Download
1 / 13
170 likes | 394 Views
Correct component delivered. Correct component ordered. Correct component fitted. Supporting Tools, 6 Steps to Problem Solving. Step 1

E N D
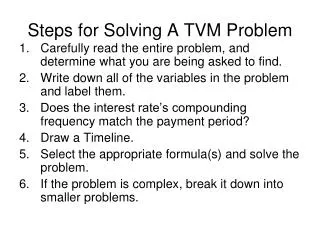
Correct component delivered Correct component ordered Correct component fitted Supporting Tools, 6 Steps to Problem Solving Step 1 There are several methods to aid in clarifying the problem. The first and most commonly used is Pareto Analysis. This identifies problems by type and we usually find that the top 20% of causation factors creates 80% of all problems. E.g. Batch plant cycle account for 54% of the downtime and the Machine breakdown accounts for another 20%. Therefore the problem solving focus should be directed at batch plant and machine function. Why use the 6 Steps? This problem solving technique follows a structured approach whereby the owner of the problem, follows the series of tasks illustrated below. Initial Problem Perception Clarify the Problem & locate the Point of Cause Interrogate the Point of Cause to Identify the Direct Cause Analyze the Direct Cause to Discover the Root Cause When it is not possible to collect statistical data such as that shown above a simple process map is usually the preferred method of identifying the point of cause. The boxes below demonstrate this method and are an actual example. The crosses indicate that the task was not carried out correctly and the tick that nothing could be found wrong with the operation. Decide upon an appropriate Containment Action Develop and Plan the implementation of a suitable & robust Countermeasure Review and test the effectiveness of the Countermeasure Point of cause as the first in a chain of events to be wrongly executed Once the problem has been solved the Countermeasure should now be standardised, to prevent re-occurrence It may take several attempts to achieve the above result as you may start at to lower level, thus creating lots of boxes to be drawn before you arrive at the correct area of the event sequence. Verto Laurus Consulting
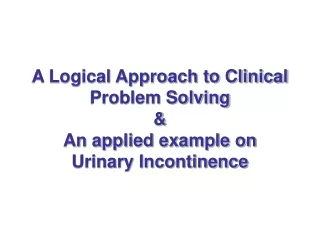
Idea Name Idea A Idea B Idea C Idea D Idea E Paul 1 2 3 4 5 Steff 5 2 1 4 3 Thom 2 1 4 3 5 Adrian 1 2 3 5 4 Per 2 3 1 4 5 Total 11 10 12 20 22 MAN MACHINE Point of Cause METHOD MATERIAL Supporting Tools, 6 Steps to Problem Solving Step 2 Once we have found the point of cause it must be interrogated to establish the direct cause. This is best done using the structured brainstorming approach known as the Cause & Effect Diagram. To enable structure during the brainstorming session each main bone or leg leads to a titled main area . The four main topics are the ones detailed below and are known as the four M’s. Additional boxes can be added as required or other topic headings can be used such as Time, Resources etc. Nominal Group Technique Make a simple graph such as the one below, take the 5 most likely ideas and grade them individually. The scores are then fed into the matrix and as shown below. The majority of the group sees idea E as the most likely cause. This will now become the Direct Cause for further investigation. One of the golden rules of Brainstorming is that no one’s ideas should be mocked or refused to be written down, as this could stifle an individual whom might have more to offer the process. Once the team is exhausted of ideas it is then time to choose the most likely idea which will become the Direct Cause. Unless the direct cause is consensed by the group, however, you may take the wrong path in the rest of your problem solving activities. This can happen quite easily if there is a dominant member in the group. Therefore the emotion can be removed from the process using the following tool, The Nominal Group Technique. If however Steff had been the dominant member of the group the wrong issue could have quite easily have been selected for the next stage. This chart is written onto the back of the worksheet and should be used as a reference document, should we have to return to the problem because the issue was not resolved first time around. The next choice to go onto the next stage would therefore be Idea D as it had the second highest agreed score by the group. Sometimes it may be necessary to go back to the Fish Bone diagram as new issues may have come to light during implementation of the 1st countermeasure. Verto Laurus Consulting
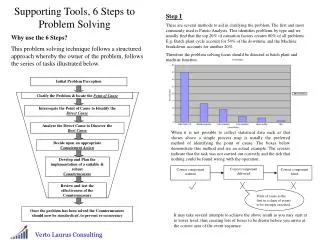
Supporting Tools, 6 Steps to Problem Solving Step 3 In theory this appears to be the simplest of techniques, but in practice it is significantly harder than anything else you will encounter in the problem solving process. The aim is to ask why of the Direct Cause and then to ask why of the subsequent answers until the question why has been asked on average 5 times. Example Why – Do containers get damaged in transit ? Because – Because they slide ? Why – do they slide in transit ? Because – they are not tied or secured. Root Cause No 1 Why – are they not tied or secured ? Because – In trials they did not move. Why – Did they not move in trial but do now ? Because – driver speed was limited to 25 mph to prevent movement? Why – is limit of 25 mph being broken? Because – new fleet of trucks have no limiters ? Root Cause No 2 Never assume an answer always get facts and always try to stay within the realms of that which you are able to solve. For example if you find yourself beginning to talk about Peoples Morals or blaming bad management you are heading down the wrong path as you will not be able to resolve these types of issues. You may also find more than one root cause, as is the case opposite. If this is the case try to resolve them both when planning your countermeasures or escalate to an appropriate owner if specialised, but ask to be kept informed of their progress. Sometimes the 1st root cause resolution is a temporary containment action until the Secondary Root cause can be resolved. Step 4 Now that you know what the Root cause of the problem is, a containment action should be put in place immediately. This is only a short-term solution until the robust countermeasure is put in place. An ideal containment action for the 5 Why’s investigation we have just looked at, would be to ensure that all trucks be fitted with rope and eyes for tying down. The containment will also be useful later on for testing the robustness of the countermeasure. For instance when you remove the containment does the countermeasure hold fast and prevent re-occurrence e.g. Once the trucks are fitted with limiters to 25mph does the sliding of containers cease to be a problem and the subsequent container damage. Verto Laurus Consulting
Supporting Tools, 6 Steps to Problem Solving • Step 5 • Once you have decided upon the best countermeasure, using the tools talked about previously such as Brainstorming and the Nominal Group Technique, you will need to plan their implementation. The planning stage is very important to you as the owner so that you are able to do the following: • Regularly review progress of the project against the plan • Give ownership of issues to those involved • Report back accurately regarding the status • Support any areas where slippage is occurring • Save and use for reference for similar issues in the future. • Areas of the plan that should usually always be included: - • Containment Action in place • Resource allocation for project • Planning what the countermeasure will look like • Making of the countermeasure • Training those involved in using the countermeasure • The implementation date • Status Review Meetings Step 6 The final stages of the problem solving process are to ensure that the countermeasure is effective, and will prevent re-occurrence. This can again be done using a plan to highlight review dates for monitoring, as well as how to monitor and who. Once the team is happy that the countermeasure is successful they then need to standardise it. This can be done using several methods: from placing on daily checklists or writing a formal procedure, to implementing a mechanical method company wide on all like processes. Date Owner 1Containment Action in place 2Resource allocation for project 3Planning what CM will look like 4Making of the countermeasure 5Training 6The implementation date 7Status Review Meetings Action Wk1 Wk2 Wk3 Wk4 Wk5 Illustrates Behind Schedule Illustrates Ahead of Schedule Illustrates on Schedule Verto Laurus Consulting
Supporting Tools, Problem & Countermeasure What is problem & countermeasure? How does it work? • A method of empowering all employees to raise concerns. Problem & Countermeasure is a structured method of highlighting, challenging & solving problems found on a daily basis. • A workgroup based method of documenting concerns • A workgroup method of tracking for closure of concerns • A tool for communication & escalation FEEDBACK TO INITIATOR IDENTIFY A CONCERN ADD CONCERN TO PROB & C/M BOARD FOLLOW FOR COUNTERMEASURE RAISE ISSUES AT MANAGEMENT BOARD REVIEW - WEEKLY MAINTAIN AREA BOARD - DAILY CONTACT A RESPONSIBLE PERSON / DEPT ADD ACTIONS AND TIMINGS TO BOARD INVITE THEM DOWN TO DISCUSS THE CONCERN • What do we use it for ? • Identifying area concerns • Raising awareness (logging problems) • Allocating names & responsibility • Allocating actions with timings • Feedback of activities & status DISCUSS HOW TO COUNTERMEASURE PUT CONTAINMENT IN PLACE DECIDE HOW TO CONTAIN THE CONCERN Usually the sheet is large and displayed on a Problem & Countermeasure board CONTAINMENT & COUNTERMEASURE DATE No. CONCERN RAISED TIMING AGREED RESP Problem & Countermeasure should be owned by the workgroup. It should be stored at the place of work and kept up to date continuously. Verto Laurus Consulting
Problem & Countermeasure allows the workforce to raise issues effecting their team in a structured manner. It allocates solution, responsibility and timing and is a key tool for escalation through the management chain when issues are not dealt with efficiently & effectively. • Problem & Countermeasure is used to enhance and improve: • EMPOWERMENT • OWNERSHIP • TRUST • RESPECT • SAFETY • QUALITY • VOLUME • COST Problem & Countermeasure is a powerful tool and must be maintained by the Work Group to ensure the full benefits are obtained Supporting Tools, Problem & Countermeasure Why use problem & countermeasure? Roles in problem & countermeasure The Management team must support the workgroup by committing to help resolve difficult issues beyond the control of the workgroup MANAGEMENT ROLE: WORKGROUP ROLE: • Support • Coach • Help • Listen • Raise Concerns • Follow for Closure • Give Clear Status • Escalate for Help The Workgroup should try where possible to fix issues in their area and only request help at the Management Reviews when they feel that they are unable to resolve the issue without support. Typical issues to be raised and tracked on sheet? • Benefits of using Problem & Countermeasure • Created and owned by the shop floor • Provides a voice and log of issues effecting the team or workgroup • Enables the shop floor to manage concern resolution • Allows progress to be monitored • Allows escalation where and when needed PPE AREA ERGO PARTS SAFETY FACILITY TOOLING PROCESS EQUIPMENT NEW MODEL HOUSEKEEPING PERSONAL ISSUES ANY DEVIATION FROM NORMAL Verto Laurus Consulting
Supporting Tools, 6 Steps to Problem Solving Verto Laurus Consulting
Supporting Tools, 6 Steps to Problem Solving Verto Laurus Consulting
Explanation of Worksheet Steps 1. Set the Objectives (SMART) SMART stands for: Specific, Measurable, Achievable, Realistic, Time Bound The What - What product or process you are looking at (Be Specific). The Where - In which area are you going to work, plant, process etc. (Be Specific) The When - What date will you start and end. (Time Bound & Realistic) The Who - Name the members of the team that will be responsible for the project. (Be Specific) The Why - The reasoning behind the project and its importance. (Be Specific and Realistic) The How - State your basic plan of action to complete your project on time, and to cost and to get the required results. (Achievable) The Target - Ensure that you have clear targets that can be measured to show the benefits of the project. (Measurable) 2. Analyse the current state Gather as much information as possible to highlight the current condition of the work area, and to explain the benefits gained by the project at the end. Typical Information: • Operator Cycle times • Total Working Area • In Process Stock Levels • Number of Operators • Capital Equipment Requirements • Inventory levels • Safety Issues, ergonomic and environment • Draw a layout of the process and record the walking in process to give a typical distance travelled per shift. • First Time Through percentage • This list is not definitive but is merely a guide. Each process is different and the measurements taken must be linked to the targets to enable you to prove that what you have done has made a difference. Verto Laurus Consulting
Explanation of Worksheet Steps 3. Brainstorming Having all observed the process as a means to gather the data for the previous section, you will all have had thoughts and ideas on how we can improve the process. This section allows you to list all of the ideas for later inclusion in the plan. As with any brainstorming session, we should never refuse a suggestion, or laugh / mock someone who has raised a point. When all of the ideas have been listed we must then categorise them into the following three areas. This is done using the Stoneleigh Matrix, which looks at cost – benefit and time. O – Zero cost and can be done straight away - Low cost and can easily be completed in Project Time X – High cost outside budget or too long lead time All of the above are then rated against benefit, as there will be many ideas that we may not have time within the project. We must therefore select those with the greatest impact on the targets set. 4. Plan changes Plan the best layout to give the following: • Single piece flow • Visibility across the whole process • Balanced workloads at each process stage • Reduction in working area required • Elimination of accident risk To assist in the planning process, a paper doll exercise is useful: Stage 1 – Draw out the current layout to scale, including all racking and equipment. Copy the layout to 100% scale, and cut out paper templates of all equipment required in the process. On blank paper draw out the basic area to the same scale. Stage 2 – Place the equipment in the best possible arrangement to meet lean requirements. Move the cut out equipment pieces to trial new layouts. Check health and safety for all operator areas. Confirm safe clearances for equipment load/unload. Confirm material handling equipment turning circles laden & un-laden. Verto Laurus Consulting
4. Plan Changes Time Item Week 23 Week 24 Week 25 Week 26 Week 27 Write Standard Work Implement & Audit Develop Operator Balance Board Train in 5s Do 5s Workshop Develop 5s Audit Document Begin 5s Audits Develop TPM System Train all in TPM Verto Laurus Consulting
5. Execute the Plan Tasks / Problems Description of Action Rating Who Status Verto Laurus Consulting
Explanation of Worksheet Steps 6. Review new method When complete, celebrate the results of your improvement. Remember, sometimes a simple “thank you and well done” from the right person is enough. 30 day Follow up -- agree with the rest of the team to re-visit the area in 30 days time to ensure the following: • All outstanding actions are closed • All improvements have been sustained • Any issues which have arisen since the change can be addressed 4. Plan changes Paper doll exercise continued: Stage 3 – Involve all departments that will be required to facilitate the move (maintenance for equipment and lighting, MP&L for parts location planning and reduction of parts quantities). The safety officer will need to be involved to agree changes and to lead risk assessments of new processes if radically different from previous process design. Agree changes and draft schedule of tasks to meet time frame. 5. Execute the plan After the plan is complete and all stakeholders have bought in to it, execute the plan. Each team member should use the timeline plan to develop their personal sheet that shows their detailed actions. This sheet also allows tracking using the PDCA cycle. Daily or weekly team meetings are important to monitor progress and communicate issues among the team. For a behind schedule item, team members are to present a catch back plan for agreement by the team. Once agreed their personal sheet is updated with the revised tasks. Team discussion and interaction is helpful in resolving problems or barriers. Verto Laurus Consulting