Zero liquid discharge in mining and metallurgy
Achema 2006. Zero liquid discharge in mining and metallurgy. Ettlingen 08.05.2006 D. Gier . Presentation Outline. GEA Organization GEA Filtration Wastewater in mining and metallurgy Conventional treatment Reverse Osmosis Design Operational Parameters.

Zero liquid discharge in mining and metallurgy
E N D
Presentation Transcript
Achema 2006 Zero liquid discharge in mining and metallurgy Ettlingen 08.05.2006 D. Gier
Presentation Outline • GEA Organization • GEA Filtration • Wastewater in mining and metallurgy • Conventional treatment • Reverse Osmosis Design • Operational Parameters
Organisational Structure GEA Process Engineering Process Equipment Plant Engineering Customized Systems • Lurgi • Lurgi Lentjes • Zimmer • Mechanical Separation • Process Equipment • Dairy Farm Systems • Air Treatment • Refrigeration • Process Engineering • Energy Technology
Process Engineering Division Major Companies of the Process Engineering Division Niro A/SNiro Inc. Aeromatic-Fielder Barr-Rosin Collette NV Courtoy NVNiro Inc. GEA Wiegand GmbH GEA Liquid Processing ScandinaviaGEA Kestner SAS GEA Messo GmbH GEA Jet Pumps GmbH Niro Pharma SystemsTuchenhagen Brewery SystemsTuchenhagen Dairy Systems mg engineering Strategic Business Unit Filtration
GEA Filtration Organisation GEA Filtration (Technology Center – Niro Inc.) • Europe • GEA Liquid Processing Scandinavia A/S • GEA Wiegand GmbH • Scami Tuchenhagen SAS • Americas • Niro Inc • Australasia • GEA Process Engineering (NZ) Ltd. • GEA Process Engineering Australia • Ltd. • Rest of the World • Niro Inc.
Fields of operation GEA Filtration • Technology Leader • Global Player • Engage only in selected process segments • Dairy , Food & Beverage, Pharmaceuticals, Industrial • Provide a choice of state of the art membrane configurations – Spiral wound , Ceramic, stainless steel, hollow fiber etc.…….. • Differentiate from others by providing a complete solutions - package of services to our customers • Pilot testing and process development capabilities • Process scale up • Complete system design and fabrication • Validation services • After sales service including replacement membrane services • Organic Growth • Opportunistic acquisition of niche separation technology companies
Dairy Dairy Industry • Milk • Cheese • Whey Products • Cultured Dairy products • Ice Cream • Water & Product Reclamation • Process Effluent treatment • Cleaning Chemical recovery
Food & Beverage Food & Beverage • Vegetable products Fruit / Vegetable Juices • Grain Products Soy isolate, wheat proteins • Sugar, Starch and Sweetener Beet and Cane; corn, wheat, rice, Tapioca etc. products • Plant extracts Coffee, tea, herbal, oil seeds • Beverage Breweries, wineries, potable alcohol, soft drinks • Animal products Blood, gelatin, rendering, eggs, poultry • Fish & Seafood Products Proteins • Bio-food Products from Fermentation – e.g. organic acids • Water reclamation • Process Effluents • CIP Chemical recovery
Industrial Industrial Applications • Bio-chemicalsChemicals derived from Fermentation processes e.g. bio-plastics, bio-insecticides, bio-pesticides, organic acids • Distillery products Industrial alcohol, yeast • Enzymes • Pigments and dyes • Fine Chemicals • Water reclamation • Process Effluents • CIP Chemical recovery
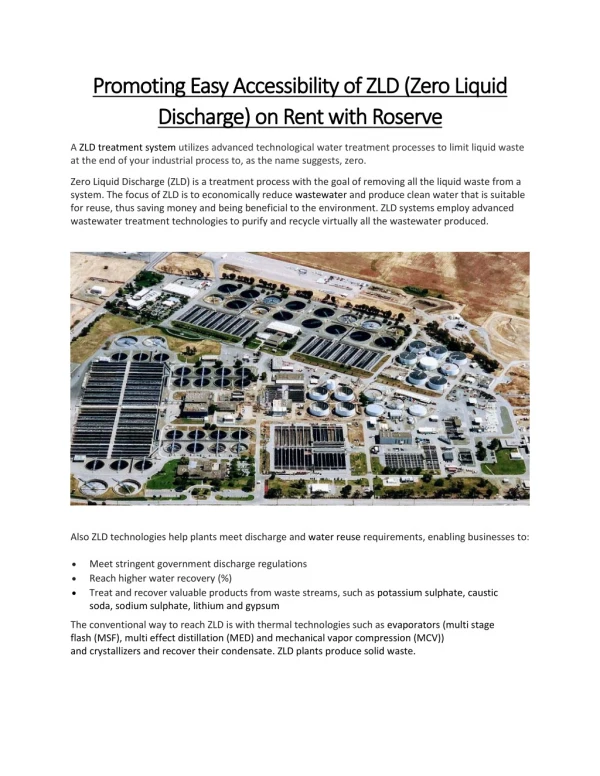
Zero Discharge in Mining and Metallurgy • Elimination of liquid waste • Concentration of all pollutants in solid phase • Reduction of fresh water demand by reuse of purified wastewater • Protection of natural resources • Reduction of disposal cost
Technologies for Zero Discharge Involved Process Technologies and corresponding GEA company with specific Know-How: • Chemical / Physical water treatment : Messo • Conventional Filter technologies : Messo / Wiegand • Membrane Filtration : Messo / Wiegand / Niro • Evaporation : Messo / Wiegand / Niro • Crystallization : Messo / Kestner / Wiegand • Drying : Barr-Rosin / Niro
Wastewater in Mining and Metallury Water pollutants: • Heavy metals • Iron • Calcium, Magnesium • Trace elements: Strontium, Barium • Oils, Emulsions • Unspecific COD
Conventional treatment Conventional treatments: • Precipitation: Heavy metals • Oxidation: Iron • Oil-Skimmer, Flotation: Oils, Emulsions • Sedimentation • Filter press for dewatering of sludge's Limits: • Insufficient qualities for water reuse • Insufficient educts qualities for discharge due to tighter legislative regulations
Optimisation of conventional treatment Oxidation: Operation: Oxidation of iron and manganese Oxidation of heavy metals Target: Precipitation of the corresponding hydroxides
Optimisation of conventional treatment Precipitation: Optimization of precipitation (reaction time, addition of crystallization nuclei, addition of ferric chloride……) Lime softening (addition of hydrated lime) Ca(HCO3)2 + Ca(OH)22 CaCO3 + 2 H2O Mg(HCO3)2 + 2 Ca(OH)2 Mg(OH)2 + CaCO3 + 2 H2O Reduction of: - Carbonate hardness, barium, strontium, heavy metal- hydroxides, organics Soda-ash process: CaCl2 + Na2CO3 2 NaCl + CaCO3 Reduction of: - Noncarbonate calcium hardness, silica, aluminum, iron
Optimisation of conventional treatment Filtration: Filter press: Sludge dewatering from precipitation, Optimization of filtrate quality (filter cloth, filtration pressure…) Fine filter: Fine filtration of precipitation overflow (backwash-filter, e.g. Fundabac-Filter)
Optimisation of conventional treatment Chemical pretreatment: Acidification: Acidification of reverse osmosis feed in order to rise solubility's Antiscalant: Addition of Antiscalant to rise precipitation concentrations
Reverse osmosis in Mining and Metallurgy Possible risks/limitations: • Suspended solids, Turbidity • Fouling: Iron, Alumina, Silica • Precipitation: Hardness (Ca, Mg), Bariumsulfat, Strontiomsulfat
Feed characteristics for Reverse Osmosis Process Feed and design characteristics: • Potential risk of suspended material in feed (high SDI-value) • Potential risk of fouling due to iron in feed • High salinity feed-stream • Low pH-feed • Elevated feed-temperatures are favorable (lower operational pressures, higher solubility's) • Extreme rise of osmotic pressure at higher recoveries
Membrane selection Membrane selection criteria: • Operational range of pH must be high • Larger feed-spacer: low impact of fouling (pressure drop) better cleanability • High nominal rejection in order to optimize permeate qualities (seawater membrane) • High pressure design for membrane (seawater membrane)
Design Considerations Design considerations: • Loop-Configuration is favorable to provide ideal cross-flow conditions for membrane elements • Booster-pumps are necessary to compensate rising osmotic pressures between stages • Conservative specific flux rates (approx. 15 lmh) to minimize fouling tendencies and increase operating times • Frequency controlled pressure pumps to minimize energy consumption • Safety considerations to provide maximum availability • Corrosion resistant materials due to high salt contents
Sizing calculation of exemplary wastewater Feed Composition: Recovery Osmotic Pressure Filtration pressure NH4 2.800 mg/l 40 % 11 bar 23 bar Na 2.200 mg/l 65 % 19 bar 34 bar Cl 400 mg/l 80 % 34 bar 48 bar SO4 11.500 mg/l Calculation based on High Rejection Seawater membrane at 40 °C filtration- temperature.
Confirmation of water composition by trials • Continuous operation of optimized pretreatment • Continuous operation of reverse osmosis • Cleaning trial • Membrane autopsy after trials • Concentrate out of membrane plant goes to further treatment: - Evaporation by falling-film evaporator with mechanical vapor recompression (MVR) - Crystallization in forced circulation evaporator
Exemplary pilotplant execution for pretreatment and reverse osmosis operation
Results from pilotisation Pilotisation Results: Feed Permeate Concentrate Total solids 14.600 – 16.300 ppm 200 – 900 ppm 63.000 – 90.000 ppm Conductivity 13,3 – 19,7 mS/cm 300 – 900 µS/cm 80 – 120 mS/cm pH 2,7 – 3,3 2,4 – 3,7 2,8 – 3,2 NTU 0,18 – 0,45 0,1 – 0,5 0,3 – 1,7 NH4 2.700 – 3.400 ppm <10 ppm 13.000 – 14.000 ppm Na 900 – 2.100 ppm 1 – 90 ppm 2.400 – 7.400 ppm Cl 370 – 480 ppm 50 – 390 ppm 900 – 1.400 ppm SO4 10.100 – 13.500 ppm 500 – 3.500 ppm 43.000 – 51.000 ppm
Operational parameters Reverse osmosis Operational Parameters and consumptions: Feed Flow: 100 m3/h Permeate Flow: 80 m3/h Energy consumption: 230 – 260 kWh Specific energy: 2,9 – 3,25 kWh/m3 Membrane cost: 120.000 €/a Citric acid (30 %): 85 m3/a Caustic (NaOH, 30%): 70 m3/a Na4EDTA: 2.000 l/a Steam (during CIP): 500 kg/h Antiscalant: 2.600 kg/a
Thermal Process 20 m3/h
Operational parameters Reverse osmosis Operational Parameters and Consumptions for Thermal Process: Feed Flow: 22 m3/h Energy consumption MVR: 560 kWh/h Consumption steam pre-heating: 2.000 kg/h Consumption of steam or evaporation: 3.200 kg/h Antiscalant: 2.600 kg/a Distillate production thermal process: 21.800 kg/h Distillate quality TDS 100 ppm Final Filter Cake approx. 2.300 kg/h
Process Flow Diagram Falling Film Evaporation (MVR) FC-Evaporator (TVR) Band filter