CONstant Work In Process ( CONWIP )
CONstant Work In Process ( CONWIP ). Analisi comparata tecniche di controllo avanzamento. Sommario. Parte 1 : Definizione CONWIP Analisi della letteratura: articoli di riferimento principali fonte degli articoli classificazione Parte 2 : Funzionamento e varianti del CONWIP

CONstant Work In Process ( CONWIP )
E N D
Presentation Transcript
CONstant Work In Process ( CONWIP ) Analisi comparata tecniche di controllo avanzamento
Sommario • Parte 1: • Definizione CONWIP • Analisi della letteratura: • articoli di riferimento principali • fonte degli articoli • classificazione • Parte 2: • Funzionamento e varianti del CONWIP • Confronto con altre tecniche: • Push System • Kanban • Synchro-MRP • Contesti applicativi • Svantaggi del CONWIP • Parte 3: • Tecniche ibride e personalizzate • Parte 4: • Possibili sviluppi futuri
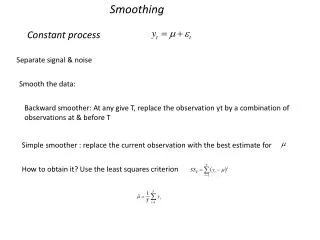
Definizione CONWIP Il Constant Work In Process è una tecnica di controllo avanzamenti con logica ibrida push-pull, che limita il numero totale di parti all’interno del sistema nello stesso momento fissando un valore costante del Work In Process totale (da cui il nome)
Articoli di riferimento principali SPEARMAN, M. L.; WOODRUFF, D. L.; HOPP, W. J.; 1990, “CONWIP: a pull alternative to kanban”. International Journal of Production Research, vol. 28, no. 5, pp. 879-894. SPEARMAN, M. L.; ZAZANIS, M. A.; 1992, “Push and pull production systems: issues and comparisons”. Operations Research, vol. 40, no. 3, pp. 521-532. SPEARMAN, M. L.; 1992, “Customer service in pull production systems”. Operations Research, vol. 40, no. 5, pp. 948-958. OVALLE, O. R.; MARQUES, A. C.; 2003, “Exploring the utilization of a CONWIP system for supply chain management. A comparison with fully integrated supply chains”. International Journal of Production Economics, vol. 83, pp. 195-215.
Argomento articolo Presentazione CONWIP Presentazione altre tecniche Confronto tra tecniche Implementazione Argomenti vari con CONWIP Calcolo cartellini Distribuzione cartellini Dimensioni lotto Gestione scorte Scheduling Dispatching rule Backlog Produttività WIP % backorders Setup Capacità Cycle time Lead time Service level Altre
Centralità del CONWIP nell’articolo * * Gli articoli non nominano il CONWIP, ma sono presi come importante riferimento da altri
Valutazione articoli Valutazione
Scarsità dei casi studio (5 articoli su 73)
Obiettivo dei fondatori Spearman et al. (1990) propongono il CONWIP come un sistema di gestione della produzione: • che possiede i benefici di un sistema “pull” e • che può essere usato in un’ampia varietà di ambienti manifatturieri
Num. Tipo Quantità 1 B 20 2 B 40 3 A 30 • B 40 • … Schema CONWIP Cartellino che autorizza il contenitore ad entrare nel sistema Cartellino staccato al contenitore standard all’uscita del sistema Materie Prime Prodotti Finiti Rastrelliera Contenitori standard con attaccato il cartellino A A B WS 1 WS 2 WS 3 WS N B Sistema di N stazioni Backlog List Primo arrivato primo servito Ordine codice Avanzamento a lavoro completato WS= Stazione di lavoro = Contenitore Standard di Prodotto A = Contenitore Standard di Prodotto B = Cartellino
Condizioni per l’ingresso Affinché un lavoro entri nel sistema, devono essere presenti: • un ordine di produzione in Backlog List • un cartellino (autorizzazione) • le materie prime Backlog List Cartellino Manufacturing System MP
Regole di priorità Lista Backlog • Può essere utilizzata una delle classiche regole di priorità (FCFS, SPT, EDD, ecc.) • Mantenere la lista di backlog è responsabilità del personale addetto alla produzione e dello staff di controllo scorte. • È permesso riordinare la backlog e/o aggiungere codici di parti ad essa. • In nessun caso è permesso forzare l’inizio di un lavoro senza un cartellino presente Backlog (lista di priorità per l’ingresso nel sistema) Lista di priorità per i centri di lavoro (tranne il primo perché segue la Backlog) • La politica comunemente utilizzata è “first come first served” (FCFS). • Le uniche eccezioni sono le rilavorazioni, a cui è data priorità più alta. • Possono comunque essere utilizzate altre regole di priorità al posto delle FCFS Lista di priorità per i centri di lavoro all’interno del sistema
Combinazioni linee-cartellini illustrate = varianti illustrate schematicamente
Num. Tipo Quantità 1 B 20 2 B 40 3 A 30 • B 40 • … Variante 1 Anonimo in linea semplice Materie Prime Prodotti Finiti Rastrelliera A A B WS 1 WS 2 WS 3 WS N B Sistema di N stazioni Backlog List Ordine codice WS = Stazione di lavoro = Contenitore Standard di Prodotto A = Contenitore Standard di Prodotto B = Cartellino
Variante 2 Anonimo evoluto in linea semplice Backlog Rastrelliera Cartellini Ordine per A Autorizzazione del cartellino Cartellino staccato Ordine per B A A Prodotti Finiti Materie prime WS N WS 1 WS 2 WS 3 B B Lista di priorità per il centro di lavoro 2 Lista di priorità per il centro di lavoro 3 Lista di priorità per il centro di lavoro N Movimentazione a lavoro ultimato Movimentazione a lavoro ultimato
Variante 3 Specifico in linea semplice Backlog per prodotto A Cartellini specifici per A A A Autorizzazione per A Prodotti Finiti WS 1 WS 2 WS N Materie prime Autorizzazione per B B B Cartellini specifici per B Backlog per prodotto B
Variante 4 Specifico evoluto in linea semplice Backlog per prodotto A Cartellini specifici per A Movimentazione a lavoro ultimato Autorizzazione per A A A WS 1 WS 2 WS N Prodotti Finiti Materie prime B B Lista di priorità per il centro di lavoro 2 Lista di priorità per il centro di lavoro N Backlog per prodotto B Autorizzazione per B Cartellini specifici per B
Variante 5 Anonimo in linee con centro di lavoro condiviso Prodotti finiti per linea 1 Materie prime per linea 1 Cartellini per linea di produzione 1 Centro di lavoro condiviso Prodotti finiti per linea 2 Materie prime per linea 2 Cartellini per linea di produzione 2 Fonte: Hopp et al. (1998)
Variante 6 Anonimo in linee con stazione di assemblaggio Materie prime per linea 1 Cartellino Prodotti finiti Linea 1 Stazione di assemblaggio Linea 2 Materie prime per linea 2 Fonte: Duenyas (1994) B
Vantaggio del CONWIP su Push System È più facile controllare il WIP CONWIP risulta migliore
Schema semplificato dei flussi CONWIP : Kanban : Flusso dei materiali Flusso cartellini kanban Flusso cartellini CONWIP
Parametri di controllo Parametri da fissare Per il CONWIP Per il Kanban Il numero di cartellini CONWIP Il numero di Kanban tra la I coppia di centri Il numero di Kanban tra la II coppia di centri Il numero di Kanban per ultima coppia di centri Kanban controlla il WIP di ogni stadio CONWIP controlla il WIP dell’intero sistema Il Kanban ha bisogno di un numero maggiore di parametri di controllo
Schema semplificato dei flussi CONWIP : Synchro-MRP : Flusso dei materiali Flusso cartellini Synchro Flusso cartellini CONWIP
Parametri di controllo Parametri da fissare Per il CONWIP Per il Synchro-MRP Il numero di cartellini CONWIP Il numero di Kanban tra la I coppia di centri Il numero di Kanban tra la II coppia di centri Il numero di Kanban per ultima coppia di centri Come per il Kanban, il Synchro-MRP controlla il WIP di ogni stadio Il CONWIP controlla il WIP dell’intero sistema Il CONWIP ha bisogno di un numero minore di parametri di controllo
Contesti applicativi Kanban (PULL) CONWIP (PUSH-PULL) Push System (PUSH) Produzione Non Ripetitiva Produzione Ripetitiva Produzione Semiripetitiva Synchro-MRP / CONWIP (PUSH-PULL)
Sistemi produttivi di applicazione del CONWIP Il CONWIP potrebbe operare: • sull’intero processo produttivo • su sottosistemi del processo produttivo, se quest’ultimo fosse troppo lungo • su una linea manifatturiera • su un sistema composto da più linee manifatturiere • dentro una cella manifatturiera • su un sistema composto da più celle manifatturiere • sull’intera Supply Chain
Svantaggi del CONWIP: • Può richiedere uno spazio di stoccaggio tra gli stadi maggiore rispetto al kanban e al Synchro-MRP, perché tutti i contenitori pieni possono accumularsi tra ogni due stadi • Non considera l’impatto che un centro di lavoro collo di bottiglia può avere sulle performance di una linea manifatturiera nel caso di un’errata scelta dei parametri
Tecnica Ibrida Kanban-CONWIP È una tecnica mista kanban CONWIP, proposta da Bonvik (1996) In pratica è un kanban a cui all’ultima stazione della linea vengono tolti i relativi cartellini kanban e vengono aggiunti i cartellini CONWIP per l’intero sistema Kanban CONWIP Ibrida kanban-CONWIP Flusso dei materiali Flusso cartellini kanban Flusso cartellini CONWIP
Differenze di WIP medio (a parità di produttività e di livello di servizio) Fonte: Bonvik (1996)
Tecnica Generica Kanban-CONWIP È una tecnica mista kanban CONWIP, proposta da Gaury et al. (2000) In pratica è un CONWIP a cui vengono aggiunti i cartellini kanban ad ogni stazione della linea, compresa l’ultima, a differenza di Ibrida kanban-CONWIP di Bonvik (1996) che ne è sprovvista Kanban CONWIP Generica kanban-CONWIP Flusso dei materiali Flusso cartellini kanban Flusso cartellini CONWIP