Download
1 / 16
160 likes | 361 Views
Effect of Cooling Line and Hardness on Thermal Fatigue Cracking Behavior John F. Wallace, David Schwam, Jain Nitin, Xiaohua Hu and Yulong Zhu. Case Western Reserve University, Cleveland, OH. Summary of Presentation at NADCA Meeting on November 2, 2005

E N D
Effect of Cooling Line and Hardness on Thermal Fatigue Cracking Behavior John F. Wallace, David Schwam, Jain Nitin, Xiaohua Hu and Yulong Zhu Case Western Reserve University, Cleveland, OH
Summary of Presentation at NADCA Meeting on November 2, 2005 This presentation was given by Jack Wallace to outline the number of items that was presented at the meeting on November 2, 2005. First, a description of the work that we have done with 1.5 inches diameter holes drilled into the centered immersion specimen used for our thermal fatigue measurements. This work involved first picking a desirable hardness range of about 40 to 51 HRC and to make specimen that complied with that requirement. These bars were shipped out to a regular heat treatment shop and the hardness levels were requested. The second was repeating the request for a hardness of the same range as the first group except this group had a 1.8 inch diameter hole instead of 1.5 inch diameter hole. These specimens were also run as equivalent hardness level of 41 to 50 HRC. The heat treatment shop has some difficulties with the desirable hardness, so it was necessary to run a fifth specimen at 44HRC as requested.
Summary of Presentation at NADCA Meeting on November 2, 2005 (Continued) In analysis of the results, it became apparent that the simple factors of heat treatment on the resulting behavior of the thermal fatigue materials differed considerably between the earlier work that was done on thermal fatigue specimens on M.S. Thesis on the subject. It was pointed out that the earlier work showed a much better comparison of the thermal fatigue results on the basis of the size of the hole in the specimen. Since this earlier work was done on the basis of oil quenching the specimens with a tempering temperature done in house was obvious that the tempering was different with was done with a commercial heat treatment. The final portion of this work consisted of comparing the hardness, the thermal fatigue results for the three groups. This comparison followed an analysis of the tempering temperatures and its effect on the thermal fatigue results. It is apparent that the oil quenching gives a uniform hardness to the parts but that the variation in tempering from thermal fatigue operation is very important in providing consistent thermal fatigue results. Apparently, sufficient difficulty occurred in selecting the tempering temperatures to provide rather wide scatters in thermal fatigue resistance. The final portion of the work consisted of a presentation of the results of the soldering and washout characteristics resulting from the review that we did to present this results in a NADCA program.
Effect of Cooling Line and Hardness on Thermal Fatigue Behavior (Vacuum Quenching)
Effect of Cooling Line and Hardness on Softening Behavior after 15,000 Cycles (Vacuum Quenching) 1.5 Inch 1.8 Inch
Effect of Hardness and Testing Temperature on Charpy V-Notched Impact Properties 1.5 Inch 1.8 Inch Heat treated with 1.5” Dunker Specimens Heat treated with 1.8” Dunker Specimens
Effect of Hardness and Testing Temperature on Charpy V-Notched Impact Properties and Fibrous Fracture Percentage (Specimens Heat Treated with 1.8” Dunker Samples )
Effect of Cooling Line Size on Average Max Crack Length (Previous Data & Dunk Specimens Were Quenched in Oil) From Our Previous Study
Effect of Cooling Line Size on Total Crack Area (Previous Data & Dunk Specimens Were Quenched in Oil) From Our Previous Study
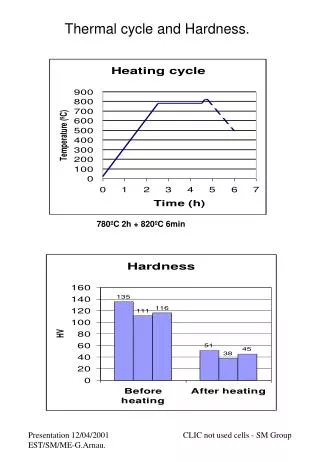
Effect of Cooling Line Size on Softening Behavior (Previous Data & Dunk Specimens Were Quenched in Oil) From Our Previous Study: 46HRC after 15,000 cycles
Comparison of Current and Previous Thermal Fatigue Behavior (Average Max Crack Length)
Comparison of Current and Previous Thermal Fatigue Behavior (Total Crack Area)
Temperature Simulation of 1.5” and 1.8” Hole (Showing Max Temperature of 1092F for 1.5” and 1004F for1.8”) 1.5” 1.8”
Stress Simulation of 1.5” and 1.8” Hole (Showing Max Tensile Stress of 5.31ksi for 1.5” and 8.3ksi for 1.8”) 1.5” 1.8”
Stress Simulation of 1.5” and 1.8” Hole (Showing Max Compressive Stress of 102.45ksi for 1.5” and 112.7ksi for 1.8”) 1.5” 1.8”
Conclusion The stress at the corner of the 1.8” specimens is higher than that of 1.5” specimens. The softening is significantly improved by using 1.8” hole instead of 1.5” hole because the max temperature at the corner of 1.8” specimens is lower than that of 1.5” specimens. The calculated max tensile stress on the corners of the 1.5” specimen is 5.31ksi and 8.3ksi for the 1.8” specimen. The calculated max compressive stress on the corners of the 1.5” specimen is 102.45ksi and 112.7ksi for the 1.8” specimen. The calculated max temperature on the corners of the 1.5” specimen is 1092F and 1004F for the 1.8” specimen.