Download
1 / 3
70 likes | 428 Views
Processing Kevlar aramid fibers. Littleford Day has developed a new processing technology for formulations involving Dupont´s short “Kevlar” aramid fiber and pulp… the two forms of this material predominantly used in a variety of applications such as friction material, plastic reinforce-

E N D
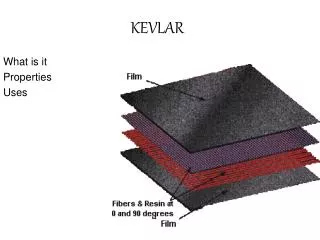
Processing Kevlar aramid fibers. Littleford Day has developed a new processing technology for formulations involving Dupont´s short “Kevlar” aramid fiber and pulp… the two forms of this material predominantly used in a variety of applications such as friction material, plastic reinforce- ment, gaskets and reinforced rubber products. Research and technical development work at Littleford Day, coupled with valua- ble input from the manufacturer of “Kevlar” fibers, has enabled us to modify components of the FKM series batch mixer to efficiently handle this material which is difficult to process. Features of Kevlar “Kevlar” offers a number of advantages over other possible reinforcement materials such as asbestos, steel, glass, cellu- losics and carbon. While not individually exclusive to “Kevlar”, the combination of the advantages are unique in this product. They include high strength and impact resistance, excellent toughness & wear resistance low abrasives high temperature stability good thermal and electrical insulation and low density. Because of this features, “Kevlar” can provide end product performance superior to other fiber-reinforced materials. Unique Processing Requirements “Kevlar”, like all reinforcing products, requires modifica- tions to conventional mixing equipment and procedures Problems can arise from the inherent toughness of the fiber. For example, during mixing it does not break up and is difficult to open. However, Littleford Day technology has improved mixing procedures to the point where nearly all processors can pursue their applications of “Kevlar” to the fullest extend. The key to success using “Kevlar” aramid fibers with Littleford mixers is the unique fiber opening action crea- ted by the movement of the special fiber-opening blades. Working in conjunction with the mixing elements, they produce intense, but gentle intermingling of the materi- als of the mix in a mechanically fluidized bed. The mixing elements are arranged at intervals on the mixer shaft and their size, number, arrangement, geometric shape and peripheral speed are designed to force the product into appropriate components of axial and radial motion. Typical Applications Friction Linings. Automotive Disc & Drum Brakes. Manual Transmission Clutch Facings. Truck Brake Blocks. Railroad Brake Shoes. Phenolic Molding Compounds. Gasket Sheeting. Reinforcement Of Building Materials. Adhesives & Sealants.
Processing “Kevlar” Pulp The primary mix action of the Littleford mixer is developed by the rotation of plow-shaped mixing elements at a speed sufficient to place the materials of the mix into a “pulsating” mechanically fluidized bed. The basic mix action is supplemented by high speed, fiber opening and dispersing blades which are exclusive to the Littleford mixer. The combined action of the plows and the high speed fiber opening disperser blades act to fully open the fiber and uniformly mix and disperse all components of the mix. Suggested Procedure For Wet Mix. Suggested Procedure For Dry Mix. -1- The Littleford FM/FKM mixer must be equipped with plow-shaped mixing elements & a full complement of high-speed fiber opening disperser blades. The number of fiber opening blades is dependent on the size of the unit. All plow clearance (plow to drum wall should be set at 1/4” - 3/8”. Fiber opening disperser blades must be special multi-tier type. Mixing should be done with the main shaft and fiber opening blade operating at designated speeds. -2- For batch sizing purposes, keep in mind that the final mixed fill vol- ume must not exceed 80% of the mixers total capacity. Charge an appropriately sized batch of materials (“Kevlar” pulp, resins and minor additives) to the mixer. Mix with the plows and high-speed fiber dispersers for approximately 10 minutes or until the desired degree of homogeneity is achieved. The mixture should be highly fiberous with individual fibers well coated with the dry resins and minor additives. -1- Equip the FM/FKM mixer in the same manner as for a dry mix. -2- Charge a appropriately sized batch of “Kevlar” pulp and dry resins, filler or additives to the mixer. Mix with the plows and high-speed fiber dispersers for approximately 2-4 minutes to “fluff” the fibers and mix all ingredients. -3- Inject liquid resins or solvents and mix with the plows and fiber opening blades until the fibers are uniformly mixed and dispersed (wet out). Required time for mixing is normally 5-10 minutes, however, longer times may be necessary depending on the formulation. The mix should be free of dry, uncoated fibers. Yellow clumps or balls of fiber should not be noticeable.
Processing Short “Kevlar” Fiber: (1/4” - 1/2”) The primary mix action of the Littleford mixer is developed by the rotation of plow-shaped mixing elements at a speed sufficient to place the materials of the mix into a “pulsating” mechanically fluidized bed. The basic mix action is supplemented by high speed, fiber opening and dispersing blades which are exclusive to the Littleford mixer. The combined action of the plows and the high speed fiber opening disperser blades act to fully open the fiber and uniformly mix and disperse all components of the mix. Suggested Procedure For Dry Mix. Suggested Procedure For Wet Mix. -1- 1.- Equip the FM/FKM mixer in the same manner as for a dry mix. 2.- Charge a appropriately sized batch of short “Kevlar” fiber to the mixer. Use same guidelines used ith the dry mix. 3.- Fluff for 3-6 minutes with plows & fiber opening blades operating or until the desired degree of openness is achieved. Discharge all fibers 4.- Charge mixer with all remaining comonents (powders and resins) and mix with the plows and fiber opening blades until the fibers are uniformly mixed and dispersed (wet out). 5.- Reintroduce the fluffed fibers and mix with the plows and fiber opening blades until the fibers are uniformly mixed and dispersed (coated) with the resin/powder mix. Required time for mixing is normally 5-10 minutes, however, longer times may be necessary to achieve the desired coating of the fibers. If the mix is relatively wet (dough or slurry) then the following guidelines can be used: 1.- Equip the mixer in the same manner as for dry mix. 2.- Charge an appropriately sized batch of Kevlar fibers, fillers, dry resins and additives. Mix with the sweep action plows and high speed fiber opening disperser blades to fluff the fibers and mix all ingredients. 3.- Continue to mix and inject the liquid resins and solvents via lance injector pipes located above each chopper. Normal required time for the wet mixing is 5-10 minutes, however, longer times may be necessary. The mix should be free of dry, uncoated fibers Yellow clumps or balls of fiber should not be noticeable. -1- The mixer must be equipped with the sweep action plows and a full complement of high-speed fiber opening disper- sing blades. The number of fiber opening dispersing blades is dependent on the size of the unit. All plow clearances should be set at 3/8” - 1/2” (plow to drum), to prevent the fibers from wedging between the plow and the drum. Fiber opening disperser blades must be special multi-tier type. Mixing should be done with the main shaft and fiber opening blades operating at designed speeds. -2- For batch sizing purposes, keep in mind that the final mixed fill vol- ume must not exceed 80% of the mixers total capacity. Charge an appropriately sized batch of mix (short (“Kevlar” fibers, dry powder resins,fillers , and additives) to the mixer. Mix with the plows and high-speed fiber dispersers for pproximately 5-10 minutes or until the desired degree of homogeneity is achieved. The mixture should be highly fiberous with individual fibers well coated with the dry resins and minor additives. Overmixing should be avoided since clumps or balls could be formed and possibly render the batch useless.