Download
1 / 14
150 likes | 710 Views
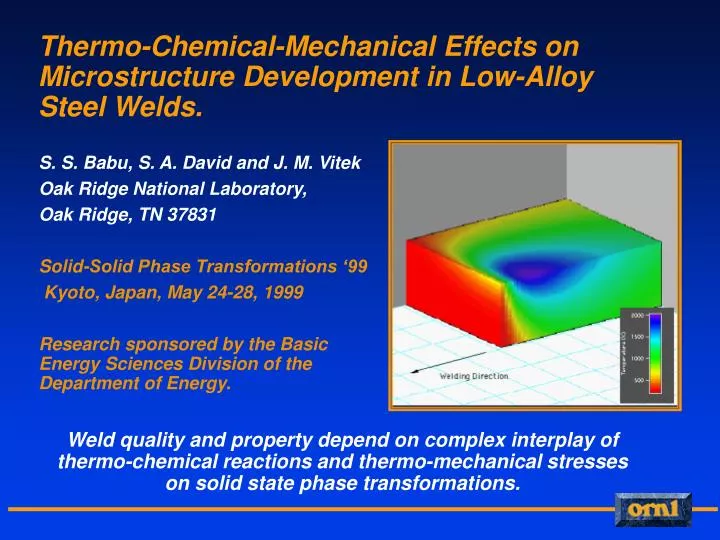
Thermo-Chemical-Mechanical Effects on Microstructure Development in Low-Alloy Steel Welds. S. S. Babu, S. A. David and J. M. Vitek Oak Ridge National Laboratory, Oak Ridge, TN 37831 Solid-Solid Phase Transformations ‘99 Kyoto, Japan, May 24-28, 1999

E N D
Thermo-Chemical-Mechanical Effects on Microstructure Development in Low-Alloy Steel Welds. S. S. Babu, S. A. David and J. M. Vitek Oak Ridge National Laboratory, Oak Ridge, TN 37831 Solid-Solid Phase Transformations ‘99 Kyoto, Japan, May 24-28, 1999 Research sponsored by the Basic Energy Sciences Division of the Department of Energy. Weld quality and property depend on complex interplay of thermo-chemical reactions and thermo-mechanical stresses on solid state phase transformations.
1. Role of thermo-chemical reactions in liquid steel: In self-shielded flux cored arc welds (FCAW-S), large amounts of aluminum are added to the filler wire. Aluminum reacts with dissolved oxygen to form Al2O3. Excess aluminum, reacts with dissolved nitrogen to form AlN compound. After these reactions, substantial amount of residual aluminum remains in solid solution depending upon the amount of aluminum in the wire. What does residual aluminum in solid solution do?
1.71 wt.% Al Residual aluminum modifies the microstructure development. • High aluminum leads to skeletal d ferrite which leads to low levels of weld metal toughness. • By reducing aluminum in the weld, one can eliminate the d ferrite. • Reduced aluminum leads to inefficient deoxidation and increases risk of porosity. • How can we optimize the aluminum addition to improve weld quality, as well as microstructure? 0.53 wt.% Al
Pseudo-binary Fe-C-Si-Mn-Al phase diagram may be used to investigate the stability of d ferrite. • The phase diagram shows the relation between d ferrite stability and aluminum concentration and supports the experimental weld microstructure.
Thermodynamic calculations do not consider the process effects. Therefore, we need to calculate the effects of weld cooling rate. Liquid Austenite(FCC) d Ferrite (BCC) • Diffusion controlled growth calculations were carried out for both high and low-aluminum weld metal compositions using DicTra software for a cooling rate of 10 °C/s.
Calculations support the presence of residual d ferrite in high-aluminum welds. High-Al Low-Al • The above analyses are being used to optimize the aluminum content in welds.
Weld A -7 wt.ppm Ti 2. Role of oxide inclusion composition on the transition from bainite to acicular ferrite: • In conventional shielded metal arc welds, titanium is also added as deoxidizer. • Weld metal with small additions of titanium (~10 to 30 wt.ppm) can improve the impact properties. • This is because the titanium rich inclusions promote acicular ferrite. • All the steels have similar hardenability. The only difference is the titanium concentration in the inclusions. Weld B - 32 wt.ppm Ti
Kinetic measurements during cooling showed rapid transformation below Bs temperature for welds with Ti-rich inclusions. Weld A - 7 wt.ppm Ti • This is related to nucleation potency of inclusions and allotriomorphic ferrite at the austenite grain boundaries. 50 °C/s Weld B - 32 wt.ppm Ti
Indication of competition between bainite and acicular ferrite can be seen while cooling at 80 °C/s. Weld A - 7 wt.ppm Ti Weld B - 32 wt.ppm Ti • Therefore, simultaneous transformation kinetic theories need to be coupled with inclusion models to describe this competition between grain boundary and intragranularly nucleated transformations.
s 3. Role of thermo-mechanical conditions on austenite decomposition during welding No Stress = 116 MPa • Elastic stresses affect the acicular ferrite microstructure. • Babu and Bhadeshia, Mat. Sci. Eng.., A156, 1992, 1-9. • How does this affect the stress-relaxation kinetics? • How does allotriomorphic ferrite formation react to stresses?
An elastic load was applied after reaching an isothermal temperature and the stress relaxation and transformation kinetics were monitored simultaneously. • The above information will be important for estimating the residual stress development in steel welds. Transformation strains s s
Stress-relaxation is greater during allotriomorphic ferrite formation than during acicular ferrite formation. Fe-0.1C-0.8Si-1.6Mn-0.015Al-0.084O (wt.%) steel weld • This is related to creep-relaxation of austenite before and during transforming to allotriomorphic ferrite. • Further work is necessary to evaluate this in detail.
Allotriomorphic Ferrite s s Martensite Acicular Ferrite Microstructural details for stress-relaxation experiments • Small alignment of acicular ferrite plates was observed. • Large amount of residual austenite exists after allotriomorphic ferrite formation. This transforms to martensite on cooling from isothermal temperature.
Summary and Conclusions • Large concentration of residual aluminum in solid-solution leads to residual d ferrite in self-shielded flux cored arc welds. The above phenomenon was described with thermodynamic and diffusion controlled growth calculations. • Titanium-rich inclusions promoted the transition from bainite to acicular ferrite, as well as, the transformation rate below bainitic start temperature. • Large stress relaxation occurs during allotriomorphic ferrite formation compared to that of acicular ferrite formation. • Results illustrate the complex thermo-chemical-mechanical interactions on solid-state phase transformations in steel welds.