TRADITIONAL INSTALLATION Open Flame Brazing
30 likes | 159 Views
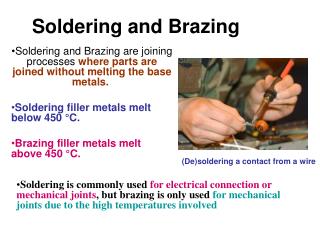
TRADITIONAL INSTALLATION Open Flame Brazing.

TRADITIONAL INSTALLATION Open Flame Brazing
E N D
Presentation Transcript
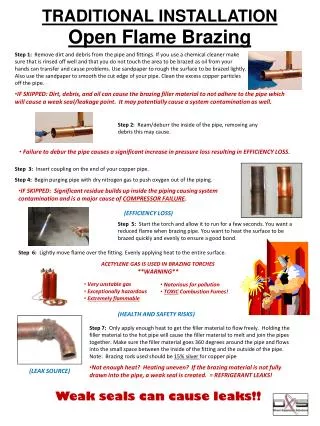
TRADITIONAL INSTALLATION Open Flame Brazing Step 1: Remove dirt and debris from the pipe and fittings. If you use a chemical cleaner make sure that is rinsed off well and that you do not touch the area to be brazed as oil from your hands can transfer and cause problems. Use sandpaper to rough the surface to be brazed lightly. Also use the sandpaper to smooth the cut edge of your pipe. Clean the excess copper particles off the pipe. • IF SKIPPED: Dirt, debris, and oil can cause the brazing filler material to not adhere to the pipe which will cause a weak seal/leakage point. It may potentially cause a system contamination as well. Step 2: Ream/deburr the inside of the pipe, removing any debris this may cause. • Failure to debur the pipe causes a significant increase in pressure loss resulting in EFFICIENCY LOSS. Step 3: Insert coupling on the end of your copper pipe. Step 4: Begin purging pipe with dry nitrogen gas to push oxygen out of the piping. • IF SKIPPED: Significant residue builds up inside the piping causing system contamination and is a major cause of COMPRESSOR FAILURE. (EFFICIENCY LOSS) Step 5: Start the torch and allow it to run for a few seconds. You want a reduced flame when brazing pipe. You want to heat the surface to be brazed quickly and evenly to ensure a good bond. Step 6: Lightly move flame over the fitting. Evenly applying heat to the entire surface. ACETYLENE GAS IS USED IN BRAZING TORCHES **WARNING** • Very unstable gas • Exceptionally hazardous • Extremely flammable • Notorious for pollution • TOXIC Combustion Fumes! (HEALTH AND SAFETY RISKS) Step 7: Only apply enough heat to get the filler material to flow freely. Holding the filler material to the hot pipe will cause the filler material to melt and join the pipes together. Make sure the filler material goes 360 degrees around the pipe and flows into the small space between the inside of the fitting and the outside of the pipe. Note: Brazing rods used should be 15% silver for copper pipe • Not enough heat? Heating uneven? If the brazing material is not fully drawn into the pipe, a weak seal is created. = REFRIGERANT LEAKS! (LEAK SOURCE) Weak seals can cause leaks!!