PROCESSING OF
PROCESSING OF. NATURAL RUBBER. TYPES OF SEMI-PROCESSED RUBBER. Sheets. Crepes. Blocks. Concentrate. TYPES OF SHEET RUBBER. Air Dried Sheets (ADS) Ribbed Smoked Sheet (RSS) Rubber Crepes. SEVEN DIFFERENT GRADES OF RSS.

PROCESSING OF
E N D
Presentation Transcript
PROCESSING OF NATURAL RUBBER
TYPES OF SEMI-PROCESSED RUBBER • Sheets • Crepes • Blocks • Concentrate
TYPES OF SHEET RUBBER • Air Dried Sheets (ADS) • Ribbed Smoked Sheet (RSS) • Rubber Crepes
SEVEN DIFFERENT GRADES OF RSS • RSS 2x – is the “highest quality” variety of traded rubber sheets. • RSS1 • RSS2 • RSS3 • RSS4 • RSS5 • RSS6 RSS3 – is the standard type of natural rubber used in the manufacture of tires.
SIX STANDARD TYPES OF CREPES • From latex 1. Pale crepe • From cuplumps/coagulums 1. estate brown crepe 2. thin brown crepe 3. thick blanket crepe 4. flat bark crepe 5. pure smoked blanket crepe
RSS and Pole crepe are usually prepared from coagulated field latex. • Blocks (PTR 20, PTR 50) sources: coagulum and cuplumps • Concentrated latex (processed field latex by concentration) using centrifuge machine
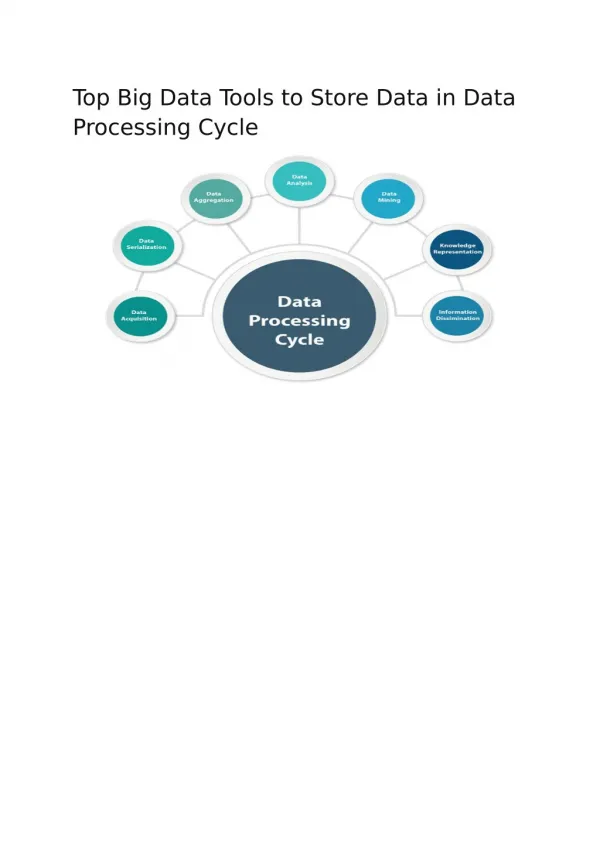
Field Latex Field Grade Bulk Tank Reception Coagulation trough Storage in bays Crusher – 1 pass The cleaning: Macerator/ Cutter Macerator – 2 passes Creper Creper/Hammermill drier press store SHIPMENT SMR process flow chart.
EQUIPMENTS, MACHINERIES, UTENSILS AND MATERIALS USE IN LATEX PROCESSING • Village Level Latex Processing • 1. Rubber sheeter (motorized or engine run) • 2. Rubber dryer or smoke house • 3. Strainer (fine screen wire) • 4. Coagulating pans/mini-coagulating tanks • 5. Latex preservatives • 6. Latex coagulants • 7. Baler
B. Large Scale Latex Processing • Battery type rubber sheeter (at least four pairs of rollers to maximum of six pairs of rollers). • Rubber Dryer (Hot air drying from the heat chamber exchanger). • Bulking tanks • Coagulating tanks • Strainer (40 and 60 mesh sieves) • Latex preservatives • Latex coagulants • Baler
Preparation of Latex preservatives for latex preservation • Liquid Ammonia 1. Get 30ml liquid ammonia and mix with one liter water (1% ammonia solution) which serve as ammonia stock solution. 2. From the ammonia stock solution get 100 ml for every 10 liters standardize latex.
b. Sodium sulfite • Get 30.3 grams of sodium sulfite and mix with one liter water (1% sodium sulfite solution) which serve as a sodium sulfite stock solution. 2. From the sodium sulfite stock solution get 15ml for every liter latex.
Determination of Dry Rubber Content (DRC) • Using the hydrometer (metrolac) • A sample (field latex) is drawn from volume, say 250ml is taken and diluted with an equal volume of water. • The latex thus diluted is poured into a glass or metallic cylinder allowing a part of it to overflow. • The metrolac is then gently dipped into it and the reading is taken.
This reading multiplied by two, to account for the dilution, gives the appoximate DRC as grams of rubber per liter. • DRC determination with hydrometer can lead to erratic results at times because the hydrometer reading will be influenced by several factors like: temperature, density of water used for dilution, non-rubber constituents in the latex, and others. • For accurate results, laboratory method is recommended.
B. Using the laboratory method • A sample (field latex) is drawn from volume, say 45 grams is taken and diluted with a equal volume of water. • To this, 10ml of 1% acetic acid is added and mix thoroughly to the diluted latex. • The processed latex is then undisturbed for 3.24 hrs. until the coagulum is formed. • After this, the coagulum is removed and pressed or rolled with water filled bottle to about 2mm thickness and washed in clear water and dried in an electric oven at 70°C, till a constant weight is obtained when cooled in a dessicator and weighed. • Compute the DRC using the formula: weight of dry rubber sample % DRC = ---------------------------------------- x 100 weight of latex
Dilution and standardization of latex • The separation of fine sand particles and dirt from fluid latex by straining is found to be not practical due to the high viscosity. • By dilution with water, the fluidity of the latex will be increased and separation of fine sand dirt will be facilitated. • Latex should therefore be diluted with clean water to produce a standard consistency which for RSS is 12.5% DRC.
The amount of water required to bring the latex to this standard dilution is calculated from the DRC and volume as follows: Let D = standard DRC (or the desired DRC) = 12.5% d = % DRC of field latex V = volume of standardized latex in liters (final volume) v = volume of field latex in liters
Volume of water required for dilution therefore = (V-v) liters. Example: Volume of field latex = 325 liters DRC of field latex = 32% Standardize to a consistency of 12.5% DRC d x v 32 x 325 V = ------------- = ------------ = 832 liters D 12.5 V – v = 832 – 325 = 507 liters water
Acid requirements for coagulation If milling is to be done the following day, half of the strength of acid solution must be prepared (0.5% acid solution). That is 5ml acetic acid for 1 liter of water. - One liter solution is to be mixed with 10 liters of standardize latex.
COAGULATION OF LATEX • Coagulant solution is added to diluted latex to coagulate latex. Solutions of acetic acid or formic acid are used for coagulating latex. Acid solution is prepared by diluting 10ml acid to one liter water. From the prepared acid solution gets 200ml for every 2 liters diluted latex (standardized latex) and stirs the mixture thoroughly. • Froth and bubbles are removed from the surface of the latex then carefully insert the separators or partition on the slots of the coagulating tank and then cover the tank with plastic sheet and let it remain undisturbed for several hours until it is ready for milling.
MILLING • Quality standard in coagulation and milling the coagulum • Color of the latex serum - after the coagulation has set in, the color of the serum should be amber in color. Milky serum indicates incomplete coagulation and some coagulated latex will be washed away as waste. • Toughness of coagulum - coagulum should not be too hard or too soft. Hard coagulum will produce thick sheets during milling. Soft coagulum will rapture during milling.
Bubble If bubbles appear on the surface of coagulum it denotes fermentation during coagulation. Coagulating tanks and separators should be cleaned properly to prevent fermentation. • Distorted, Coagulum Some appears thick or thin. This due to distorted separators or improper positioning on the slots of the coagulating tank. • Scattered Yellow pigments Yellow pigments appearing on the surface of the coagulum indicates that latex has not been properly stirred before the coagulation.
Dirty Coagulum If coagulating tank is not properly covered after the coagulation, insects flies will swim into the coagulating tanks. Cover the tanks with plastic sheet to avoid insects and other foreign matters may come in contact with latex. • Water Use clean water in coagulating the latex and also during milling.
B. Milling machine/Rubber sheeter • Small scale milling machine • A motorized rubber sheeter (consist one pair of rollers) is usually recommended for use of small scale latex processing. • Coagulum is fed in between the rollers. To Form coagulum into thin sheets, several passings at least 4-5 times are recommended. For each passing the clearance between the rollers maybe adjusted until a desired thickness of 2.5mm is attained.
During milling or sheeting operations, uncontaminated water should be applied to the milled sheets to remove the serum, acids and other impurities. Soaking of the milled sheets in a clean water tank is recommended. • Grooves or corrugation on the surfaces of the rollers maybe attached. The purpose is to increase the surface area of the milled sheets so that drying can be facilitated.
2. Large Scale Latex Processing • The sheets battery consist of at least four pairs of rollers, or six pairs of rollers, the last pair being grooved to give the sheet the ribbing front which its name derives. Each pair of rollers is fitted with a water spray to wash serum and acid off the sheet. • The rollers pairs are geared and adjusted so that the coagulum which increases in length and breathe but decreases in thickness as it passes through them flows evenly and emerges with a thickness of about 3mm.
On emerging from the final roll, the coagulum is cut into sheets of an appropriate length to fill the vertical hanging space between the horizontal bars on the trolleys on which they are placed for dripping then drying. • Milled sheets are left in the dripping area to drip off water for about four hours in the open air but under cover. • Milled sheets should not be placed on cement floors to avoid dirt contamination and should not be exposed to direct sunlight since this will cause darkening of the milled sheets.
From the dripping area, the trolleys are pushed in the smoke house or drying chamber, the sheets are in hot air containing smoke which acts as a preservative and help to prevent the subsequent formation of molds thus obtained and termed Ribbed Smoke Sheet (RSS) or air drying under the shade which termed as Air Dried Sheet (ADS).
Pre-treatment of milled sheets to prevent mold growth To prevent mold growth on the surface of the sheets, the wet sheets are dipped in 1% solution of Paranitrophenol. If it has not added to the latex before coagulation at the rate of one gram per kilogram dry rubber.
D. Drying • Smoke House - Smoking This is the method usually used in the production of RSS. Heated air and smoke come from a fine chamber located lower than the slotted flooring. Sheets are hanging just above the slotted floor wherein heated air picks-up the moisture from the sheets. It is believed that smoke can be a curative agent which could prevents the accumulation of fungus on the surfaces of the rubber sheets. However, due to carbon particles carried by the smoke darker color of the dried sheets is expected.
Temperature in the smoke house 1st day - 55°C 2nd day - 60°C 3rd day - 65°C 4th day - 70°C (final day drying)
2. Air Drying This method of drying is recommended where there is high cost of energy or fuel for heating. Milled sheets are hanged under a shade. The sheets should not be exposed to direct sunlight. Although this method is less costly and drying time is longer (8-10 days). These are also a great possibility that the partially dried sheets will be contaminated with dust particles and other micro-organisms.
Hot air drying from the Heat Chamber (exchanger) The furnace and drying chamber were made of bricks and concrete to reduce loss of heat. The door shutters were double – walled with plywood and with air between them as insulator. The heat exchanger was made of gauge twenty G.I. plates which extend to a chimney that exhausts the smoke.
Place the trolleys to the drying chamber. • Start firing the dryer. • For the first and second day of firing, maintain the inside temperature to approximately 43.3°C. • The 3rd and 4th day of firing raise slightly the temperature to 47.7°C then to 48.8°C respectively. • Maintain the temperature up to the time the rubber sheets are dry. • If there are still plenty of undried sheets return the trolley for further curing. • In the dryers, replace vocated trolleys with new ones and the cycle continue. • Position the trolleys with dried rubber sheets to the baling section for sorting, inspection and grading.
E. Quality Standard in drying • Operating temperature of the dryer should not be more than 54.4°C since milled sheets will be slightly discolorized and some will fall down on the floor of the drying chamber. • Intermittent drying system should not be practiced. Non-uniformity in color of the dried sheets will be observed. Upper portions of the trolleys will have slightly darker in color than the lower portions.
Do not allow too sudden high temperature drying to avoid formation of bubbles and blisters on dried sheets. This will downgrade the quality of the rubber sheets. • Prevent the dust and smoke to enter into the dryer. This will affect the quality of the materials being dried. • Maintain good housekeeping of the dryer since rubber sheets and very susceptible to mold attacks if the surroundings are dirty.
F. Sorting/Baling/Packing • Unload dried sheets from trolleys. • Fold and place them on the working tables. • Cut or trim the undried portion of the rubber sheets for further drying to the drier. • Sort according to color and classify into different grades. • Weigh the sorted sheets to 33.33 kg. • Bale at approximately 50 lb. psi pressure. • Wrap with plastic wrapper and seal with the electric hot wire.
Quality Standards for sorting/baling/packing • Discoloration, sour or foul odors, regardless of cause, dust, sand or other foreign matters, bubbles or blemishes, oil or other stains, or evidence of oxidation should not be permitted for baling. • Dried sheets should not be laid down over cement floors. In so doing dirt contamination is minimized. • Baling temperature should not exceed more than 50°C.
Scotch tape, cellotape, and other cellulose adhesives should not be used in sealing baled rubber. Heat sealing is permitted so as not damage the baled rubber. • Bale coating such as talc should not be applied to baled rubber unless otherwise specified by the buyer. • Standard size of baled rubber should be 70 x 35 x 17.5 cm and should weighs 33.33 kgs. • Transparent plastic wrapper should be used with standard size of 58 x 100 x 0.008 cm.
HOW TO PRODUCE QUALITY CUPLUMPS • Use glacial acetic acid or formic acid to coagulate latex or coagulum. • Do not allow collected cuplumps to get in contact with soil. • If soaked in water, store the cuplumps in sack on freely drain and clean water. • Storing cuplumps longer than necessary will expose them unnecessarily to quality damaging factors. • Cuplumps should not be soaked in water for long periods as there is the possibility of the anti-oxidants getting leached out. • Buyers should give a premium to good quality.
Most Common Defects of Dirt on Manufactured Goods • Fatigue cracking 12. Insufficient smoothness • Ply separation 13. Flaws • Air leakage • Tearing • Pin-holes • Bad insulation • Electrical breakdown • Discoloration • Short circuit • Bad appearance • Decrease of Mechanical Properties
Causes that will lower the PRI Value of Natural Rubber • Exposure to sunlight • Effect of excessive heating (after, during) drying • Effect of metallic contamination (Cu, Fe, and Mn) • Effect on purification • Effect on mechanical working, soaking, etc.