Download
1 / 22
220 likes | 596 Views
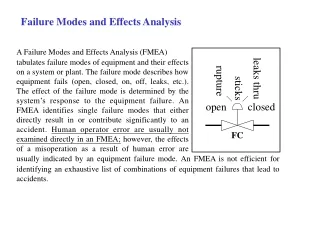
Failure Modes and Effects Analysis (FMEA). Description. Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service.

E N D
Description • Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. • “Failure modes” means the ways, or modes, in which something might fail. Failures are any errors or defects, especially ones that affect the customer, and can be potential or actual. • “Effects analysis” refers to studying the consequences of those failures.
History • FMEA was formally introduced in the late 1940s for military usage by the US Armed Forces. • Later it was used for aerospace/rocket development to avoid errors in small sample sizes of costly rocket technology. • In the late 1970s the Ford Motor Company introduced FMEA to the automotive industry for safety and regulatory consideration after the Pintoaffair. They also used it to improve production and design.
Types of FMEA's • System - focuses on global system functions • Design - focuses on components and subsystems • Process - focuses on manufacturing and assembly processes • Service - focuses on service functions • Software - focuses on software functions
FMEA Procedure • Assemble a cross-functional team of people with diverse knowledge about the Design, process, product or service and customer needs. • Create a Block Diagram of the product or process. A block diagram of the product/process should be developed. This diagram shows major components or process steps as blocks connected together by lines that indicate how the components or steps are related.
Fill in the identifying information at the top of your FMEA form.
Use the diagram prepared above to begin listing items or functions. If items are components, list them in a logical manner under their subsystem/assembly based on the block diagram. • Identify Failure Modes. A failure mode is defined as the manner in which a component, subsystem, system, process, etc. could potentially fail to meet the design intent. Examples of potential failure modes include: • Corrosion • Hydrogen embrittlement • Electrical Short or Open • Torque Fatigue • Deformation • Cracking
For each failure mode, identify all the consequences on the system, related systems, process, related processes, product, service, customer or regulations. • Determine how serious each effect is. This is the severity rating, or Severity is usually rated on a scale from 1 to 10, where 1 is insignificant and 10 is catastrophic. Examples of failure effects include: • Injury to the user • Inoperability of the product or process • Improper appearance of the product or process • Degraded performance • Noise
For each failure mode, determine all the potential root causes. List all possible causes for each failure mode on the FMEA form. • For each cause, determine the occurrence rating, or O. This rating estimates the probability of failure occurring for that reason during the lifetime of your scope. Occurrence is usually rated on a scale from 1 to 10. • For each cause, identify current process controls. These are tests, procedures or mechanisms that you now have in place to keep failures from reaching the customer.
Determine the likelihood of Detection. Detection is an assessment of the likelihood that the Current Controls (design and process) will detect the Cause of the Failure Mode or the Failure Mode itself, thus preventing it from reaching the Customer. • Review Risk Priority Numbers (RPN). The Risk Priority Number is a mathematical product of the numerical Severity, Probability, and Detection ratings: RPN = (Severity) x (Probability) x (Detection)
Identify recommended actions. These actions may be design or process changes to lower severity or occurrence. They may be additional controls to improve detection. Also note who is responsible for the actions and target completion dates. • Update the FMEA as the design or process changes, the assessment changes or new information becomes known.
Design-FMEA • DFMEAs should be conducted: • On all new products. • DFMEAs should be conducted throughout the design cycle, beginning in the concept stage. • Revise the DFMEA in the preliminary design stage, revise again in the prototype stage, and finalize the DFMEA in the final design stage. • Whenever a change is to be made to a product. • On existing products.
DFMEA- Procedure 1: Review the Design Reasons for the review: • Help assure all team members are familiar with the product and its design. • Identify each of the main components of the design and determine the function or functions of those components and interfaces between them. • Use a print or schematic for the review. • Add Reference Numbers to each component and interface. • Try out a prototype or sample. • Invite a subject matter expert to answer questions.
2. Brainstorm Potential Failure Modes Consider potential failure modes for each component and interface. • A potential failure mode represents any manner in which the product component could fail to perform its intended function or functions. Prepare for the brainstorming activity. • Before you begin the brainstorming session, review documentation for clues about potential failure modes. • Use customer complaints, warranty reports, and reports that identify things that have gone wrong, such as hold tag reports, scrap, damage, and rework, as inputs for the brainstorming activity.
3. List Potential Effects of Failure • An effect is the impact a failure could make should it occur. • Some failures will have an effect on customers; others on the environment, the process the product will be made on, and even the product itself. 4. Assign Severity Rankings • The severity ranking is based on a relative scale ranging from 1 to 10. • A “10” means the effect has a dangerously high severity leading to a hazard without warning.
5. Assign Occurrence Rankings • The occurrence ranking is based on the likelihood, or frequency, that the cause (or mechanism of failure) will occur. • If we know the cause, we can better identify how frequently a specific mode of failure will occur. 6. Assign Detection Rankings • Think of the detection ranking as an evaluation of the ability of the design controls to prevent or detect the mechanism of failure.
7. Calculate the RPN • The RPN is the Risk Priority Number. The RPN gives us a relative risk ranking. The higher the RPN, the higher the potential risk. 8. Develop the Action Plan • A reduction in the Severity Ranking for a DFMEA is often the most difficult to attain. It usually requires a design change. There are many tools to aid the DFMEA team in reducing the relative risk of those failure modes requiring action Mistake-Proofing (Poka Yoke) • Techniques that can make it impossible for a mistake to occur, reducing the Occurrence ranking to 1.
Design for Assembly and Design for Manufacturability (DFA/DFM) • Techniques that help simplify assembly and manufacturing by modularizing product sub-assemblies, reducing components, and standardizing components. Simulations • Simulation approaches include pre-production prototypes, computer models, accelerated life tests, and value-engineering analyses. 9. Take Action • The Action Plan outlines what steps are needed to implement the solution, who will do them, and when they will be completed. • Most Action Plans identified during a DFMEA will be of the simple “who, what, & when” category. Responsibilities and target completion dates for specific actions to be taken are identified
10. Recalculate the Resulting RPN • This step in a DFMEA confirms the action plan had the desired results by calculating the resulting RPN. • To recalculate the RPN, reassess the severity, occurrence, and detection rankings for the failure modes after the action plan has been completed.