Download

1 / 3
40 likes | 84 Views
The containerized asphalt plants can be considered as a modern marvel in the field of construction. Its invention will benefit customers with multiple jobsites as the asphalt plants can be easily relocated.

E N D
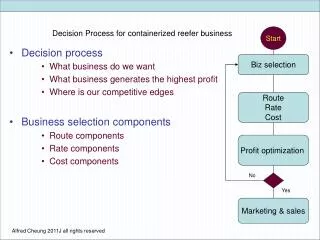
Containerized Asphalt Plants: A Breakthrough for Construction The containerized asphalt plants can be considered as a modern marvel in the field of construction. Its invention will benefit customers with multiple jobsites as the asphalt plants can be easily relocated. In the past, asphalt plants were stationary, and project managers situated far from the asphalt plant will have to transport tons of asphalt across hundreds of miles. While stationary asphalt plants are still economical for their purpose, mobile plants have become a necessity with fast-paced construction projects becoming the norm. Lintec & Linnhoff has ventured into different types of mobile and stationary asphalt batching plants, and what may be considered a breakthrough, the Containerized Asphalt Plants.
Containerized Asphalt Plants: Advantages at the Onset A product of German company Lintec, the containerized asphalt plant was borne from the experiences of the company engineers, and their desire to provide better, more efficient options for asphalt plant production. The result is a modular plant with durable core components, making it easier to transport to any location. The plant components are supplied in 100 % ISO certified sea containers. These containers have been inspected and certified by Dekra. Their design and quality make them durable and easy to transport. It is estimated to deliver a 30% reduction in transport costs compared with other stationary asphalt plants. The modular components are tested at the factory along with the erection and dismantling process. The modular components eliminate the need to create a concrete foundation because their ground area ensures stability. Installing and dismantling will only take a few days, without any permanent structural impact. Long-Term Advantages: Energy Savings The advantages of containerized asphalt plants are not just in the installation and portability. With its screen drum technique, the Containerized Asphalt Plant offers considerable energy savings. This technique combines the drying and screening of the aggregates in a single process. This innovation eliminates the need for a hot elevator. This technology is also used in our Linnhoff asphalt batch plants. Without the hot elevator, there is minimal heat loss which will save energy costs throughout the operational period. Environment Friendly Lintec & Linnhoff Asphalt Plants have asphalt recycling systems that enable the efficient use of Recycled Asphalt Pavement (RAP) material. There are multiple benefits to using RAP. Firstly, it reduces the consumption of resources, translating into lower overhead costs. Second, it also conserves natural resources such as bitumen and aggregates.
The RAP material is made from excavated road pavement and milling waste. With the asphalt recycling system, the asphalt plant can recycle RAP material since it is pulverized by the asphalt recycling granulator and screened into different sizes, according to the system requirements. After this process, it can now be mixed with the virgin aggregates. Full Operational Control The plants that we provide offer full operational control since they were developed with the goal of flexibility and efficiency. You can control all the operations in the plant on your control station, and you may implement changes to maintain the efficiency based on prevalent factors (ex. Weather conditions). The system enables partial or full automation of the production process, based on the parameters that you set.