Download
1 / 8
80 likes | 176 Views
Comprehensive quality control process at Duke University stringing station including HV testing, tension measurement, signal testing, and wire replacement if needed. Criteria for acceptance, leak rate, and signal shape are strictly followed. Faulty wires are identified and re-strung. A detailed examination ensures module integrity before gain mapping.

E N D
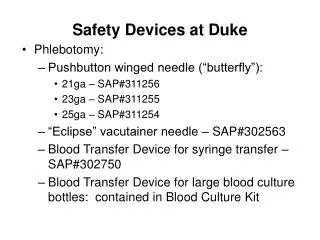
After completion of stringing (still in the stringing station) • HV testing of each straw at 1700 volts in air • No arcing • Current <10 mA • About 5-10% wires fail • Replace them. • Tension measurement. Acceptance criteria • 128 Hz < Tension < 170 Hz • Tfront – Tback < 3 Hz • About ~1% wires fail the test • Replace them • Seal the tension plate and purging volume • Straw volume <1 mb/bar/min • Purging volume < 10 mb/bar/min
Signal Test • Use X-ray scanner • Ar-CO2(70-30) but no CO2 in the purging volume • Current is recorded at 1600 Volts. • No attempt to reduce the current below ~100 nA but the current draw is typically less than a few hundred nA after fixing noisy channels. • Wires with HV problem are removed and re-strung if necessary. Usually there are one or two wires per module with the problem. • No problem for a few days • ADC spectrum is recorded from the front and back. • Check the signal shape and counting rate. • Reverse voltage is applied to the noisy straws • There are a couple of channels per module fail the signal test. These wires are removed and re-strung if necessary. • Bad wire-joint: front and back are connected • No signal: a wire is not connected to a socket • Very noisy channel
When modules leave Duke, no more than 1% of straws are dead. The passport has a list of bad wires with reasons for failure. ~1/2 of the wires can be saved with re-stringing. • Dimension check • Use the fixture from IU to make sure module dimensions are within the specification. • Ready for gain mapping.