INDUCTION HEATING
INDUCTION HEATING. Presented by T ASUEEF GILL.TE-307-223 RAJESH KUMAR.TE-307-324 DANISH KUMAR.TE-307-213 WAQAS AHMAD.TE-307-231. Basic Principle. Based on the working principle of Transformer(Electro-magnetic induction).

INDUCTION HEATING
E N D
Presentation Transcript
INDUCTION HEATING Presented by TASUEEF GILL.TE-307-223 RAJESH KUMAR.TE-307-324 DANISH KUMAR.TE-307-213 WAQAS AHMAD.TE-307-231
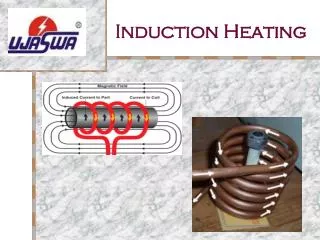
Basic Principle • Based on the working principle of Transformer(Electro-magnetic induction). • Primary winding is magnetically coupled with metal piece(acting as single turn short circuited secondary) to be heated. • When alternating current passes through primary,it induces eddy current in the metal piece.
Basic Principle Induced eddy current depends on (1)magnitude of primary current, (2)Turn ratio, (3)Magnetic coupling As large turn ratio,reasonable primary current and good magnetic coupling is provided so current becomes very large in the metal piece,resulting high power loss in the form of heat.
Skin Effect in Induction Heating • High frequency used in induction heating applications gives rise to a phenomenona called skin effect. • The skin effect increases the effective resistance of the metal to the passage of the large current. • Therefore it greatly increases the heating effect caused by the current induced in the workpiece.
For Ferromagnetic Materials • In Ferromagnetic materials additionally rapid flipping of the magnetic domains causes considerable friction and heating inside the material. Heating due to this mechanism is known as Hysteresis loss. • Hysteresis loss is large contributing factor for the heat generated in ferromagnetic materials. • For this reason heating by induction in ferrous materials is easier than non-ferrous materials.
Requirements For Induction Heating • Theoratically only 3 things are essential to implement induction heating: • A source: of High Frequency electrical power • A work coil: to generate the alternating magnetic field • A workpiece:electrically conductive workpiece to be heated.
Requirements For Induction Heating • But practically little more complexity due to: • Matching network: to get good power transfer • Water cooling systems: in high power induction heaters to remove waste heat. (3) Control electronics: to control the intensity of the heating action,ensure consistent results, and to protect the system from adverse operating conditions. However, the basic principle of operation of any induction heating remains the same as described earlier.
Effect of Supply Frequency • Heat per unit volume is proportional to the square root of the frequency. • At higher frequencies,heat contributed by the hysterisis loss becomes very small as compared to the eddy current. • Depth of penetration for a given material is inversely proportional to the supply freq. • For more conductive materials high frequency is required. • To produce same amount of heat in magnetic materials less frequency is required.
Effect of Source Voltage If we increase the applied ac voltage flux density(in workpiece) also increases,and causes increase in: • Eddy current loss • Hysteresis loss So,overall heating effect increases.
Advantages of I.H. • Since it is non-contact, the heating process does not contaminate the material being heated. • It is also very efficient since the heat is actually generated inside the workpiece. • Clean heating. • Unskilled persons can operate.
Advantages of I.H. • Rate of heating the workpiece is very high,order of 0.5 W/m2. • Concentrated heat near the surface of workpiece,thus very useful in surface hardning of steel. • Less wastage of heat. • Can be satisfactorily done in vacuum,or in inert gas or any other gas. • Accurate temperature control.
Applications of I.H. • for sealing the anti-tamper seals that are stuck to the top of medicine and drinks bottles. • "getter firing" to remove contamination from evacuated tubes such as TV picture tubes, vacuum tubes, and various gas discharge lamps. • Zone purification used in the semiconductor manufacturing industry. This is a process in which silicon is purified by means of a moving zone of molten material.
Applications of I.H. • Surface hardning of steel. • Annealing of brass and bronze items. • Soldering or brazing of copper. • Melting of metals. • Other applications include melting, welding and brazing of metals. Induction cooking hobs and rice cookers.