Quality Control
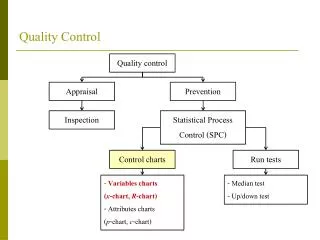
Quality Control. Quality control. Prevention. Appraisal. Statistical Process Control (SPC). Inspection. Control charts. Run tests. Variables charts ( x -chart, R -chart) Attributes charts ( p -chart, c -chart). Median test - Up/down test.

Quality Control
E N D
Presentation Transcript
Quality Control Quality control Prevention Appraisal Statistical Process Control (SPC) Inspection Control charts Run tests • Variables charts • (x-chart, R-chart) • Attributes charts • (p-chart, c-chart) • Median test • - Up/down test
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable • -chart และ-chart -chart -chart
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable จากแผนภูมิควบคุมค่าเฉลี่ยพบว่า x ของตัวอย่างที่ 23 มีค่าเท่ากับกับ 220 ซึ่งมากกว่าค่าของขีดจำกัดควบคุมด้านบน (217.82) และจากแผนภูมิควบคุมพิสัย R พบว่าตัวอย่างที่ 16 มีค่าเท่ากับ 43 ซึ่งมากกว่าค่าของขีดจำกัดควบคุมด้านบน (41.63) ดังนั้น สรุปได้ว่ากระบวนการผลิตชิ้นส่วนประกอบหลอดไฟไม่อยู่ในมาตรฐาน จึงต้องทำการปรับปรุงเพื่อหาพิกัดใหม่
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable กล่าวโดยสรุป เมื่อทำการปรับปรุงค่าโดยตัดข้อมูลทั้ง 2 แล้วส่งผลให้ค่า CL, LCL และ UCL เปลี่ยนแปลง ดังนี้ เมื่อพิจารณาพบว่าไม่มีข้อมูลใดตกอยู่นอกขีดจำกัดดังกล่าวอีก ซึ่งขีดจำกัดใหม่ที่ได้จากการปรับปรุงนี้จะใช้เป็นมาตรฐานในการตรวจสอบค่าเฉลี่ยและพิสัยต่อไป
Exercise จากข้อมูลของความหนาจานเบรกที่เก็บจากสายการผลิตวันละ 2 ครั้งคือตอนเช้าและตอนบ่าย สำหรับ 12 วันทำงาน แสดงดังนี้ N = 4 A2 = 0.729 D3 = 0 D4 = 2.282 จงสร้างแผนภูมิควบคุม X-chart และ R-chart พร้อมทั้งปรับปรุงแผนภูมิควบคุม โดยถือว่าจุดที่ออกนอกแผนภูมิควบคุมสามารถหาสาเหตุได้ทั้งหมด
Xbar-chart R-chart
ข้อมูลเส้นผ่านศูนย์กลางก้านวาล์วข้อมูลเส้นผ่านศูนย์กลางก้านวาล์ว
Xbar-chart R-chart
Quality Control Quality control Prevention Appraisal Statistical Process Control (SPC) Inspection Control charts Run tests • Variables charts • (x-chart, S-chart) • Attributes charts • (p-chart, c-chart) • Median test • - Up/down test
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable • แผนภูมิ x และแผนภูมิ S เมื่อ S เป็นค่าเบี่ยงเบนมาตรฐานของกลุ่มตัวอย่าง เมื่อเปรียบเทียบแผนภูมิ R และแผนภูมิ S พบว่าแผนภูมิ R คำนวณง่ายกว่า แต่แผนภูมิ S จะมีค่าที่แม่นยำกว่า โดยเฉพาะเมื่อจำนวนตัวอย่างมากกว่า 10 ตัวอย่าง ค่าเบี่ยงเบนมาตรฐานของกลุ่มตัวอย่างคำนวณได้จาก เมื่อ S คือค่าเบี่ยงเบนมาตรฐานของกลุ่มตัวอย่าง xi คือค่าที่วัดได้ของแต่ละตัวอย่าง n คือจำนวนตัวอย่างในแต่ละกลุ่มตัวอย่าง
แผนภูมิควบคุมสำหรับการวัดแบบตัวแปร Control Chart for Variable • -chart และ-chart -chart -chart
ข้อมูลเส้นผ่านศูนย์กลางก้านวาล์วข้อมูลเส้นผ่านศูนย์กลางก้านวาล์ว ที่ n = 4
Quality Control Quality control Prevention Appraisal Statistical Process Control (SPC) Inspection Control charts Run tests • Variables charts • (x-chart, R-chart) • Attributes charts • (p-chart, c-chart) • Median test • - Up/down test
แผนภูมิควบคุมเชิงคุณภาพControl chart for attributes • แผนภูมิควบคุมลักษณะ หมายถึง ลักษณะคุณภาพของสินค้าที่สอดคล้องหรือไม่กับข้อกำหนดหรือมาตรฐานการผลิต อาจอ้างอิงด้วยคำว่า ของดี แทนสินค้าที่มีลักษณะถูกต้องตามกำหนด ของเสีย แทนสินค้าที่คุณภาพไม่ถูกต้องตามข้อกำหนด สามารถจำแนกได้ 2 ประเภท คือ 1. ลักษณะคุณภาพที่วัดไม่ได้ วัดยาก เช่น ความสวยงาม สีสัน รอยตำหนิ สภาพเก่าใหม่ 2. ลักษณะคุณภาพที่วัดได้ แต่ไม่ได้วัดเนื่องจากเสียเวลามาก เสียค่าใช้จ่ายมาก เช่น น้ำหนักซองบรรจุ
แผนภูมิควบคุมเชิงคุณภาพControl chart for attributes • แผนภูมิตามลักษณะ • แผนภูมิควบคุมของเสีย p • แผนภูมิควบคุมรอยตำหนิ c, u • แผนภูมิ p ใช้ควบคุมสัดส่วนของเสียที่เกิดขึ้นในกระบวนการผลิต ซึ่งจะแจกแจงแบบทวินาม • แผนภูมิ c ใช้ควบคุมจำนวนรอยตำหนิในสินค้า • แผนภูมิ u ใช้ควบคุมจำนวนรอยตำหนิต่อหน่วยของสินค้า ซึ่งจะแจกแจงแบบปัวซอง
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย • แผนภูมิควบคุมสัดส่วนของเสีย p เมื่อ n = เป็นจำนวนตัวอย่างในกลุ่มตัวอย่าง D = เป็นจำนวนของเสียที่พบในกลุ่มตัวอย่าง (np) p = เป็นสัดส่วนของเสีย
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย • ในการตรวจสอบคุณภาพของหลอดไฟที่ผลิตได้ พบว่ามีหลอดไฟที่ใช้งานไม่ได้ 3 หลอด จากตัวอย่าง 450 หลอด คิดเป็นสัดส่วนของเสีย
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย • แผนภูมิควบคุมสัดส่วนความบกพร่อง (The Proportion Defective: P-Chart) • จะมีความคล้ายคลึงกับแผนภูมิควบคุมค่าพิสัย เพื่อพิจารณาว่าสัดส่วนของสินค้าที่บกพร่องจะอยู่ในช่วงที่ยอมรับได้หรือไม่นั่นเอง
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย • ขั้นตอนการสร้าง p-Chart • เลือกตัวอย่างสินค้า k ชุด ชุดละ n ตัวเท่า ๆ กันและตรวจสอบสินค้าที่บกพร่องจากตัวอย่างแต่ละชุด • หาสัดส่วนสินค้าที่บกพร่อง (p) ของตัวอย่างแต่ละชุด • หาแกนกลางซึ่งก็คือค่าเฉลี่ยของสัดส่วน โดยหาจาก • คำนวณหาขีดจำกัดการควบคุม(Control Limits) • เขียนแผนภูมิควบคุม
ผลการตรวจสอบไอซีของคนงานกะ 1 แผนกผลิตระหว่างวันที่ 1-31 มกราคม
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย UCLp = 0.041 CLp = 0.018 LCLp = -0.005 = 0
การสร้างแผนภูมิ p เมื่อจำนวนตัวอย่างไม่คงที่
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย • แผนภูมิควบคุม (pd-chart) คือแผนภูมิ p แต่แสดงในรูปของร้อยละ เพื่อความสะดวกในการอ่านค่าและตีความ
แผนภูมิควบคุมสัดส่วนของเสียแผนภูมิควบคุมสัดส่วนของเสีย • แผนภูมิควบคุม (np-chart) เป็นแผนภูมิที่พัฒนามาจากแผนภูมิ p แต่แผนภูมิ p ใช้เพื่อควบคุมสัดส่วนของเสีย แผนภูมิ np ใช้เพื่อควบคุมจำนวนของเสีย ซึ่งจำนวนของเสียสามารถนับได้
แผนภูมิควบคุมรอยตำหนิแผนภูมิควบคุมรอยตำหนิ • แผนภูมิควบคุมรอยตำหนิ (c-chart) แผนภูมิควบคุมรอยตำหนิจะใช้เพื่อการควบคุมจำนวนตำหนิ หรือสาเหตุที่ทำให้สินค้าเป็นของเสีย มีการแจกแจงแบบปัวซอง ซึ่งมีเงื่อนไข 2 ประการ • จำนวนเฉลี่ยของรอยตำหนิจะต้องน้อยกว่าจำนวนรอยตำหนิที่มีโอกาสเกิดขึ้นมาก หมายถึง โอกาสเกิดรอยตำหนิมีสูง แต่โอกาสเกิดเฉพาะจุดใดจุดหนึ่งจะต้องน้อยมาก • การเกิดรอยตำหนิที่ต่าง ๆ เป็นอิสระไม่ขึ้นต่อกัน
แผนภูมิควบคุมรอยตำหนิ c แผนภูมิควบคุมรอยตำหนิ (c-chart)
แผนภูมิควบคุมรอยตำหนิ c จำนวนรอยตำหนิที่พบบนแผ่นกระเบื้องเคลือบ
แผนภูมิควบคุมรอยตำหนิแผนภูมิควบคุมรอยตำหนิ • แผนภูมิควบคุม u แผนภูมิ c จะใช้กับกรณีที่กลุ่มตัวอย่างมีขนาด 1 หน่วย เช่น กระเบื้อง 1 ตารางเมตร กระดาษ 1 รีม เครื่องบิน 1 ลำ แต่ถ้าจำนวนแต่ละกลุ่มตัวอย่างไม่เท่ากันแผนภูมิควบคุมที่ใช้จะเป็นแผนภูมิ u จำนวนรอยตำหนิต่อหน่วย
แผนภูมิควบคุมรอยตำหนิ u แผนภูมิควบคุม u
แสดงรอยตำหนิที่พบในการตรวจสอบเครื่องรับวิทยุจากการผลิต โดยสุ่มตัวอย่างวันละ 45 เครื่อง
Quality Control Quality control Prevention Appraisal Statistical Process Control (SPC) Inspection Control charts Run tests • Variables charts • (x-chart, R-chart) • Attributes charts • (p-chart, c-chart) • Median test • - Up/down test
Run-test: Median test • ดูว่าจุดข้อมูลอยู่เหนือ (Above, A) หรือ ใต้ (Below, B) เส้น median (สามารถใช้ mean แทนได้) • นับจำนวนชุดข้อมูล A และ B ที่ได้ • จำนวนชุดข้อมูลมีค่าเป็น • UCL = 5.307 • CL = 4.991 • LCL =4.675 ค่าเฉลี่ย A B A B A A B B A B A A B A A B B A A A A B B B A
Run-test: Up/down test • UCL = 5.307 • CL = 4.991 • LCL =4.675 ค่าเฉลี่ย U D D U U U U U U U U U U U D U U D D D D D D D • ดูว่าค่าของข้อมูลเพิ่มขึ้น (Up, U) หรือ ใต้ (Down, D) • นับจำนวนชุดข้อมูล U และ D ที่ได้ • จำนวนชุดข้อมูลมีค่าเป็น
โดยทั่วไปการตัดสินใจรับวัตถุดิบจากผู้ขายเพื่อนำมาใช้ในการผลิตอาจทำได้ 3 วิธี คือ 1 รับโดยไม่ต้องตรวจสอบเลย 2 ตรวจพินิจทุกชิ้นหรือตรวจทั้งหมด 100 เปอร์เซ็นต์ แล้วคัดของเสียคืนผู้ขาย หรือซ่อมแซมก่อนนำไปใช้ 3 ชักตัวอย่าง โดยอาศัยแผนชักตัวอย่างเพื่อการยอมรับ แล้วตัดสินใจรับเฉพาะรุ่นที่ผ่านเกณฑ์
การชักตัวอย่างเพื่อการยอมรับจะใช้กับกรณีดังต่อไปนี้การชักตัวอย่างเพื่อการยอมรับจะใช้กับกรณีดังต่อไปนี้ 1 เมื่อการทดสอบเป็นแบบทำลาย ซึ่งจะทำการพิจารณาทั้งหมดแล้วทำลายทั้งหมด 2 เมื่อการตรวจสอบมีต้นทุนสูงเมื่อเปรียบเทียบกับความเสียหาย 3 เมื่อมีของที่เหมือนกันจำนวนมากที่ต้องทำการตรวจสอบ 4 เมื่อไม่รู้ระดับคุณภาพสินค้าของผู้ขาย 5 เมื่อไม่ได้ใช้วิธีการตรวจสอบแบบอัตโนมัติ 6 เมื่อการตรวจ 100% ทำให้เสียเวลารอคอย 7 เมื่อผู้ขายไม่เคยส่งสินค้าที่ไม่ได้มาตรฐาน
Q : การตรวจสอบจำนวนรอยตำหนิบนผ้าที่ทอได้โดยตรวจสอบผ้าทั้งม้วน แล้วคำนวณเป็นต่อทุก ๆ 50 ตารางเมตร ผลการตรวจสอบผ้า 10 ม้วน ดังตาราง • การสร้างแผนภูมิ u เมื่อจำนวนตำหนิไม่คงที่
บริษัทผลิตตุ๊กตาเซรามิกแห่งหนึ่ง ต้องการตรวจสอบคุณภาพสินค้าที่ได้จากเตาเผา โดยสุ่มตัวอย่างตุ๊กตาที่ผ่านการเผาจากเตาเผา 26 เตา เตาละ 40 ตัว จากนั้นจึงตรวจสอบลวดลายสีสัน และเนื้อเซรามิกที่ได้เพื่อหาของเสีย ให้สร้างแผนภูมิควบคุมสัดส่วนของเสีย และวิเคราะห์ผล
ผู้ตรวจสอบบัญชีของบริษัทแห่งหนึ่งได้ทำการตรวจสอบบัญชี โดยเปรียบเทียบใบเสร็จรับเงินกับการลงรายการในคอมพิวเตอร์ โดยสุ่ม Computer Printout ขึ้นมา 10 หน้า ทุก ๆ สัปดาห์ เป็นเวลา 25 สัปดาห์ ให้สร้างแผนภูมิควบคุมจำนวนข้อบกพร่อง C-Chart และวิเคราะห์