Download
1 / 28
280 likes | 421 Views
Fabrication and evaluation of HDDS cells. Mechanical evaluation of HDDS cells and estimation toward HDDS1 (H60VG3S18). Dec. 10—12, ISG9, KEK T. Kume, KEK (Presented by T. Higo). HDDS1 Machining procedure 1/3. 1. Cut (logging) 2. Rough cut (turning) finish allowance of 0.2-0.5 mm

E N D
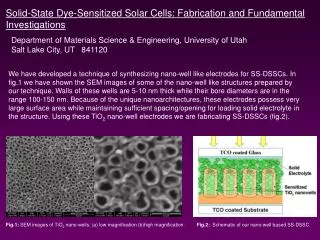
Fabrication and evaluation of HDDS cells Mechanical evaluation of HDDS cells and estimation toward HDDS1 (H60VG3S18) Dec. 10—12, ISG9, KEK T. Kume, KEK (Presented by T. Higo)
HDDS1 Machining procedure 1/3 1. Cut (logging) 2. Rough cut (turning) • finish allowance of 0.2-0.5 mm 3. Anneal • at 500oC, 2 hours by N2 substitution or vacuum furnace 4. Machine tuning holes (drilling) 5. Finish OD (turning) • with a soft jaw 6. Semi-finish cup side & finish nesting ID (turning) • with a collet chuck (tong hold of ~3 mm) • constant circumferential speed (2000 rpm, 20-30 mm/rev) • one-stroke-turning for ellipse & cup end • start cutting from the ellipse top (2a) • semi-finishing with an allowance of 20 mm on end surface • Finish inside cup
HDDS1 Machining procedure 2/3 7. Semi-finish disk side & finish nesting OD (turning) • with a collet chuck (tong hold of ~7 mm) • check the deflection of the disk end (< 4 mm) • constant circumferential speed (2000 rpm, 20 - 30 mm/rev) • start cutting from the ellipse top (2a) • semi-finishing with an allowance of 20 mm 8. Dimension check 9. Milling • 8o relief angle of milling tool(R0.5-flat <12o) • large radius of tool path (R2 and 2b <5o) 10. Finish cup side (turning) • finish end surface 11. Stamp the number on the disk side
HDDS1 Machining procedure 3/3 12. Finish disk side (turning) • same as “10” but together with the elliptical part 13. Clean & check dimensions 14. Ultraprecision turning of the both end surfaces • at KEK
Fabrication status Quality estimation on HDDS cell fabrication in studying test cells for following two cases 1. HDDS0 dia. 45mm 6 replacement cells for H60VG3N 2. HDDS1 dia. 61mm H60VG3S18
Measurement positionsfor turning evaluation –radial direction
Turning error-radial direction(samples: HDDS1-052-1,2,4 for cutting test) Tolerance: +/-0.02 mm Accuracy: +/-0.01 mm Repeatability: +/-0.005 mm Limited by accuracy of lathe
Measurement positionsfor Turning evaluation -axial direction
Turning Error-axial direction(samples: HDDS1-052-1,2,4 for cutting test) Tolerance: p +/-0.01 mm t +/-0.02 mm Accuracy: +/-0.02 mm Limited by operator skill, caused by scratch correction after finish
Milling Error(samples: HDDS1-052-1,2,4 for cutting test) Tolerance: h +/- 0.02 mm HOM +/-0.05 mm Accuracy: ~0.02 mm Repeatability: ~0.005 mm h: Caused by work alignment error HOM: tool diam.
Milling tool path Intersection between 2b and r2 Escape circle radius 2mm for HDDS0 (45mm dia.) 9mm for HDDS1 (61mm dia.)
Angle between R2 and 2b(samples: HDDS0-026-0, 7 for RF test, and HDDS0-026-1 for SLAC) Tolerance: <= 5 deg Results: 5-11 deg Caused by work alignment error and tool path along an escaping circle with radius 2mm Shift to escaping circle radius at 9mm for HDDS1, close to “b”.
R0.5—flat tool Between flat surface to r0.5mm rounding In case of HDDS0 Too severe depth control to get rid of edge mark at end of 3 degree wing Escape towards less cutting (floating) side Crossing at circular part Uncontrollable crossing angle Milling radius tool for HDDS0 Tool reliaf angle was changed to 8 degrees for HDDS1
R0.5 – flat shape in HDDS0 RF test cell #7 cup side R0.5 Slot end point Elliptical
Angle between R0.5 and flat(samples:HDDS0-026-0, 7 for RF test, and HDDS0-026-1 for SLAC) Tolerance: <= 12 deg Caused by tool positioning (axial) error , relief angle of the tool (3 deg), and correction turning after finish against scratch Change relief angle to 8 deg for HDDS1
Elliptical shape and connection RF test cell #7 cup side connection 2a top Elliptical to flat
Angle between ellipse and flat end(samples: HDDS0-026-0, 7 for RF test, and HDDS0-026-1 for SLAC) Tolerance: <= 1deg Results: 1-3 deg Limited by accuracy of lathe and/or additional flat-part cut without continuous cutting to elliptical part For HDDS1, require continuous cutting between flat part and elliptical part
Turning roughness RF test cell #7 cup side Elliptical shape Ry=1.7 trace due to tool shape? Flat part Ry=0.5
Roughness of the turned surface(samples: HDDS0-026-00, 0, 7 for RF test,HDDS0-026-1 for SLAC,HDDS1-052-4 for cutting test) Tolerance: Ry 0.7 mm Roughness: ~0.6 mm (straight, 1D), ~1.6 mm (curve, 2D) Difference of ~1.0 mm is caused by tool periphery shape
Milling roughness Slot end turning point with r=1.1mm Roughness Ry 1.6mm Wave 3mm/2mm
Roughness of the milled surface(sample: HDDS0-026-7 for RF test) Tolerance: Ry 1 mm Results: 1.3-1.9 mm (seems to be) caused by tool mark
Disk flatness(samples: HDDS1-053-1,2 and HDDS1-052-1,2,4 for cutting test) Tolerance: 2 mm More than 30 pts by CMM Result: 1—3 mm (seems to be) limited by lathe accuracy and deformation due to chucking and turning
Cup-side flatness(samples: HDDS1-053-1,2 and HDDS1-052-1,2,4 for cutting test) Tolerance: 2 mm More than 30 pts by CMM Result: 2—3 mm (seems to be) limited by lathe accuracy and deformation due to chucking (“Turning only” is with copper without annealing)
Parallelism between disk and cup (samples: HDDS1-053-1,2 and HDDS1-052-1,2,4 for cutting test) Tolerance: 5 mm Result: 2—5 mm (seems to be) limited by lathe accuracy and chucking
Conclusion to make H60VG3S18 • Mechanical dimension: OK within tuning range • Junction angle: should be OK • Surface finish: Acceptable • Surface flatness: Improve with diamond turning at KEK