Chapter 7: Dislocation and Strengthening Mechanism
850 likes | 1.69k Views
Chapter 7: Dislocation and Strengthening Mechanism. Why Study ?

Chapter 7: Dislocation and Strengthening Mechanism
E N D
Presentation Transcript
Chapter 7: Dislocation and Strengthening Mechanism • Why Study ? • With a knowledge of the nature of dislocation and the role they play in the plastic deformation process, we are able to understand the underlying mechanisms of the techniques that are used to strengthen and harden metals and alloys.
DISLOCATIONS and PLASTIC DEFORMATION7.2 Basic Concepts • Dislocation Types • Edge Dislocation • Screw Dislocation • Review from Chapter 4 notes
Chapter 4 (Review)4.4 Dislocations __ Linear Defects • A dislocation is a linear or one-dimensional defect around which some of the atoms are misaligned. • Edge dislocation: An extra portion of a plane of atoms, or half-plane, the edge of which terminates within the crystal. (shown in figure ) • Dislocation line: For the edge dislocation in Figure, it is perpendicular to the plane of the paper.
Chapter 4 (Review)4.4 Dislocations __ Linear Defects (Contd.) • Within the region around the dislocation line, there is some localized lattice distortion. • Atoms above the line are squeezed together • Those below are pulled apart • Results in slight curvature for the vertical planes of atoms as they bend around this extra-half plane • At far position, the lattice is virtually perfect. • extra half-plane in the upper portion extra half-plane in the bottom portion
Chapter 4 (Review)4.4 Dislocations __ Linear Defects • Screw Dislocation : May be thought of as being formed by a shear stress that is applied to produce the distortion as shown in figure. • The upper front region of the crystal is shifted one atomic distance to the right relation to the bottom portion. • Atomic distortion is also linear and along a dislocation line, Line AB. • Derived name from the spiral or helical path or ramp traced around the dislocation line. Symbol in Figure
Chapter 4 (Review)4.4 Dislocations __ Linear Defects • Most dislocations found in crystalline materials are probably neither pure edge nor pure screw, but mixed. • All three dislocations are represented in Figure 4.5 • The lattice distortion that is produced away from the two faces is mixed, having varying degrees of screw and edge character.
Plastic deformation corresponds to the motion of large number of dislocations. • An edge dislocation moves in response to a shear stress applied in a direction perpendicular to its line • Figure shows the mechanics.
When the shear stress applied, • Plane A is forced to the right • This in turn pushes the top halves of planes B, C, D, and so on. • If the applied stress is of sufficient magnitude, • The inter-atomic bonds of plane B are severed along the shear plane • The upper half of plane B becomes the extra half-plane • Plane A links up with the bottom half-plane of plane B • This process is subsequently repeated • Ultimately this extra half-plane may emerge forming an edge that is one atomic distance wide • Atomic arrangement of the crystal • Only during passage of the extra half-plane the lattice structure is disrupted • Before and after the movement of a dislocation ordered and perfect
SLIP The process by which plastic deformation is produced by dislocation • Slip plane the crystallographic plane along which the dislocation line traverses • Macroscopic plastic deformation simply corresponds to permanent deformation that results from the movement of dislocations, or slip, in response to an applied shear stress • The direction of movement for • For an edge is parallel to the applied shear stress • For Screw dislocation is perpendicular • Net plastic deformation for both is same
Dislocation Motion • Dislocation moves along slip plane in slip direction perpendicular to dislocation line • Slip direction same direction as Burgers vector Edge dislocation Adapted from Fig. 7.2, Callister 7e. Screw dislocation
Dislocation motion is analogous to the mode of locomotion employed by a caterpillar • Forms hump near its posterior end by pulling last pair of legs a unit leg distance hump propelled forward by repeated lifting and shifting when hump reached the anterior end, the entire caterpillar has moved forward by the leg separation distance.
Some dislocations in all crystalline materials were introduced during • Solidification • Plastic deformation • Thermal stresses • Dislocation density expressed as • Total dislocation length per unit volume, or equivalently (mm/mm3) • The number of dislocations that intersect a unit area of a random section (mm-2) • Carefully solidified crystals have low values: 103 mm-2 • Heavily deformed metal have high values: 109 to 1010 mm-2 • Heat treating a deformed metal diminishes to: 105 to 106 mm-2
7.3 Characteristics of Dislocations • When metals are deformed plastically, • Some fraction of the deformation energy (approx. 5%) is retained internally • Remainder is dissipated as heat • Major portion of stored energy is as strain energy associated with dislocations. • Lattice distortions may be considered to be strain fields • That radiate from the dislocation line • Extend into the surrounding atoms • Magnitude decreases with radial distance from the dislocation.
Atoms immediately above and adjacent to the dislocation line squeezed together experiencing compressive strain • Atoms directly below tensile strain • Shear strain also exist in the vicinity of edge dislocation • For screw dislocation, lattice strains are pure shear only
Strain fields surrounding dislocations in close proximity may interact • Examples • Two edge dislocations having same sign and identical slip plane • Compressive and tensile strain field for both lie on the same side of the slip plane • Strain field interaction mutual repulsive force that tends to move them apart.
Two dislocations of opposite sign and having the same slip plane • Attract each other • Dislocation annihilation will occur when they meet • Two extra half-planes align and become a complete plane • Are possible between edge, screw, and/or mixed dislocations • Result in strengthening mechanism for metals.
7.4 Slip Systems • Dislocations produce atomic dislocations on specific crystallographic slip planes and in specific crystallographic slip directions. • Slip is favored on close-packed planes since a lower shear stress for atomic displacement is required than for less densely packed planes Plane having greatest planar density Slip Plane • If slip on the closed-packed planes is restricted due to local high stresses, for example, then planes of lower atomic packing can become operative • Slip in the closed-packed directions is also favored since less energy is required to move the atoms from one position to another if the atoms are closer together Directions having highest linear density Slip Direction A combination of a slip plane and a slip direction is known as Slip System.
Deformation Mechanisms Slip System • Slip plane - plane allowing easiest slippage • Wide interplanar spacings - highest planar densities • Slip direction- direction of movement - Highest linear densities • FCC Slip occurs on {111} planes (close-packed) in <110> directions (close-packed) => total of 12 slip systems in FCC • in BCC & HCP other slip systems occur Adapted from Fig. 7.6, Callister 7e.
For metals with FCC structure, slip takes place • On the close-packed octahedral planes: • In the closed-packed directions: • There are eight {111} octahedral planes which are crystallographically equivalent same planar density • Planes at opposite faces, which are parallel, are considered the same type of (111) slip plane • Therefore, there are only four different types of (111) slip planes in the FCC crystal structure • Each (111)-type plane contains three directions, which are crystallographically equivalent. • Reverse directions are not considered different slip directions • Thus, for FCC lattice structure 4 unique slip planes x 3 independent slip directions = 12 slip systems
Possible slip systems for BCC and HCP are listed in Table 7.1 • Metals with FCC or BCC crystal structures have a relatively large number of slip systems (at least 12) • These metals are quite ductile because plastic deformation is normally possible along the various systems • HCP metals having few active slip systems are normally quite brittle.
7.5 Slip in Single Crystal • Edge, Screw, and mixed dislocations move in response to shear stresses applied along a slip plane and in a slip direction. • Even for applied pure normal (tensile or compressive) stress, shear stress exists at all but parallel or perpendicular alignments to the applied stress direction. resolved shear direction • Magnitude of resolved shear stress: • A metal single crystal has a number of different slip systems • Resolved shear stress normally differs for each one
STRESS AND DISLOCATION MOTION • Crystals slip due to a resolved shear stress, tR. • Applied tension can produce such a stress. slip plane normal, ns slip direction slip direction slip direction 4
Critical resolved stress ( tcrss ) • Minimum shear stress required to initiate slip • Property of material that determines when yielding occurs
CRITICAL RESOLVED SHEAR STRESS • Condition for dislocation motion: • Crystal orientation can make it easy or hard to move disl. 5
Single Crystal Slip • Slip occurs along a number of equivalent and most favorably oriented planes and directions at various positions along the length. • On surface these appears as lines (Figure 7.9) Adapted from Fig. 7.9, Callister 7e. Adapted from Fig. 7.8, Callister 7e.
Ex: Deformation of single crystal a) Will the single crystal yield? b) If not, what stress is needed? =60° crss = 3000 psi So the applied stress of 6500 psi will not cause the crystal to yield. =35° Adapted from Fig. 7.7, Callister 7e. = 6500 psi
So for deformation to occur the applied stress must be greater than or equal to the yield stress Ex: Deformation of single crystal What stress is necessary (i.e., what is the yield stress, sy)?
7.6 Plastic Deformation of Polycrystalline Materials • Random crystallographic orientations of the numerous grains, the direction of slip varies from one grain to another deformation and slip is complex • Photomicrograph of a polycrystalline copper specimen • Before deformation, the surface was polished • Slip lines visible • Two sets of parallel yet intersecting sets of lines It appears that two slip systems operated • The difference in alignment of the slip lines for the several grains variation in grain orientation
Gross plastic deformation distortion of individual grain by means of slip • Mechanical integrity and coherency are maintained grain boundaries usually do not come apart or open up. • Each individual grain is constrained by its neighboring grains. • Figure 7.11 shows plastic deformation • Before deformation, grains equiaxed (have approx. same dimension in all direction) • After deformation, grains elongated along the direction of extension or loading
Polycrystalline materials arestronger • greater stresses are required to initiate slip and yielding • Due to geometrical constraints imposed on the grains • Even a favorably oriented single grain can not deform until the adjacent less favorably oriented grains are capable of slip also requires a higher applied stress level.
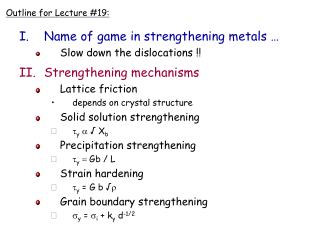
Mechanism of Strengthening in Metals • The ability of a metal to plastically deform depends on the ability of dislocations to move. • Hardness and strength are related to the ease with which plastic deformation can be made to occur • To enhance mechanical strength reduce dislocation mobility greater mechanical forces required to initiate plastic deformation. • Strengthening mechanism for single phase metal • By grain size reduction • Solid-solution alloying • Strain-hardening
7.8 Strengthening by Grain Size Reduction • Adjacent grains have different crystallographic orientation • During plastic deformation, slip or dislocation motion must take place across the common boundary (from grain A to grain B) • Grain boundary acts as a barrier to dislocation motion for two reasons: • Two grains are of different orientation a dislocation have to change its direction of motion becomes more difficult as crystallographic misorientation increases. • Atomic disorder within a grain boundary region will result in a discontinuity of slip planes from one grain into the other.
Hall-Petch Equation: For many materials, Yield strength varies with grain size as d: average grain diameter s0 and ky are material constants • Figure 7.15 shows strength variation for brass • Hall-Petch equation is not valid for very large and extremely small grain materials
High-angle grain boundaries • Dislocations may not traverse grain boundaries during deformation • A stress concentration ahead of a slip plane in one grain may activate sources of new dislocation in an adjacent grain. • Small-angle grain boundaries • Not effective in interfering because of slight misalignment • Twin boundaries • Effectively block slip and increase the strength of the material • Boundaries between two different phases • Impediment (obstacle/barrier) to movements of dislocations • Important in strengthening complex alloys
7.9 Solid Solution Strengthening • Another technique to strengthen and harden metals is alloying • Adding impurity atoms that go into either substitutional or interstitial solid solution • High-purity metals are almost always softer and weaker • Fig 7.16 shows the effect of alloying nickel in copper
Alloys are stronger than pure metals • Impurity atoms impose lattice strain on surrounding host atoms • Lattice strain field interaction between dislocation and impurity atoms result dislocation movement is restricted • An impurity atom that is smaller than a host atom substitution results tensile strains on the surrounding crystal lattice ( Fig 7.17a) • Larger substitutional atom imposes compressive strains in its vacinity (Fig 7.18a)
Solute atoms tend to diffuse to and segregate around dislocations reduce strain energy to cancel some lattice strain surrounding a dislocation • To accomplish this, • a smaller impurity atom is located where its tensile strain will partially nullify some of the dislocation’s compressive strain • A larger atom to nullify tensile strain of dislocation Figure 7.17b and 7.18b • Resistance to slip is greater • Overall lattice strain must increase if dislocation is torn away from them • Same strain interaction exist between atoms and dislocation that are in motion during plastic deformation greater applied stress is needed to initiate and continue plastic deformation
7.10 Strain Hardening • Strain hardening a phenomenon whereby a ductile material becomes harded and stronger as it is plastically deformed. • Also known as work-hardening or cold working • Most metals strain harden at room temperature • Degree of plastic deformation is expressed as percent cold work (%CW)
Figure demonstrates effect of cold work on steel, brass and copper • Loading to plastic deformation, unloading and then reloading requires more applied load or stress to yield metal becomes stronger
Why more stronger ? • On the average, dislocation-dislocation strain interactions are repulsive • Dislocation density increases due to • Deformation or cold work • Dislocation multiplication • Formation of new dislocations • Net result motion of dislocation is hindered by the presence of other dislocations higher imposed stress is needed to deform a metal
Recovery, Recrystallization, and Grain Growth • Plastic deformation of polycrystalline metal at temperatures lower than its melting temperature produces micro-structural and property changes includes • A change in grain shape • Strain hardening • Increase in dislocation density • Some fraction of deformation energy (about 5%) stored in metal as strain energy • Associated with tensile, compressive and shear zones around newly created dislocations • Other properties (such as electrical conductivity and corrosion resistance ) may be modified by plastic deformation.
Modified Properties and structures due to plastic deformation (cold work) • May revert back to the precold-worked states by Annealing • Annealing is a heat treatment process • Restoration due to due different processes at elevated temperatures • Recovery • Recrystallization • Above processes may be followed by grain growth.