Download
1 / 43
570 likes | 1.32k Views
Natural Gas to Liquid Fuels Using Ion-Transport Membrane Technology. Process Design & Profitability Analysis of. Doug Muth, Eve Rodriguez, Christopher Sales Faculty Advisor: Dr. Stuart Churchill Senior Design Project 2005. Gas-to-Liquids (GTL). What is Gas-to-Liquids?

E N D
Natural Gas to Liquid Fuels Using Ion-Transport Membrane Technology Process Design & Profitability Analysis of Doug Muth, Eve Rodriguez, Christopher Sales Faculty Advisor: Dr. Stuart Churchill Senior Design Project 2005
Gas-to-Liquids (GTL) What is Gas-to-Liquids? Conversion of natural gas to liquid fuels (e.g., diesel). Natural Gas SYNGAS PRODUCTION FISCHER-TROPSCH SYNTHESIS HYDROCRACKING Diesel
Motivations for GTL • Transportation • Natural gas reserves are often too far from gas pipelines. • Transporting liquid or electricity is more feasible. • Environmental • US EPA regulations require reduction of sulfur content. • GTL naturally produces extra low-sulfur diesel. • High Fuel Quality • High cetane numbers for GTL diesel. • Low aromatic and olefin content.
Design Basis • GTL plant to be located in Ohio. • Minimum DCFRR of 12% required. • Evaluate ion-transport membrane technology for syngas production.
GTL Conversion Strategies • Direct Conversion of CH4 to Methanol • Too difficult to control. • High activation energy required. • No suitable catalyst. • Indirect Conversion Via Synthesis Gas • Syngas converted to long-chain hydrocarbons by the Fischer-Tropsch (FT) reaction. • Syngas production methods: • Steam reforming of methane. • Dry reforming of methane. • Partial oxidation of methane.
Production of Synthesis Gas • Steam reforming of methane. CH4 + H2O → CO + 3H2 (endothermic) • Dry reforming of methane. CH4 + CO2→ 2CO + 2H2 (endothermic) • Partial oxidation of methane.* CH4 + ½ O2→ CO + 2H2 (exothermic) *Optimal H2/CO ratio (2:1) for FT synthesis.
Partial Oxidation of Methane Nearly pure O2 required for partial oxidation. O2 Purification Methods • Cryogenic distillation of air. • Hundreds of equilibrium stages required. • High energy costs of refrigeration. • Substantial capital cost (insulation, compressors, etc). • New Alternative:Oxygen ion-transport membrane. • Potentially cheaper than cryogenic air separation plant. • Membrane not yet commercialized, cost not known.
Ion-Transport Membrane Courtesy of Air Products, Inc. • Membrane provides O2 for syngas production.
Ion-Transport Membrane • Membrane material: non-porous mixed conducting metallic oxides. • Perovskites • LaxA1-xCoFe1-yO3-z • (La = Lanthanides, 0<x<1, A = Sr, Ba, or Ca, 0<y<1, z = number which renders the compound charge neutral) • Conducts O2- through membrane vacancies. • O2 partial pressure gradient creates electrochemical driving force. Courtesy of Air Products, Inc.
GTL Process Overview GTL process divided into four main parts: • Convert CH4 to CO/H2 with membrane reactor. CH4 + 1/2O2→ CO + 2H2 • Convert CO/H2 to synthetic hydrocarbons (Fischer-Tropsch). nCO + 2nH2→ (-CH2-)n + H2O • Hydrocrack synthetic hydrocarbons to fuels (mainly diesel). • Separate hydrocracked product into standard oil fractions.
GTL Process Overview Natural Gas HP Steam 1. Air ITM Reactor (Syngas Production) Turbine and Generator Syngas Excess Electricity 2. Fischer-Tropsch Synthesis H2 Synthetic wax 3. Hydrocracking Fuel Gas Hydrocracked wax Heavy Gas Oil 4. Fractionation Tower Naphtha Kerosene Diesel
Key Equipment Details Fischer-Tropsch Reactor Hydrocracker Distillation ITM Reactor
ITM Reactor Vessel Function: • Convert methane into synthesis gas. Design Details: • T = 1650oF, P = 300 psig • Horizontal “shell/tube” reactor. • 45,000 ft2 membrane area required. • 2900 membrane tubes (OD = 2 in, L = 30 ft). • Inconel Alloy for shell and tubes. • Shell packed with 39,300 lbs nickel/alumina catalyst. CH4 + ½O2→ CO + 2H2 CH4 + H2O → CO + 3H2
Praxair ITM Reactor Model (2002) Steam Reforming Catalyst Bed ITM Membrane Gottzmann et al. (US Patent)
Praxair ITM Reactor Model (2003) Methane & Steam Syngas Steam Reforming Catalyst Bed ITM Membrane Air Halvorson et al. (US Patent) O2-depleted Air
Key Equipment Details Fischer-Tropsch Reactor Hydrocracker Distillation ITM Reactor
Fischer-Tropsch Reactor Function: • Produce long-chain hydrocarbons from synthesis gas. Design Details: • T = 400oF, P = 400 psig • Slurry volume of 3400 ft3. • 276,000 lbs cobalt/ruthenium catalyst required. • Synthesis gas bubbled through bottom. • 13 ft diameter ensures proper gas superficial velocity. • Dynamic settler separates molten wax from catalyst particles. • Stainless steel construction. nCO + 2nH2→ (-CH2-)n + H2O
Fischer-Tropsch Products Anderson-Schulz-Flory Distribution M{n} = (1 - ) n-1 W{n} = n (1 - )2 n-1 For Co/Ru, = 0.94 Mole Fraction M{n} Weight Fraction W{n} Diesel
Key Equipment Details Fischer-Tropsch Reactor Hydrocracker Distillation ITM Reactor
Hydrocracker Reactor Function: • Cracks and isomerizes long-chains to shorter chains. Design Details: • Molten wax trickles down from top. • Hydrogen-rich stream fed through bottom. • T = 725oF, P = 675 psig • Height = 27 ft, ID = 9 ft • 30,000 lbs catalyst bed (0.6% Pt on alumina). • H2/Wax = 0.105 kgH2 / kgwax • WHSV = 2 kgwax / hour - kgcat. • Stainless steel construction.
Modeling the Hydrocracker • From Hydrocracking Kinetic Model • (developed by Pellegrini et al). • Lumped hydrocarbon groups • Hydrocracking reaction pathways • Cracking and isomerization occur.
Modeling the Hydrocracker • From Hydrocracking Kinetic Model • (developed by Pellegrini et al). • MW drops along reactor length. • Longer chains crack more quickly. • Isomerization improves cold properties.
Key Equipment Details Fischer-Tropsch Reactor Hydrocracker Distillation ITM Reactor
Fractionation Tower Function: • Separates HC effluent into standard oil fractions. Design Details: • P = 10 psig, Tcondenser = 100oF, Tbottoms = 725oF • Feed preheated to 725oF and fed on bottom stage. • Steam injected on bottom stage (0.5 lb / bbl bottoms) • 16 Koch Flexitrays. • 6 ft tray diameter, 2 ft spacing 40 ft height • Diesel drawn off at tray 12. • Kerosene drawn off at tray 8. • Naphtha & Fuel Gas in overhead. • Heavy Gas Oil recycled to hydrocracker • Sidedraws eliminate need for multiple towers.
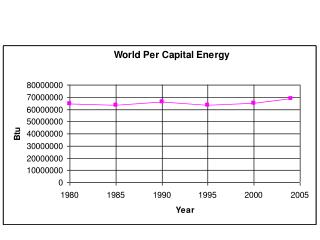
US Proven Natural Gas Reserves (2003) • For a 15 year plant life, required puddle size for plant is 0.263 trillion standard cubic feet (TSCF). • 1.126 trillion SCF available in Ohio. • U.S. Total: 189 TSCF
Profitability Analysis • Membrane price unknown. • Determine maximum membrane cost that still allows profitability. • Criterion: minimum IRR of 12%
Variable Cost Summary Natural gas price trumps other variable costs of operation.
Assumed Product Prices • Diesel Fuel $1.82/gal* • Kerosene $1.24/gal • Naphtha $1.00/gal • HGO 70¢/gal • Electricity 6¢/kW-hr *Assumed 15% higher than typical diesel due to low-sulfur and high cetane number. Source: US DOE
Membrane Cost Tolerability • Membrane costs that give IRR = 12% • NG cost cannot exceed $6/MSCF. PROBLEM: Analysis assume no price correlation between liquid fuels and natural gas!
Energy Price Correlation • Hydrocarbon prices historically show correlation.
Energy Price Correlation • Regression Analysis • R = 0.85 • Diesel changes 16¢/gal for every $1/MSCF change in NG.
New Membrane Cost Tolerability • Shallower slope less dependence on NG price. • Maximum tolerable NG cost increases to $12.5/MSCF. Without price correlation With price correlation
Sample Cash Flow • Assume NG costs $5/MSCF • Assume $5 million membrane investment. • NPV @ 12% is $59 million.
Why not just burn it? • Alternative: Burn the natural gas across a gas turbine to create electricity. • Using data from 2001 senior design project Combined-Cycle Power Generation by Beaver, Matamoros, and Prokopec. • 290 MW possibility @ 57% total efficiency. • Total BM cost of plant: $150 million ($22.6 million + membrane) • Annual sales: $145 million ($68 million) • Total annual costs: $120 million ($38 million) • NPV @ 12% is -$118 million ($59 million) • IRR is only 2.7% Not a competitive alternative!
Conclusions • Profitability is weakly dependent upon natural gas cost. • ITM/GTL profitable at any NG price below $12.5/MSCF. • Current NG prices well-below this limit ($6/MSCF). • Membrane price unlikely to be a prohibitive factor. • NG price of $5/MSCF $26 million max membrane cost allowed ($572/ft2). • BM Cost of plant without membrane is approx. $22.6 million. • Power plant unlikely to be competitive alternative.
Recommendations • Confirm ITM O2 flux rate • Flux rate of 10 cm3/cm2-min assumed for design. • Current research report values from 0.1 to 20 cm3/cm2-min. • Required membrane area strongly dependent on O2 flux rate. • Determine ITM stability and durability. • Investigate low-sulfur, high cetane diesel price. Recommend ITM/GTL plant construction once membrane is commercialized.
Acknowledgements • Professor Leonard Fabiano • Dr. Stuart Churchill • Industrial Consultants • Gary Sawyer • Peter Schmeidler • Adam Brostow • William Retallick • David Kolesar • Henry Sandler • John Wismer