Download
1 / 22
220 likes | 240 Views
Learn about lean operations and just-in-time (JIT) manufacturing techniques that help eliminate waste, improve productivity, and streamline operations. Explore the benefits of JIT and how it can lead to cost-effective production and delivery.

E N D
Chapter 15 Leanoperations and JIT Source: Tibbet and Britten
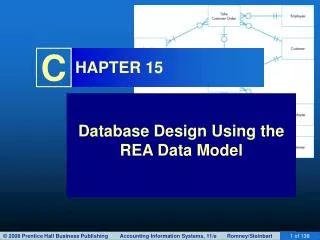
Operations strategy Lean operations and JIT Lean operations and JIT The market requires …specified time, quantity and quality of products and services Operations management Design Improvement The operation supplies … the delivery of products and services only when needed Planning and control
‘The key principle of lean operations is relatively straightforward to understand: it means moving towards the elimination of all waste in order to develop an operation that is faster and more dependable, produces higher quality products and services and, above all, operates at low cost.’
continuous flow manufacture high value-added manufacture stockless production low-inventory production fast-throughput manufacturing lean manufacturing Toyota production system short cycle time manufacturing Synonyms Source: Corbis/Denis Balihouse
buffer inventory buffer inventory stage C stage A stage B orders orders stage B stage C stage A deliveries deliveries JIT material flow Traditional approach JIT approach
focus on producing only when needed JIT approach Traditional approach fewer stoppages lower capacity utilization, but focus on high capacity utilization low inventory so problems are exposed and solved more stoppages because of problems no surplus production goes into inventory more production at each stage high inventory means less chance of problems being exposed and solved extra production goes into inventory because of continuing stoppages at stages JIT and capacity utilization
Improved overall productivity and elimination of waste Cost-effective production and delivery of only the necessary quantity of parts at the right quality, at the right time and place, while using a minimum amount of facilities, equipment, materials and human resources JIT is dependent on the balance between the supplier’s flexibility and the user’s flexibility JIT is accomplished through the application of elements that require total employee involvement and teamwork A key philosophy of JIT is simplification JIT definitions JIT aims to meet demand instantly, with perfect quality and no waste More fully: Source: Empics
The lean philosophy of operations Involve everyone Continuous improvement Eliminate waste JIT as a set of techniques for managing operations JIT as a method of planning and control Basic working practices TPM Pull scheduling Design for manufacture Set-up reduction ‘Kanban’ control Operations focus Total people involvement Levelled scheduling Small, simple machines Visibility Mixed modelling Flow layout JIT supply Synchronization The lean philosophy of operations is the basis for JIT techniques that include JIT methods of planning and control
The 5 S’s Sort (Seiri) Eliminate what is not needed and keep what is needed. Straighten (Seiton) Position things in such a way that they can be easily reached whenever they are needed. Shine (Seiso) Keep things clean and tidy; no refuse or dirt in the work area. Standardize (Seiketsu) Maintain cleanliness and order – perpetual neatness. Sustain (Shitsuke) Develop a commitment and pride in keeping to standards.
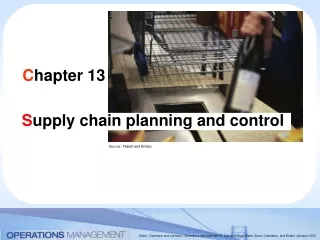
‘Value stream’ mapping • ‘Value stream’ mapping focuses on value-adding activities. It distinguishes between value-adding and non-value-adding activities. It is similar to process mapping but different in four ways: • It uses a broader range of information than most process maps. • It is usually at a higher level (5–10 activities) than most process maps. • It often has a wider scope, frequently spanning the whole supply chain. • It can be used to identify where to focus future improvement activities.
Sales office Operations planning Cash management Forecasts Invoice status Job tracking confirmations Completion confirmation Install Assemble Frame Survey Order Wait in branch Ship to branch and wait Wait for assembly Wait for installers T/T = 0.75 T/T = 0.75 T/T = 5.0 T/T = 0.5 T/T = 0.5 Avail = 100% Avail = 100% Avail = 100% Avail = 100% Avail = 100% C/T = 35 C/T = 17 C/T = 12.5 C/T = 10 C/T = 30 TTT = 258 hrs 48 hrs 96 hrs 58 hrs 48 hrs 60 mins 30 mins 5 hrs 60 mins 30 mins V-A T = 8 hrs T/T = Task time TTT = Total throughput time V-A T = Value-added time C/T = Cycle time ‘Value stream’ map for an industrial air-conditioning installation service
Inventory level Inventory level Delivering smaller quantities more often can reduce inventory levels
operation over-production waiting time movement transport inspection process inventory delay motion defective goods storage Types of waste: Which of these symbols signify non-value- adding activities? Waste (muda) Activities: • influencing the throughput efficiency
WIP Defective materials productivity problems Scrap Rework Downtime The problem with inventory Reduce the levelof inventory (water) to reveal the operations’ problems WIP Defective materials productivity problems Scrap Rework Downtime
The conventional Western approach is to purchase large machines to get ‘economies of scale’. These often have long, complex set-ups, and make big batches, quickly creating ‘waste’. Small machines
easy to move (layout) quick set-up planned maintenance easier flexible scheduling options cheaper tooling flexibility economies of scope emphasis: fewer set-ups needed Using several small machines rather than one large one allows simultaneous processing, is more robustand is more flexible JIT small machines approach:
‘Traditional’ production systems often accept waste and use the insurance of all types of inventory gradual reduction of inventory identify exposed problems eliminate these problems repeat the cycle continuous improvement insmall steps, to expose wasteand eliminate it emphasis: Visible, enforced improvement In JIT systems:
Scheduling in large batches Batch size A = 600, B = 200, C = 200 250 A 250 A 100 A 50 B 250 A 250 A 100 A 50 B 200 C 150 B 150 B 200 C 600 A 200 B 200 C 600 A 200 B 200 C Levelled scheduling Batch size A = 150, B = 50, C = 50 150 A 150 A 150 A 150 A 150 A 150 A 150 A 150 A 50 B 50 B 50 B 50 B 50 B 50 B 50 B 50 B 50 C 50 C 50 C 50 C 50 C 50 C 50 C 50 C 150 A 50 B 50 C 150 A 50 B 50 C 150 A 50 B 50 C 150 A 50 B 50 C 150 A 50 B 50 C 150 A 50 B 50 C 150 A 50 B 50 C 150 A 50 B 50 C Levelled scheduling equalizes the mix of products made each day
complex structures PERT MRP JIT and/or MRP simple structures simple routings complex routings JIT, MRP, or both? JIT
Just-in-time (JIT) A method of planning and control and an operations philosophy that aims to meet demand instantaneously with perfect quality and no waste. Kaizen Japanese term for continuous improvement. Set-up reduction The process of reducing the time taken to change over a process from one activity to the next; also called single minute exchange of dies (SMED) after its origins in the metal pressing industry. Key Terms Test
Single minute exchange of dies (SMED) Alternative term for set-up reduction. Andon A light above a workstation that indicates its state: whether working, waiting for work, broken down, etc. Andon lights may be used to stop the whole line when one station stops. Key Terms Test
Kanban Japanese term for card or signal; it is a simple controlling device that is used to authorize the release of materials in pull control systems such as those used in JIT. Levelled scheduling (Heijunka) The idea that the mix and volume of activity should even out over time so as to make output routine and regular, sometimes known by the Japanese term ‘heijunka’. Key Terms Test