Scheduling
This article provides definitions and explanations of scheduling in the context of manufacturing planning and control, including the types and levels of scheduling approaches.

Scheduling
E N D
Presentation Transcript
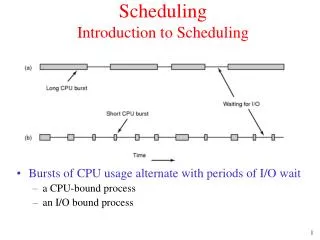
Scheduling INTRODUCTION
Definitions for Scheduling • Some of the definitions presented in various literature can be given as follows; “A schedulemay be defined as a plan with reference to the sequence of and time allocated for each item or operation necessary to its completion.” “Scheduling can be thought of as a process; that is, someone prepares a schedule either for when an end item or an item will be completed or what series of activities or jobs are to be completed during a specified time by the work center of interest.” “Scheduling is ... a ‘Tabulated statement of detail, a timetable'.This clarifies the role of the schedule as a defined statement of work to be done, fully sequenced and prioritised for employment of management of the activities themselves.” “Scheduling concerns the allocation of limited resources to tasks over time. It is a decision making process that has as a goal of the optimization of one or more objectives”.
Definition of end result Time allocated to each step. Definitions of each step to achieve the end result. Sequence of steps. Definitions for Scheduling • From what is observed so far, it can be concluded that aschedule has some basic elements ...
Station 1 Station 2 Station n Operation 1 Operation 2 Operation n Definitions for Scheduling • ... and a schedular will need specific pieces of data and information for the respective product in terms of resource utilization; Definition of END RESULT which may be an aggragete one Allocated RESOURCE Definition of STEP and its SEQUENCE PRODUCT(S) MOVE time Operation COMPLETION time Load time to station’s backlog SETUP time PROCESS time SETUP time Station LOAD time QUEUE time
Definitions for Scheduling • Based on the above definitions, one can see that in field applications there are three separate definitions hidden in the word “scheduling”. a Schedule Scheduling Process act of Scheduling (Scheduling as a function)
Definitions for Scheduling • The meanings assigned to each of them will be as follows ; • ... is the timetable/plan showing the prioritized sequence of activities including the time allocated for each activity inorder to complete a specified quantity of a product or service. a Schedule
Definitions for Scheduling • ... is the use of data and appropriate tools or techniques in consideration with the constraints to come up with a reasonable schedule (plan) among several alternatives. act of Scheduling (Scheduling as a function) • Scheduling activity can also be considered as an intermediate step between planning and execution steps.
Definitions for Scheduling • ...is the way of doing the business of scheduling activities within a company. It defines the associations of different functional groups and computerized system modules with respect to flow of required data, establishment of accepted rules and policies to be used for scheduling activities including the maintenance of data and availability of the required tools and techniques. Scheduling Process • Capabilities of a company’s scheduling process directly effects its scheduling performance in creating realistic schedules, and the scheduling performance has a significant impact on the company’s manufacturing systems performance.
Definitions for Scheduling SCHEDULING ACTIVITY is an intermediate step between PLANNING and EXECUTION steps.
Definitions for Scheduling • As a result of above definitions, one can make the following analogy for the field applications of scheduling; • Schedule is the end product – which is “meal”. • Scheduling activity is the preparation of schedule– which is “cooking”. • Scheduling process is the environment where the scheduling activity is performed– which is “kitchen + required materials”. • Execution of a schedule is the realization– which is “eating the served dish of meal”. • Whether the “served dish of meal” is “eatable or not” is the main problem in many production companies.
time required between successive units nature of the required processes complexity of the product Understanding the Types and Levels of Scheduling in a mnfg company MPC (Manufacturing Planning & Control) Approach : Number of levels and kind of scheduling approaches are dependent on the type of current Manufacturing /Production Planning and Control (MPC) approach of a company. The type of MPC approach to be used is dependent on the production characteristics of the product which are usually defined by;
Types and Levels of Scheduling in a mnfg company will Depend on the MPC Approach Which is In Use CLASSIFICATION OF MANUFACTURING PLANNING AND CONTROL APPROACHES (Source: Thomas E. Vollman, William L. Berry, D. Clay Whybark, Manufacturing Planning and Control Systems, 2nd edition, pg 21, Richard D. Irwin Inc, 1984) CPM-PERT Number of sub-parts (complexity) MRP just in time repetitive flow seconds minutes days weeks months Time between successive units • Up-down axis points to the complexity of the products with reference to the number of component parts (sub-parts) in the respective BOM structure(s). • Left-right axis points to the amount of time required between successive units. In other words, it refers to the time span required to start the next unit.
Types and Levels of Scheduling in a mnfg company will Depend on the MPC Approach Which is In Use EXAMPLES • In petroleum refineries or in food industry, there is almost no time between two successive units. Production flows in streams. • Production of detail parts such as a “bushing” or “pin” are of repetitive type, since the time between to successive units is measured in minutes. • MRP is still an key approach when the case involves management of complex parts situation. • Just in time approach has the specific goal of standardizing the processes, reducing the cycle times, reducing lead times, reducing inventory levels and hence moving the nature of “uniqueness” towards to “repetitiveness”.
Understanding Levels of Scheduling Tasks in a Manufacturing Company • Inorder to clearly visualize the levels of scheduling tasks within a manufacturing company, one should be aware of the management processes of “Planning and Control” activities. • So, lets create an imaginary company and study its behaviour from the time of a business offer till the production completion of the first serial batch. A CASE STUDY Shiny Metal and Assembly Works A.B. (SMAW)
builds structural assemblies and detail parts. business strategy: overtakes offers which are > 50 million $ ... has a large investment of various job shops: sheet metal, nc machining, chemical processing, conventional machining etc. due to the nature of business : each business offer is handled as a separate project. currently SMAW has 9 projects flowing through its shops. ...is a “make to order” company (does not have own product). ...each new contract must become firm 6-12 months prior to the serial production. ...each project has its own budget sharing the same resources at detail parts production level. Levels of Scheduling Tasks in a Manufacturing Company GETTING TO KNOW OUR COMPANY (SMAW)
Levels of Scheduling Tasks in a Manufacturing Company GETTING TO KNOW OUR COMPANY (SMAW)
Levels of Scheduling Tasks in a Manufacturing Company GETTING TO KNOW OUR COMPANY (SMAW)
Levels of Scheduling Tasks in a Manufacturing Company GETTING TO KNOW OUR COMPANY (SMAW) It has a computerized management information system
... designs and produces its own products. ... they offer a job opportunity to SMAW which will cover a period of 2 years starting from December 2008. business offer covers to build a total of 1700 subassembly end items as Model A and Model B ... SMAW is required to either produce or purchase all the detail parts and raw materials... ... they want to offload some of their workload to a subcontractor. Levels of Scheduling Tasks in a Manufacturing Company A multinational customer : FARSCAPE A.B.
... request of additional tech info for gaining quantitative insight ... quality specifications which are to be satisfied both for subassy and detail parts... ... determination of types of parts, raw matl, standard item requirements. ... determination of tooling reqs. ... Rough cut capacity analysis, calculation of price and prep of “Schedule for Production Preparation” ... determination of required processes make/buy analysis and mnf routings of make parts. Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW UPON RECEIPT OF BUSINESS OFFER? SMAW FARSCAPE Bid Proposal + 3350 “make” detailparts
SCHEDULE FOR PRODUCTION PREPARATION (an important attachment of bid proposal) Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW UPON RECEIPT OF BUSINESS OFFER? HOW IT IS PREPARED? WHY IT IS IMPORTANT? • Has been prepared by utilizing the CPM-PERT approach. • Each activity in this schedule can be thought as a one time production of a complex product for which it takes several months to complete. In a way, it reflects SMAW’s tecnical capabilities, relations with its subcontractors, limitations and willingness to overtake the business offer.
SCHEDULE FOR PRODUCTION PREPARATION (an important attachment of bid proposal) Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW UPON RECEIPT OF BUSINESS OFFER? WHAT DOES IT LOOK LIKE?
SCHEDULE FOR PRODUCTION PREPARATION (an important attachment of bid proposal) Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW UPON RECEIPT OF BUSINESS OFFER?
SCHEDULE FOR PRODUCTION PREPARATION (an important attachment of bid proposal) Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW UPON RECEIPT OF BUSINESS OFFER?
... MPS is prepared... CONTRACT AWARD ... Product structure input To BOM module for 1700 End items is finalized. ... The button is pushed to RUN MRP module. ... Code and parameter input to BOM module for all 7053 items is finalized. ... Subcont. information input to PMS module is completed. ... “Final Assembly Build Schedule” is prepared. Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW AFTER CONTRACT IS SIGNED? It is the “completion/delivery” schedule for 1700 end items per month. Timing and quantities are exact. It is the “anticipated build schedule” for 1700 end items per month. Quantities to be built are distributed over an appropriate period of time. (Part assembly time Varies from 1,5 to 32 hours.) 1700 end items (subassy)-> “make” 2575 OP items -> “purchase” 528 Raw Matl items -> “purchase” 3350 Detail items -> “make” MPS BOM PMS MRP
Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW AFTER CONTRACT IS SIGNED? SAMPLE MPS for 1700 end items
Prod Plng & Cont Exp. Levels of Scheduling Tasks in a Manufacturing Company WHAT HAPPENS AT SMAW AFTER CONTRACT IS SIGNED? Calculates Requirement (Rq) and Replenishment (Rp) schedules for all types of parts and matl. (for 8153 items) within the scope of “FARSCAPE PROJECT”. Creates signals for Production Plng and Cont people to release “shop orders” for “make” parts (it cover the appropriate portion of 5050 items). Forward signals for “procured parts and material” to PMS module (it covers the appropriate portion of 3103 items). MRP Signal Releases first shop orders Rate of Production? • TO WHERE : • To stations which already has backlogs • of shop orders for 8 other projects. • Thus, there is a real problem of sequencing and completing • the jobs of a product mix within allocated time limits. • Somebody has to schedule and re-schedule the loading of • respective machine(s) within the work center. • This will be the lowest level of scheduling at SMAW. Part flow quantities?
MRP considers that there is an unlimited resource availability This means that “calculation of net requirement quantities” are perfect, but “when they are needed” is not realistic. Conflict in the designed behaviour of two integrated modules : MRP and Shop Floor Control (SFC) modules Causes conflicts at the shop floor level and it is directly related with shop order release dates and work center loading. Although both of them are using backward scheduling, their calculation methodology for shop order start dates are different. Drawbacks of MRP created Replenishment (Rp) Schedules at SMAW In the meantime SMAW has some problems :
Conflict in the designed behaviour of two integrated modules : MRP and SFC Drawbacks of MRP created Replenishment (Rp) Schedules at SMAW
Lack of specific capability in SMAW’s MRP engine : It can not handle “Fractional Quantities”. During the normal explosion process, when creating planned replenishments, MRP associates an order bill to each of them. Then, if the respective order release date is within the “allocation window”, it allocates material for the items listed in this order bill by calculating the required quantities of each. Since it can not handle fractional quantities (remnant cases), for some type of raw materials (such as sheet metal or bar stock etc) allocation may result yielding one of three possible cases : a) Allocating more than required qty, b) Allocating less than required qty, and c) Rarely allocating the required qty. Drawbacks of MRP created Replenishment (Rp) Schedules at SMAW
Lack of specific capability in SMAW’s MRP engine : It can not handle “Fractional Quantities”. In such a case, although required raw material may be available at some place in the form of a portion of sheet metal (remnant case), the possibility of not loading a specific shop order to a work center is high due to imaginary shortage of raw material. Or on the contrary, excess material will be issued from the warehouse creating more remnants. This situation will create a mess in material planning which directly results in work center loading problems impacting the “performance of respective schedules”. Drawbacks of MRP created Replenishment (Rp) Schedules at SMAW
AN EXAMPLE FOR “FRACTIONAL QTY” PROBLEM Part B Part B Part B Drawbacks of MRP created Replenishment (Rp) Schedules at SMAW STANDARD STOK SIZE OF specific aliminum sheet metal raw material (per material type-thickness-grain direction) ? Part A REMNANT (l x w cm sq) IF 2 SHEETS ARE AVAILABLE AS OF 28Mar08, MRP RECORDS WILL SHOW FULL SHORTAGE FOR S/O F203340 although we can produce 4 pcs of B. Shop order F203040 for 2 pcs of part no A (MRP Scheduled Shop order start date : 28Mar08). Shop order F203340 is for 6 pcs of part no B (MRP Scheduled Shop order start date : 3Apr08).
MRP planners of SMAW who release the shop orders are well aware of the above problems, but the fact is that they can not explain it to neither management nor to production people. The daily life in a manufacturing company has its own unique rules and sometimes it is not so easy to remove or correct them... Drawbacks of MRP created Replenishment (Rp) Schedules at SMAW
FRONT END ENGINE BACK END Type and Level of Scheduling will Depend on the MPC Approach Which is In Use • SUMMARY (for MRP II Approach at SMAW): • Prep. for Prod. Schedule • MPS • Rq Schedules • Rp Schedules • SFC created s/o Schedules • Final Assembly Schedules • Job Shop (w/c) Schedules
Type and Level of Scheduling will Depend on the MPC Approach Which is In Use • SUMMARY (a sample dispatch list for w/c 215 at SMAW):