Download
1 / 17
920 likes | 2.81k Views
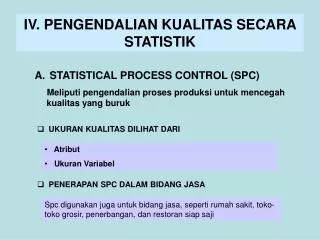
IV. PENGENDALIAN KUALITAS SECARA STATISTIK. STATISTICAL PROCESS CONTROL (SPC) Meliputi pengendalian proses produksi untuk mencegah kualitas yang buruk. UKURAN KUALITAS DILIHAT DARI. Atribut Ukuran Variabel. PENERAPAN SPC DALAM BIDANG JASA.

E N D
IV. PENGENDALIAN KUALITAS SECARA STATISTIK • STATISTICAL PROCESS CONTROL (SPC) • Meliputi pengendalian proses produksi untuk mencegah kualitas yang buruk • UKURAN KUALITAS DILIHAT DARI • Atribut • Ukuran Variabel • PENERAPAN SPC DALAM BIDANG JASA Spc digunakan juga untuk bidang jasa, seperti rumah sakit, toko-toko grosir, penerbangan, dan restoran siap saji
B. DIAGRAM KONTROL Tujuan utama diagram kontrol : • Menetapkan batas-batas kontrol dalam suatu proses produksi • Memonitor proses serta memberi tanda ketika ia menyimpang dari ketentuan yang telah ditetapkan • DIAGRAM KONTROL UNTUK ATRIBUT • p-chart • c-chart • DIAGRAM KONTROL UNTUK VARIABEL • Range (R-) Chart • Mean (x) Chart
DIAGRAM KONTROL UNTUK ATRIBUT ∎ p-Chart
Contoh Soal Sample Number Proportion of Defect Defective 1 6 .06 2 0 .00 3 4 .04 4 10 .10 5 6 .06 6 4 .04 7 12 .12 8 10 .10 9 8 .08 10 10 .10 11 12 .12 12 10 .10 13 14 .14 14 8 .08 15 6 .06 16 16 .16 17 12 .12 18 14 .14 19 20 .20 20 18 .18 200 Perusahaan Western Jeans Company memproduksi Denim Jeans. Perusahaan memperpercayai bahwa kira-kira 99,74 % berada dalam kondisi benar dengan z=3,00 dan 0.26 % berada di luar control Perusahaan mengambil 20 sampel (1 per hari selama 20 hari) tiap pengisian/pengepakan 100 oasang celana jeans (n=100), dan diperiksa kecacatannya. Hasil dari pemeriksan kecacatan produk tersebut adalh seperti terlihat dalam tabel Proporsi cacat populasi tidak diketahui. Perusahaanmenginginkan menyusun p chart untuk mennetukan apakah proses produksi mungkin di luar kontrol
Jawab : Sample Number of Defect Proportion of Defective 1 6 .06 2 0 .00 3 4 .04 4 10 .10 5 6 .06 6 4 .04 7 12 .12 8 10 .10 9 8 .08 10 10 .10 11 12 .12 12 10 .10 13 14 .14 14 8 .08 15 6 .06 16 16 .16 17 12 .12 18 14 .14 19 20 .20 20 18 .18 200
0,20 - Proportion Defective 0,18 - UCL = 0,190 - 0,16 - - 0,14 - - 0,12 - - p = 0,10 0,10 - - 0,08 - - 0,06 - - 0,04 - - 0,02 - LCL = 0,010 Sample Number , , , , , , , , , , , , , , , , , , , , 2 4 6 8 10 12 14 16 18 20
DIAGRAM KONTROL UNTUK ATRIBUT ∎ C-Chart
Sample Number of Defect 1 12 2 8 3 16 4 14 5 10 6 11 7 9 8 14 9 13 10 15 11 12 12 10 13 14 14 17 15 15
Contoh Soal The Ritz Hotel memiliki 240 kamar. Bagian Housekeeping bertangungjawab terhadap kualitas penampilan dan kebersihan kamar-kamar. Setiap housekeeper bertanggungjawab atas suatu area yang meliputi 20 kamar. Setiap kamar diperiksa oleh supervisor setiap harinya. Untuk memastikan kualitas pihak manajemen juga mengadakan pemeriksaan keliling secara random. Pihak manajemen tidak hanya memeriksa kegagalan pelayanan yang normal seperti kebersihan seperai, debu, ketersediaan kamar, literatur kamar, atau handuk tetapi juga kegagalan seperti tidak beroperasinya remote TV, kualitas penerimaan dan gambar TV yang buruk, lampu mati, kegagalan fungsi kunci, dll. Suatu sampel pemeriksaan mencakup 12 blok, 1 dari setiap 12 blok (1blok=20-kamar) yang dibersihkan dipilih secara random. Hasil 15 sampel pemeriksaan adalah seperti yang terlihat dalam tabel . Perusahaan ingin menyusun c-Chart untuk mengamati pelayanan housekeeping Pihak hotel yakin bahwa 99 % kegagalan (mengacu pada 3-sigma limit / z=3) alamiah/wajar. 1% disebabkan ketidakwajaran. Sample Number of Defect 1 12 2 8 3 16 4 14 5 10 6 11 7 9 8 14 9 13 10 15 11 12 12 10 13 14 14 17 15 15 190
C-Chart 27 - Number of Defects - 24 - UCL = 23,35 - 21 - - 18 - c = 12,67 - 15 - - 12 - - 9 - - 6 - - 3 - LCL = 1,99 - Sample Number , , , , , , , , , , , , , , , , 2 4 6 8 10 12 14 16 Sample Number of Defect 1 12 2 8 3 16 4 14 5 10 6 11 7 9 8 14 9 13 10 15 11 12 12 10 13 14 14 17 15 15 Total 190
Factors for Determining Control Limits for x- and R-Chart Sample Size Factor for x-Chart Factor for R-Chart n A2 D3 D4 2 1,88 0 3.27 3 1,02 0 2.57 4 0,73 0 2.28 5 0,58 0 2.11 6 0,48 0 2.00 7 0,42 0.08 1.92 8 0,37 0.14 1.86 9 0,34 0.18 1.82 10 0.31 0.22 1.78 11 0.29 0.26 1.74 12 0.27 0.28 1.72 13 0.25 0.31 1.69 14 0.24 0.33 1.67 15 0.22 0.35 1.65 16 0.21 0.36 1.64 17 0.20 0.36 1.62 18 0.19 0.39 1.61 19 0.19 0.40 1.60 20 0.18 0.41 1.59 21 0.17 0.43 1.58 22 0.17 0.43 1.57 23 0.16 0.44 1.56 24 0.16 0.45 1.55 25 0.15 0.46 1.54
Contoh Soal The Goliath Tool Company memproduksi slip-ring bearing. Para pekerja mengambil 10 sampel (selama periode 10 hari) dari 5 slip-ring bearing (n=5). Observasi individual dari setiap sampel adalah seperti terlihat dalam tabel.Perusahaan ingin mengembangkan R-Chart untuk memonior variabilitas proses Observations (Slips Ring Diameter ,cm) Sample k 1 2 3 4 5 R 1 5.02 5.01 4.94 4.99 4.96 4.98 0.08 2 5.01 5.03 5.07 4.95 496. 5.00 0.12 3 4.99 5.00 4.93 4.92 4.99 4.97 0.08 4 5.03 4.91 5.01 4.98 4.89 4.96 0.14 5 4.95 4.92 5.03 5.05 5.01 4.99 0.13 6 4.97 5.06 5.06 4.96 5.03 5.01 0.10 7 5.05 5.01 5.10 4.96 4.99 5.02 0.14 8 5.09 5.10 5.00 4.99 5.08 5.05 0.11 9 5.14 5.10 4.99 5.08 5.09 5.08 0.15 10 5.01 4.98 5.08 5.07 4.99 5.03 0.10 50.09 1.15
Jawab : 0.28 - Range UCL = 2,43 0.24 - 0.20 - R = 0.115 0.16 - 0.12 - 0.08 - 0.04 - LCL= 0 Sample Number , , , , , , , , , , 1 2 3 4 5 6 7 8 9 10
∎ Keterangan : UCL = Batas Kontrol Atas (Upper Control Limit) LCL = Batas Kontrol Bawah (Lower Control Limit) k = number of sample = Mean = Grand Mean Nilai A2 = lihat tabel
Contoh Soal The Goliath Steel Company berhasrat mengembangkan x-Chart untuk digunakan dalam hubungannya dengan R-Chart yang telah dikembangkan (Data-data sama seperti dalam contoh sebelumnya) Jawab :
5.10 - UCL = 5.08 5.08 5.06 - 5.04 - 5.02 - 5.00 - 4.98 - 4.96 - 4.94 - LCL = 4.94 4.92 - Sample Number , , , , , , , , , , 1 2 3 4 5 6 7 8 9 10