Download
1 / 54
590 likes | 906 Views
SEIS SIGMA. HISTÓRIA. Em virtude de uma crise iniciada na década de 70, a Motorola em 1985 define uma nova estratégia para melhorar a qualidade dos processos da empresa. Esta estratégia é chamada de seis sigma. Em 1987 foi oficialmente lançado o programa Seis Sigma na empresa Motorola.

E N D
SEIS SIGMA PROJETO SEIS SIGMA
HISTÓRIA • Em virtude de uma crise iniciada na década de 70, a Motorola em 1985 define uma nova estratégia para melhorar a qualidade dos processos da empresa. Esta estratégia é chamada de seis sigma. • Em 1987 foi oficialmente lançado o programa Seis Sigma na empresa Motorola. • Em 1988 a Motorola conquista o Prêmio Nacional da Qualidade Malcolm Baldrige. PROJETO SEIS SIGMA
HISTÓRIA II • Em 1989 a Motorola abre o Instituto de Pesquisa Seis Sigma, ensinando a estratégia a outras empresas, tais como: IBM, Kodak, etc. • Em 1994 dá início à implantação do Programa Seis Sigma na General Eletric. • Atualmente no Brasil as empresas Belgo-Mineira, Multibrás, Kodak, Motorola, Ambev, Grupo Gerdau e Cimentos Votorantim estão com programas Seis Sigma em andamento, tendo alcançando bons resultados. PROJETO SEIS SIGMA
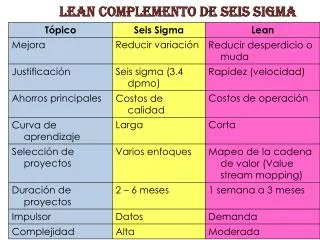
CONCEITO • É uma metodologia que foca a melhoria dos processos através da eliminação sistemática de suas falhas, levando produtos e serviços livres de erros, que possam ser entregues num prazo mais curto e a um custo menor. • O nome Seis Sigma vem do objetivo em relação à qualidade oferecida pela empresa. PROJETO SEIS SIGMA
CARACTERÍSTICAS • Envolvimento de todas as áreas; • Acompanhamento dos processos e resultados; • Gerenciamento baseado em fatos e dados; • Formação de especialistas na própria empresa: Black Belt e Green Belt. • União de várias ferramentas com foco no cliente e melhoria contínua; • Foco principal é o processo, não o produto. PROJETO SEIS SIGMA
BENEFÍCIOS • Maior eficiência operacional; • Resultados financeiros pela Redução de Custos; • Melhoria da qualidade; • Aumento da satisfação dos clientes; • Capacitação dos colaboradores; • Satisfação dos critérios de melhoria contínua presentes na ISO 9000. PROJETO SEIS SIGMA
INTEGRANTES DO PROCESSO CHAMPIONS • Lideres de unidades de negócio. • Fazer com que equipes multifuncionais se empenham no desenvolvimento de projetos específicos de melhoria e de redução de custos. PROJETO SEIS SIGMA
INTEGRANTES DO PROCESSO II BLACK BELTS • Pessoas que irão disseminar os conhecimentos sobre o Seis Sigma por toda a empresa, coordenando projetos. • Dedicam 100% do seu tempo ao Seis Sigma. • Conduzem projetos que visam a melhoria dos tempos de ciclo de produto ou melhoria dos tempos de ciclo de produtos ou serviço, eliminação de defeito, redução de custos e satisfação do cliente. PROJETO SEIS SIGMA
INTEGRANTES DO PROCESSO II GREEN BELTS • Dedicam apenas parte de seu tempo a projetos que dizem respeito ao seu dia-a-dia do trabalho. • Tem responsabilidades no processo. • Receberam uma versão mais simplificada do treinamento a que estão submetidos os Black Belts. PROJETO SEIS SIGMA
MÉTODO DMAIC • D – Definição do projeto e escopo. • M – Medir os processos como estão atualmente. • A – Analisar os dados medidos anteriormente. • I – Identificar e implementar as oportunidades de melhorias. • C – Controlar e manter as melhorias obtidas pelo projeto. PROJETO SEIS SIGMA
CASE REDUÇÃO DE CONSERTOS PAQUETÁ PROJETO SEIS SIGMA
REDUÇÃO DE CONSERTOS EQUIPE NÚCLEO JARDEL, LAURI, LUIS, LAERTI, ALTEMIR, PAULO E ALVARINO UNIDADE: MATRIZ CHAMPION: ALEXANDRE JOSE DA SILVA SAPIRANGA, 10 DE NOVEMBRO DE 2003 PROJETO SEIS SIGMA
DEFINIÇÃO: Atualmente existe um elevado nº de consertos nas linhas de produção de calçados, gerando uma grande quantidade de solicitações para reabastecimento de matérias primas, principalmente couro. • OBJETIVO: Diminuir os consertos, diminuir os custos de produção, aumentar a produtividade. • ESCOPO: Serão tratadas todas as solicitações de reabastecimento de couro dos produtos manufaturados nas linhas 06 e 07 da Matriz. • MÉTRICAS DE PROCESSO: Quantidade em metros das Sic’s de couro, quantidade e tipos de defeitos no processo, produtividade das linhas. • MÉTRICAS FINANCEIRAS: Custo da matéria-prima (couro), custo de mão-de-obra nos consertos (esteira, cortadores e conserteiros), faturamento. PROJETO SEIS SIGMA
FLUXOGRAMA MACRO DO PROCESSO PROJETO SEIS SIGMA
TESTE DE R&R COM OS OPERADORES (APONTAR QUAL O DEFEITO NO MATERIAL?) * RESPONSÁVEL: JARDEL * FONTE: EST. 06 e 07 PROJETO SEIS SIGMA
TESTE DE R&R COM OS OPERADORES (APONTAR QUAL O DEFEITO NA COSTURA?) * RESPONSÁVEL: JARDEL * FONTE: EST. 06 e 07 PROJETO SEIS SIGMA
TESTE DE R&R COM OS OPERADORES (APONTAR QUAL O DEFEITO NA MONTAGEM?) * RESPONSÁVEL: JARDEL * FONTE: EST. 06 e 07 PROJETO SEIS SIGMA
PARES PRODUZIDOS X CONSERTOS (EST. 06 POR SEMANA) * RESPONSÁVEL: JARDEL * FONTE: SISTEMA PAQUETÁ (DPR) PROJETO SEIS SIGMA
PARES PRODUZIDOS X CONSERTOS (EST. 07 POR SEMANA) * RESPONSÁVEL: JARDEL * FONTE: SISTEMA PAQUETÁ (DPR) PROJETO SEIS SIGMA
PERCENTUAL DE CONSERTOS EM RELAÇÃO AOS PARES PRODUZIDOS (ESTEIRAS 06 e 07) * RESPONSÁVEL: JARDEL * FONTE: SISTEMA PAQUETÁ (DPR) PROJETO SEIS SIGMA
M² DE COURO ABASTECIDO PARA CONSERTO (EST. 06 E 07) * RESPONSÁVEL: JARDEL * FONTE: SISTEMA PAQUETÁ (CONTROLADORIA) PROJETO SEIS SIGMA
DEFEITOS POR MODELO REF.: 582536 (EST. 06) * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 06 * Período: 13/10 à 07/11/03 * PRODUZIDO: 4079 PARES PROJETO SEIS SIGMA
DEFEITOS POR MODELO REF.: 582536 (EST. 07) * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 07 * Período: 13/10 à 07/11/03 * PRODUZIDO: 8761 PARES PROJETO SEIS SIGMA
DEFEITOS DE MONTAGEM DA ESTEIRA 06 * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 06 * Período: 13/10 à 07/11/03 PROJETO SEIS SIGMA
DEFEITOS DE COSTURA DA ESTEIRA 06 * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 06 * Período: 13/10 à 07/11/03 PROJETO SEIS SIGMA
DEFEITOS DE MONTAGEM DA ESTEIRA 07 * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 07 * Período: 13/10 à 07/11/03 PROJETO SEIS SIGMA
DEFEITOS DE COSTURA DA ESTEIRA 07 * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 07 * Período: 13/10 à 07/11/03 PROJETO SEIS SIGMA
ANALISE DE CAPABILIDADE EST.06 NIVEL SIGMA: 2,3 PROJETO SEIS SIGMA
ANALISE DE CAPABILIDADE EST.07 NIVEL SIGMA: 2,52 PROJETO SEIS SIGMA
GRÁFICOS DE CONTROLE: SANDÁLIA * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 06 * Período: 04/07 à 09/01/04 PROJETO SEIS SIGMA
GRÁFICOS DE CONTROLE: SANDÁLIA * Responsáveis pela coleta dos dados: Cortador e Conserteiro * Fonte da coleta: Corte Esteira 07 * Período: 04/07 à 09/01/04 PROJETO SEIS SIGMA
TIPO DE MATERIAL X DPU PROJETO SEIS SIGMA
IDENTIFICAÇÃO DA CAUSA-RAIZ: 1) Para identificação da causa-raiz dos consertos gerados no processo, utilizamos a ferramenta dos 5W, dividida em duas etapas: • 5w dos motivos de consertos na montagem; • 5w dos motivos de consertos na costura; PROJETO SEIS SIGMA
MATRIZ DE PRIORIZAÇÃO: PROJETO SEIS SIGMA
PLANO DE AÇÃO: PROJETO SEIS SIGMA
METAS • Reduzir em 50% a quantidade de consertos; • Reduzir em 50% os custos com material para conserto; • Reduzir em 50% o custo do conserto; PROJETO SEIS SIGMA
PLANO DE AÇÃO: PROJETO SEIS SIGMA
Ações que atingem diretamente a produção: • Criar um padrão de operação para o manuseio do sapato. • Criar um check-list para conferência diária (pela chefia) dos padrões da produção (Qualidade, temperaturas, tempos, materiais, etc). • Criar um padrão de operação para o manuseio das formas. • Criar um padrão de operação (escrito+visual), para cada operação relacionada no estudo, indicando a maneira correta de trabalho e os pontos críticos. O padrão deverá conter ainda, um campo a ser preenchido pelo chefe da esteira, com as especificações da ficha técnica. • Treinar os operadores nas máquinas mais complexas (Apontar, Calceira, Conformar, Rachar e Pregar salto). • Diariamente passar um gráfico pela esteira com as maiores ocorrências de defeitos do dois últimos dias. PROJETO SEIS SIGMA
Métricas de Processo: * RESPONSÁVEL: CORTADOR DE CONSERTOS * FONTE: FOLHA DE VERIFICAÇÃO DE CONSERTOS PROJETO SEIS SIGMA
Métricas de Processo: * RESPONSÁVEL: CORTADOR DE CONSERTOS * FONTE: FOLHA DE VERIFICAÇÃO DE CONSERTOS PROJETO SEIS SIGMA
Métricas de Processo: MÉDIA: 216,73 m² MÉDIA: 43 m² * RESPONSÁVEL: JARDEL * FONTE: CONTROLADORIA PROJETO SEIS SIGMA
Métricas de Processo: MÉDIA: 74,45 m² MÉDIA: 239,80 m² * RESPONSÁVEL: JARDEL * FONTE: CONTROLADORIA PROJETO SEIS SIGMA
Métricas de Processo: * RESPONSÁVEL: JARDEL * FONTE: PLANEJAMENTO – FOLHA DE VERIFICAÇÃO PROJETO SEIS SIGMA
Métricas Financeiras * RESPONSÁVEL: JARDEL * FONTE: CONTROLADORIA PROJETO SEIS SIGMA
Métricas Financeiras * RESPONSÁVEL: JARDEL * FONTE: CONTROLADORIA PROJETO SEIS SIGMA
Métricas Financeiras * RESPONSÁVEL: JARDEL * FONTE: CONTROLADORIA – DP – FOLHA DE VERIFICAÇÃO - PLANEJAMENTO PROJETO SEIS SIGMA
Cálculo dos Benefícios Financeiros * RESPONSÁVEL: JARDEL * FONTE: CONTROLADORIA – FOLHA DE VERIFICAÇÃO - PLANEJAMENTO PROJETO SEIS SIGMA
Ganhos Intangíveis: • Melhor qualidade de informação com a execução dos padrões (Instruções de Trabalho); • Melhor percepção dos detalhes do modelo com acompanhamento/troca de idéias no teste de escala; • Maior envolvimento dos interessados (Processo/Desenvolvimento); • Acesso facilitado as informações sobre os materiais; • Melhor percepção dos problemas através do “check” da esteira; • Melhor identificação dos consertos com a criação do Padrão de Identificação; PROJETO SEIS SIGMA