Download
1 / 29
320 likes | 540 Views
MAX-Phasen und CVD von Ti 3 SiC 2. MAX-Phasen. M n+1 AX n -Phasen [1] sind eine Materialfamilie von nanoschichtigen Verbundstoffen. M bezeichnet ein Übergangsmetall, A ist ein A-Gruppe Element und X bezeichnet Stickstoff und/oder Kohlenstoff.

E N D
MAX-Phasen Mn+1AXn-Phasen[1] sind eine Materialfamilie von nanoschichtigen Verbundstoffen. M bezeichnet ein Übergangsmetall, A ist ein A-Gruppe Element und X bezeichnet Stickstoff und/oder Kohlenstoff. Ihre hexagonale Struktur besteht aus mit A-Gruppenelementschichten verschachtelten [MX6] Oktaedern. [1] M.W. Barsoum, Prog. Solid State Chem. 28 (2000) 201
MAX-Phasen Barsoum, M. W. & El-Raghy, T. American Scientist, 2001, 89, 336-345
MAX-Phasen Da die MX Bindungen von starker kovalenter Natur sind, zeigen die Mn+1AXn-Phasen typisch keramische Eigenschaften wie einen hohen Schmelzpunkt und hohe thermische Stabilität. Andererseits sind die M-A Bindungen verhältnismäßig schwach. Daher zeigen Mn+1AXn-Phasen ebenfalls metallische Eigenschaften wie gute elektrisch-thermische Leitfähigkeit. Unter Krafteinwirkung verformt sich das Material durch Knickbildung. Daraus resultiert eine hohe Dehnbarkeit und maschinelle Bearbeitbarkeit. F. Adibi et al.J. Appl. Phys. 69 (1991) 6437 M.W. Barsoum et al. Phys. Rev. B 62 (2000) 10194
Eigenschaften von Ti3SiC2 • - a lattice parameter: 3.0665 Å- c lattice parameter: 17.671 Å- Theoretical Density: 4.52 Mg/m • - Room Temperature Resistivity: 0.22μΩ- Electron Mobility (300K): 0.005m/Vs- Hole Mobility (300K): 0.006m/Vs- Conducting Electron Density: 2.5x1027/m3- Hole Density: 2.5x1027/m3- Density of States at Ef: 5/eV•unit cell • - Elastic Modulus: 339 GPa- Shear Modulus: 139 GPa- Poisson's Ratio: 0.20- Bulk Modulus (Calculated): 190 GPa- Bulk Modulus (Measured): 206 GPa
MAX-Phasen Kombination aus metallischen und keramischen Eigenschaften kovalent Halb- leiter Polymere MAX-Phasen van- der-Waals metallisch Metalle Keramiken ionisch • elektrisch leitfähig • hohe Wärmeleitfähigkeit • duktil → spanbar • thermoschockbeständig • „selbstschmierend“ • geringe Dichte • relativ hart • oxidationsbeständig • thermisch stabil Neidhardt, J. XII. Erfahrungsaustausch Oberflächentechnologie mit Plasma- und Ionenstrahlprozessen Mühlleithen / Vogtland, 16. – 18. März 2005, 2005
Struktur von Ti3SiC2 Titan Silizium Kohlenstoff Barsoum, M. W. & El-Raghy, T. American Scientist, 2001, 89, 336-345 W. Jeitschko et al. Monatshefte für Chemie / Chemical Monthly, 1967, 98, 329-337
Mechanische Eigenschaften von Ti3SiC2 Knick Mechanische Beanspruchung führt zu Lagenablösung und später zu Knickbildung. Risse bilden sich nur bis zu diesen Knicken aus. Stabilität durch Rissbegrenzung und durch „Brückenbildung“ über bestehenden Risse.
Phasendiagramm von Ti-Si-C Si 1373 °C Ti3SiC2 b-Ti C W. J. J. Wakelkamp et al. J. Eur. Ceram. Soc. 8, 135 (1991).
Herstellung von Ti3SiC2 Pulsed Discharge Sintering & Hot Isostatic Pressure Sintering Chemical Vapour Deposition Physical Vapour Deposition
Heißpressen von Ti3SiC2 1967: Erste Herstellung von Ti3SiC2 durch Heißpressen von Titanhydrid, Silizium und Reaktorgraphit. Die Pulvermischung wurde in abgeschlossenen Graphitkapseln auf ca. 2000°C erhitzt und innerhalb von 20 Minuten auf 1200°C abgekühlt. Zusammensetzung der Proben: 38 At% Ti; 55 At% Si und7 At% C W. Jeitschko et al. Monatshefte für Chemie / Chemical Monthly, 1967, 98, 329-337
CVD von Ti3SiC2 1972: Bereits 1972 erste Herstellung dünner Ti3SiC2 Schichten mittels eines CVD Prozesses an der Universität München. TiCl4 + SiCl4 + CCl4 + H2 x150 x750 Bruchartiges Aufblättern nach Behandlung mit Flusssäure T~1400°C xTi=0,417 xSi=0,267 xC=0,316 J.J. Nickl et al. Journal of the Less Common Metals, 1972, 26, 335-353
PVD von Ti3SiC2 2002: Erstmals gesputterte dünne Ti3SiC2-Schichten Verfahren a: DC-Magnetronsputtern von einem stöchiometrischen Ti3SiC2-Verbund-Target Verfahren b: DC-Magnetronsputtern von Titan und Silizium von separaten Targets mit zusätzlich verdampftem C60 als Kohlenstoff-quelle. J.-P. Palmquist et al. Appl. Phys. Lett. 81 (2002) 835
Vergleich von PVD zu CVD PVD: Plasma CVD: Im Wesentlichen „Line-of-Sight“-Beschichtung Beschichtung komplizierter 3D-Strukturen möglich
Berechnetes Phasendiagramm SiCl4 Ti3SiC2 CCl4 TiCl4 CCl4 Pickering, E. et al. Chemical Vapor Deposition, 2000, 6, 289 - 295
CVD Abscheidungsexperimente SiCl4 TiCl4 CCl4 J. Nickl et al. Proc. 3rd Conf. CVD, SaltLake City, Utah, 1972 T. Goto and T. Hirai, Materials Research Bulletin, 1987, 22, 1195-1201 C. Racault et al. Journal Of Materials Science, 1994, 29, 5023-5040
CVD von Ti3SiC2 Cp2TiCH2Si(Me2)NSiMe3 als einzelner Precursor für CVD von Ti3SiC2: Bisher keine MAX-Phasenabscheidung erzielt. B. Chansou et al. Applied Organometallic Chemistry, 1997, 11, 195-203
CVD von Ti3SiC2 1994: TiCI4 + SiCI4 + CH4 + H2 um die reduzierte thermische Stabilität von CH4 gegenüber CCl4 auszunutzen wichtiger Parameter: Verdünnung mit Wasserstoff a = x(H2)/(x(TiCI4) + x(SiCI4) + x(CH4)) Kristallgröße von Ti3SiC2 kann durch größeres a erhöht werden. Reinphasige Abscheidung mit CH4 ist nicht erfolgt. B. Chansou et al. Applied Organometallic Chemistry, 1997, 11, 195-203
CVD von Ti3SiC2 2000: TiCI4 + SiCI4 + CCl4 + H2 für a > 25 (Verdünnung mit Wasserstoff) Abscheidung von Ti3SiC2 Abscheidung von Ti3SiC2 hängt stark von Reaktionskinetik ab. Einbeziehung von Verweildauer etc. Pickering, E. et al. Chemical Vapor Deposition, 2000, 6, 289 - 295
Warum Plasmabeschichtung? Voraussetzung für technische Anwendung: - Haftung optimal bei Durchmischung von Schicht und Substrat in „dünner“ Zwischenzone geht nur mit „energiereichen“ nichtthermischen Teilchen Ionen im Elektrischen Feld PLASMA
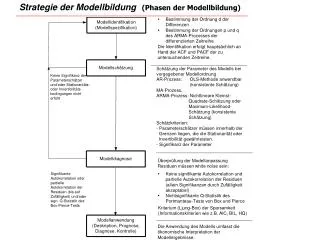
Trennung in Teilprozesse Beschichtungs - parameter Plasma - parameter Teilchen - flüsse Schicht- struktur Funktions - eigenschaften Substratmaterial / Vorbehandlung Substrat - eigenschaften Problem: „verdeckte Parameter“ (Ts, Verunreinigungen, EEDF,..)
Einfluß der Teilchenenergie 0.1 eV 1 eV 10 eV 100 eV 1keV 10 keV
Neue Beschichtungsquellen • Probleme: • Aufdampfen liefert hohe Rate bei niedriger • Teilchenenergie (schlechte Haftung) • Magnetron-Sputtern liefert niedrige Rate bei höherer Teilchenenergie • aber auch energiereiche Neutralteilchen ca. 1 keV keine empfindlichen Substrate beschichtbar (wie PMMA, GaN,..) • Sputtergas leitet Wärme keine stark • temperaturempfindlichen Substrate beschichtbar
Neue Beschichtungsquellen • Ansatz: • Einsatz von Plasmaquellen hoher Plasmadichte • und unabhängig einstellbarer Teilchenflüsse • - insbesondere zu niedriger Teilchenenergie • (auch im Vakuum) • - industriell hochskaliert • - CVD: Hybride RF- ICP/CCP Quelle für PECVD, • - PVD: HIPIMS
Verdampfer Vakuumrohrofen: Temperaturbereich RT - 800°C Heizleistung (elektrisch) 0 – 450 W (stufenlos) Temperaturmessung Typ K Thermoelement Trägergasanschluss Argon Schutzgastransfersystem
Zusammenfassung • Beinflussung der Stöchiometrie durch die Prozessparameter ist möglich • Die Kombination von OES und MS ermöglicht: • Morphologie von TixSiCy Schichten • Substrattemperatur und Plasmaleistung besitzen einen großen Einfluß • Der Prozessdruck spielt nur für niedrige Substrattemperaturen eine Rolle • Feinabstimmung durch Zugabe von Wasserstoff möglich • Direkte Kontrolle und Steuerung des Beschichtungsprozess • Vorhersagen über Eigenschaften der Beschichtung (z.B. Stöchiometrie) • Starke Abhängigkeit von Plasmaleistung und Substratmaterial
Ausblick • Optimierung der Parameter zum Erreichen der richtigen Stöchiometrie • Darstellung (polykristalliner) MAX-Phasen • Weitergabe der Proben an ZBT





![[Ti(H 2 O) 6 ] 3+](https://cdn2.slideserve.com/3687415/slide1-dt.jpg)