Heated plate curing
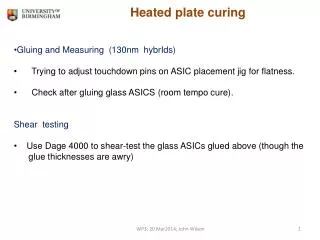
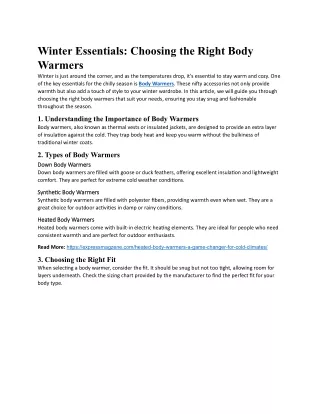
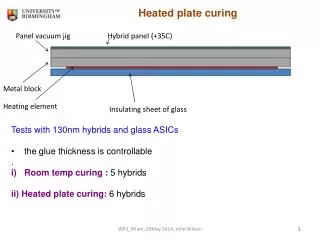
Heated plate curing. Panel vacuum jig. Hybrid panel (+35C). Tests with 130nm hybrids and glass ASICs the glue thickness is controllable . Room temp curing : 5 hybrids ii) Heated plate curing: 6 hybrids. Metal block. Heating element. Insulating sheet of glass. 1.

Heated plate curing
E N D
Presentation Transcript
Heated plate curing Panel vacuum jig Hybrid panel (+35C) • Tests with 130nm hybrids and glass ASICs • the glue thickness is controllable • . • Room temp curing : 5 hybrids • ii) Heated plate curing: 6 hybrids Metal block Heating element Insulating sheet of glass WP3_Bham; 29May 2014; John Wilson 1
Tests with glass ASICs • All hybrids (except those over-glued) shear tested on Dage 4000 after the curing has ended. • Most often the glue joint breaks at the glue layer • i.e. significant glue left on the ASIC and on the hybrid. • But usually one (+ -1) ASIC shears off leaving hardly any glue stain on the hybrid pad. Is the surface clean? • Surfaces are wiped with alcohol but more may be required. • Try cleaning with Safewash soon (but not yet). WP3_Bham; 29May 2014; John Wilson 2
% Coverage Heated plate 44% 11.082kg 24.202kg 26.845kg 22.477kg 17.837kg 17.229kg 14.965kg 15.197kg 11.934kg Glue/Substrate failure 8.671kg Glue/Substrate failure 57% 78% Hybrid pads after shear testing Glass ASICs after gluing 63% 58% 54% 46% 52% 56% 51% WP3_Bham; 29May 2014; John Wilson
Shear Height Vs Glue Thickness for Heat Cured ASIC’s – Arranged in groups of % Coverage WP3_Bham; 29May 2014; John Wilson
Production still tricky: e.g. too much glue! WP3_Bham; 29May 2014; John Wilson
Bare glue dot : cured on glass ASIC(Mech Eng Alicona G4 (IF) system) Glue adhering to stencil at pull off 2.16mm 726mum “Slumping” of glue after stencil removed? Edge of glue dot? “Bleeding” between stencil and glass. 2.85mm WP3_Bham; 29May 2014; John Wilson
Expected dot pattern from stencil Stencil dots: 2mm diam and 135 microns high Closest dist between edges of adjacent dots = (5.40 – 4.0)/2 = 0.7mm Therefore for dots to touch their radii must increase from 1.0 to 1.35mm Ideal stencil dot (1.0mm rad x 135microns high) will be compressed to a dot of radius 1.30mm if the glue thickness is 80microns. Therefore in ideal case (80 microns), the 5 glue dots will not quite merge. But, in practice, bleeding + slumping will spread out the dots -> merging. WP3_Bham; 29May 2014; John Wilson
Conclusions (after lots of gluing!) • No clear correlation between shear strength and glue thickness • Correlation emerging between shear strength and coverage (as expected!) • No apparent difference in shear strength between the two methods (room temp and heated plate curing) • Systematic effects becoming apparent with experience/practice e.g. glue dots slightly larger for ASICS 7,8, 9 as glue is applied here in overlapping swipes. • Still scope for putting down variable amounts of glue ! Thanks to Liverpool for sending an extra batch of glass ASICs. Would be very useful to have more glass ASICs in pipeline, please. WP3_Bham; 29May 2014; John Wilson 9
Other news Dry storage cabinet (Almit) had been delivered but without the nitrogen circulator (ordering mishap) We have now received the missing N2 unit. Good …. but, it is not “bolt on”, as advertised. A new hole has to be cut in the cabinet to match! WP3_Bham; 29May 2014; John Wilson 10
From previous meetings WP3_Bham; 29May 2014; John Wilson
All data collected from shear tests Many of the lower results are where there has been a failure at the glue/substrate interface, possibly due to the hybrid surface not being clean WP3_Bham; 29May 2014; John Wilson
Omit pts with little glue adhering to ASIC pads. Not enough glue due to something blocking the stencil holes – next slide. WP3_Bham; 29May 2014; John Wilson
ASIC with anomalously low shear strength: 2.7kg Glue on ASIC; stencil removed After curing Hybrid after shear Glue on stencil ASIC after shear -> ensure stencil is clean before use. WP3_Bham; 29May 2014; John Wilson
Hybrid glued with a pre-heated ASIC vacuum jig. Due to expansion it made the stencil tricky to get on properly and led to too much glue being stencilled on. Average Glue thickness is 75µm This has so far been a one-off. Decide not to preheat the ASIC vacuum jig. Hybrid glued without preheating the ASIC vacuum jig. Stencil fitted on much more easily and because of that the correct glue volume was stencilled on. Average glue thickness is 80µm Although: - P.T.O WP3_Bham; 29May 2014; John Wilson