktivnosti na B 2. izberemo najkrajši čas neke aktivnosti 3. to aktivnost planiramo kot prvo, če je na napravi A 4. to aktivnost planiramo kot zadnjo, če je na napravi B 5. to aktivnost črtamo iz tabele 6. ponavljamo postopek od 2. naprej, dokler ne razporedimo vseh aktivnosti 131
VIII.PLANIRANJE PROIZVODNJE 3. pravila prioritete 1. pravilo najmanjšega prostega (mrtvega) časa S: najprej aktivnost, pri kateri je ta čas najmanjši * prosti čas je razlika med še potrebnim časom za proizvodnjo in časom, ko mora biti končana 2. prosti čas na nalogo S/N (N = število še potrebnih aktivnosti) * če je S enak za več nalog ima prednost naloga, kjer je število aktivnosti večje 3. razmerje prostega časa: med celotnim preostalim časom in preostalim prostim časom 4. planirani začetni datum: izračun, kdaj treba začeti, da bi bila naloga končana do določenega roka * najpogosteje uporabljeno pravilo 5. najdaljši obdelovalni čas najprej 6. vrednost proizvoda:naj dražji najprej 7. naslednja operacija: najprej tisti operacijo, ki ji sledi ozko grlo 132
VIII.PLANIRANJE PROIZVODNJE 4. dodelitev aktivnosti • kadar ima manager npr. na razpolago več strojev in naprav (delovnih postaj), ki vse lahko opravijo neko aktivnost • problem: kako razporediti aktivnosti, da doseže cilj (stroški, pretočni čas…) • dve metodi: - indeksna metoda: izračun indeksov po posebnem obrazcu za posamezen stroj za vsako posamezni aktivnost * dodelitev aktivnosti na podlagi bolj ugodnega indeksa in razpoložljivega časa stroja - metoda linearnega planiranja * cilje in omejitve v obliki linearnih neenačb * rešitev po matematičnem modelu • problem prekrivanja: če delavec oskrbuje več strojev - problem optimalne razporeditve strojev na delavca * tri vrste aktivnosti: neodvisne: delavec, stroj neodvisno vzporedne: udeležena delavec in stroj hkrati mrtvi čas: delavec ali stroj čakata na drugega * izračun optimalnega števila strojev na delavca po obrazcu glede na vse tri vrste aktivnosti * upoštevanje stroškov: poseben obrazec 133
VIII.PLANIRANJE PROIZVODNJE 5. vozni red, urnik - uporabniki dejavnost lahko uporabijo, ko je na razpolago (vlak, letalo, kino) - vzrok: za aktivnost potrebna velika sredstva, kadri… - prilagoditev urnika predvidenemu možnemu povpraševanju 6. teorija omejitev OPT - odkriti ozka grla in tako organizirati proces, da so kar najbolj izkoriščena - pravila: 1. uravnotežiti je treba tok proizvodnje, ne kapacitete 2. izkoriščenost kapacitet, ki niso ozka grla, je določena z ozkimi grli 3. koristnost posamezne delovne postaje ni isto kot njeno delovanje 4. izgubljena ura na ozkem grlu pomenu izgubljeno uro celotnega sistema 5. ura prihranjena na ne ozkem grlu je samo navidezen prihranek 6. ozka grla obvladujejo celoten pretok v sistemu in količino zalog v proizvod. 7. transferna serija je lahko manjša kot celotna serija v procesu 8. procesna serija naj bo variabilna, ne fiksna 9. pri planiranju proizvodnje je potrebno upoštevati vse ovire istočasno 134
VIII.PLANIRANJE PROIZVODNJE 7. planiranje materialnih potreb MRP • računalniško podprt sistem za serijsko proizvodnjo sestavin • za storitve, če so sestavljene iz več sistemov • predvsem za odvisno povpraševanje • vhodni podatki: 1. sestavnica: podatek o vrsti in količini sestavnih delov ter ravni - strukturno drevo proizvoda (0 = proizvod, 1 = nižja raven..) 2. celostni (temeljni) plan proizvodnje za določeno obdobje na podlagi znanega ali ocenjenega povpraševanja 3. začetne zaloge, ki so na razpolago 4. začetne kapacitete • preračunavanje - opravi računalnik • izhodni podatki 1. podatki o potrebni nabavi 2. kratkoročni plan proizvodnje 3. predvideni primanjkljaj 4. podatki o prostih kapacitetah 5. podatki o prostih zalogah • za en mesec, pri ponavljanju preračunavanje glede na spremembe 135
VIII.PLANIRANJE PROIZVODNJE 8. MRP II planiranje proizvodnih virov • širša, kompleksnejša tehnika kot MRP • vključuje tudi računovodske podatke o stroških, distribucijo gotovih izdelkov, vzdrževanje, tehnološko razvojne podatke, kontrolo • temeljna logika: celostni plan nastaja na podlagi naročil kupcev in napovedi povpraševanja, ki je povezano z negotovostjo Fiksna naročila Napoved povpraš. Celostni plan Planiranje zalog Tehnološko razvojni podatki Nabava, sprejem, skladišče Planiranje programa Planiranje proizvodnje Spremljanje in kontrola dela Vdrže-vanje Stroškovno računovod. Planiranje distribucije 136
VIII.PLANIRANJE PROIZVODNJE 9. PLANIRANJE SERIJSKE PROIZVODNJE • ključni problem serijske proizvodnje so zaloge, ki so: - zaloge surovin in rezervnih delov - končne zaloge - zaloge v procesu: proizvodi čakajo na dokončanje serije • stroški so dveh nasprotnih vrst - stroški zalog - stroški priprave naprav za proizvodnjo novega izdelka • ključni trije problemi: sosledje serij, velikost serij, planiranje izvedbe • izdelava serij glede na porabo je lahko: - gotove izdelke sproti odvažajo v skladišče - šele celo serijo v skladišče - uporabniki se nabirajo v vrsto (storitve) - uporabniki v vrsto, vendar se vrsta zmanjšuje zaradi hitrejše proizvodnje a. sosledje serij - pomembno zaradi zmanjšanja stroškov priprave proizvodnje na nov proizvod * z zmanjševanjem razlik med različnimi proizvodi * s povečanjem fleksibilnosti tehnologije 137
VIII.PLANIRANJE PROIZVODNJE b. določitev velikosti serije: - velikost, pri kateri so celotni variabilni stroški (zalog + prilagoditve tehnologije) najmanjši - praktično je stroške zalog težko ugotoviti - serije pod vplivom politike organizacije - posebni obrazci za izračun različnih oblik proizvodnje serij za znano prihodnjo porabo (deterministična situacija): * v skladišče celotna serija naenkrat * prejšnja serija razprodana nova pa še ni prispela (stroški, ker proizvoda ni bilo na zalogi) * proizvodi sproti dostavljeni v skladišče c. terminiranje serij: - v kolikem času (t) je potrebno serijo narediti - izhodišče: velikost serije Q in hitrost porabe r: t = Q / r - posebni obrazci za različne vrste proizvodnje serije in dostave v skladišče 138
VIII.PLANIRANJE PROIZVODNJE 10. PLANIRANJE TEKOČE PROIZVODNJE • enaki proizvodi, iste delovne postaje v zaporedju, iste operacij • dva razreda tekoče proizvodnje: 1. montažne linije (tekoči trak) - proizvod potuje od prve do zadnje postaje, na vsaki na njem predvidene operacije opravijo delavci in stroji - tipičen primer: montaža avtomobilov 2. transferne linije - skoraj v celoti avtomatizirane, stroji sami, brez delavcev opravijo predvidene operacije • razlika: montažna linija bolj fleksibilna kot transferna • glavni problem: uravnoteženost proizvodne linije = enakomernost obremenitve delovnih postaj = takšna razmestitev operacij, da čimbolj enako trajanje na vseh postajah • časi na delovni postaji: - proizvodni čas: celotni čas za izvedbo opravil (produktivni in neproduktivni) - produktivni čas: čas dejanskega izvajanja operacij na postaji - neproduktivni čas: za transport med postajami, manipulacijo na postaji.. - ciklusni čas: čas na razpolago za izvedbo operacij na postaji, čas med začetkom dela dveh zaporednih izdelkov 139
VIII.PLANIRANJE PROIZVODNJE • ovire enakomerne porazdelitve operacij po delovnih postajah - ovire zaporedja: operacije morajo biti izvedene v določenem zaporedju - ovire razporeditve: tehnologija zahteva oskupinjenje delovnih orodij * negativne: dve operaciji ne smeta biti na isti postaji * pozitivne: dve operaciji se morata izvajati skupno • izguba zaradi uravnoteženja = razlika med ciklusnim in proizvodnim časom (v %) • cilji uravnoteženja tekoče proizvodnje: - minimiziranje izgube zaradi uravnosteženja - minimiziranje števila delovnih postaj - enakomerna porazdelitev izgube zaradi uravnoteženja po vseh postajah - izognitev nespoštovanja ovir • različne tehnike uravnoteženja linije 140
VIII.PLANIRANJE PROIZVODNJE 11. RAVNO OB PRAVEM ČASU - JIT • iz življenjske filozofije: 1. kar najbolj zmanjšati izgube (odpadke) vseh vrst 2. stalno izboljševati procese in sisteme 3. vzdrževati spoštovanje do vseh sodelavcev • JIT = proizvodnja potrebnih proizvodov v potrebnih količinah ob pravem času • JIT = nepretrgan tok dela od sprejema naročila do izročitve proizvoda kupcu • JIT = odpravljanje ovir idealnim pogojem proizvodnje: 1. proizvaja en sam proizvod 2. povpraševanje je konstantno 3. kupci kupijo na kraju proizvodnje 4. vsi viri so na razpolago na kraju proizvodnje 5. vsi materiali so brez napake, dobavljeni ravno ko je treba in ravno potrebni količini 6. izdelovalni čas je mnogokratnik časa med nakupi 7. potrebno delo je mogoče neskončno razgrajevati in dodeliti ravno pravo količino 8. med proizvodnjo ni nobenih naključnih sprememb 9. v proizvodnji ni nobenih napak 10. stroji se nikoli ne obrabijo in ne pokvarijo 11. zaposleni vedno pridejo na delo in ne naredijo nobene napake 141
VIII.PLANIRANJE PROIZVODNJE • glavna načela JIT sistema proizvodnje: 1. prodaja sproži proizvodnjo (“pull” proizvodnja) - izhodišče je prodaja znanemu kupcu: ne ocene ampak natančni podatki - minimalne zaloge, ki jih dopolnjujejo glede na obseg prodaje 2. postavljanje prioritet - ne sprejemajo vsakega naročila, ozek krog kupcev - visoka kakovost izdelkov (npr.: luksuzna oprema kot standardna) - stalno izboljševanje proizvodov 3. velikost serij - praviloma majhne serije - kanban sistem (naročilnica za eno serijo, sproži celoten sistem naročanja) 4. hitra priprava tehnologije - notranja priprava - zunanja priprava - SMED sistem priprave: a. natančna analiza sedanjega poteka priprave tehnologije b. razloči zunanjo in notranjo pripravo c. spremeni aktivnosti notranje priprave v aktivnosti zunanje priprave d. poenostavi aktivnosti 142
VIII.PLANIRANJE PROIZVODNJE 5. zanesljiva dobava materialov - dobavitelji morajo dobaviti točno ob določenem času - enkrat ali celo večkrat dnevno - zagotavljanje zanesljive in pravočasne dobave: a. čim prej obvestiti dobavitelje o potrebnih nabavah b. vključiti dobavitelje v oblikovanje izdelkov c. pomahati dobaviteljem, da izboljšajo svoje proizvodne postopke d. zmanjšati prostorsko razdaljo do dobaviteljev e. odnose s pomembnimi dobavitelji razvijati dolgoročno 6. zagotoviti kakovostno vzdrževanje - razvili so posebno metodo vzdrževanja: TPM 7. kakovost proizvodnje stalno izboljševati (kaizen) 8. kakovost zaposlenih 143
VIII.PLANIRANJE PROIZVODNJE RAZPOREJANJE ZAPOSLENIH • problem: razporeditev, ki bo zagotavljala zadovoljevanje potreb uporabnikov in povzročala čim manjše stroške organizaciji • cilj: zagotoviti dovolj primerno usposobljenih delavcev z kar najnižjimi stroški dela • enostavno kjer proces proizvodnje stabilen • težavno pri storitvah zaradi nihanj povpraševanja • nekaj alternativ - čakalne vrste: ugodno za organizacijo, ne za uporabnika - naročanje: dogovor, kdaj bo storitev na razpolago - prilagajanje kapacitet: povečanje števila zaposlenih - storitve v sili: stalna pripravljenost izvajalca • za izračun optimalne razporeditve: računalniški programi in izkušnje 144