Mortar
Mortar. Introduction. Mortars are used in residential building in the following areas: as a render on masonry as a bedding agent in brickwork as a bedding agent for ceramic tiles as a bedding agent for roof tiles as a grout for ceramic tiles as a ‘topping’ mortar for concrete.

Mortar
E N D
Presentation Transcript
Introduction • Mortars are used in residential building in the following areas: • as a render on masonry • as a bedding agent in brickwork • as a bedding agent for ceramic tiles • as a bedding agent for roof tiles • as a grout for ceramic tiles • as a ‘topping’ mortar for concrete.
Learning outcomes • On completion of this unit, you should be able to: • understand the role of lime and cement in the making of mortars • define mortar and describe the purpose of mortars in the building industry.
Lime • Lime for building purposes is obtained by burning (calcining) carbonate of lime (limestone). The material is burnt in a kiln for two to three and half days where moisture is driven off leaving rock or quicklime. There are several types of kiln ranging from a simple brick structure to an elaborate rotary type. • Lime is used as a component of mortars in brickwork, masonry and plastering, both in render and setting.
Rotary kiln (hydrated) lime • This is obtained by crushing rock lime in a machine and then spraying it with the exact amount of water required to slake it to a dry powder. This is then conveyed to a separator from which the lime powder is blown off into a storage bin, leaving the impurities behind. It is sold in 25 kg paper bags, with 40 bags per tonne. • Properties of hydrated lime: • Convenient package size for handling. • Does not deteriorate rapidly when stored. • Ready for immediate use in dry form. • Quantities may be accurately gauged. • It is pure lime. • Hydration is complete, therefore it will not be subject to ‘blows’ in mortar due to later expansion of lime particles. • Modern additives are now used extensively by ready mix mortar manufacturers to produce a plastic or workable mix.
Portland cement • The process of manufacturing Portland cement was developed and patented in 1824 by an English bricklayer named Joseph Aspin, who named his product Portland cement because it resembled a yellowish building stone being quarried at Portland, England. • Modern industrial developments have led to a Portland cement which is no longer yellowish and therefore no longer resembles Portland stone, at least in colour, although the basic process of manufacture is still the same.
Process of manufacture • There are two methods used to manufacture Portland cement: • the dry method • the wet method. • A description of the two methods follows. • Dry method • Limestone and clay or shale are finely ground. • The two ingredients are carefully proportioned and mixed. • The mixtureis fired in a rotating cylindrical kiln. The burning temperature of the kiln is 2600°C– 3000°C. This causes a chemical change and produces a clinker consisting of vastly different chemical compounds to the raw material. (The term ‘calcining’ does not apply to Portland cement manufacture.) • Gypsum is added to the resultant clinker and the mixture is finely ground again. • Wet method • This is similar to the dry method except that the initial grinding and mixing is done wet. Samples are tested in the laboratory and blending is carried out as required to produce the correct recipe. The mix is then injected into rotary kilns for burning. After burning the method is similar to the dry process. • Approximately 75 per cent of Portland cement produced in Australia is manufactured by the wet process. • Approximately 11/2 tonnes of limestone and 11/4 tonnes of clay or shale are necessary to produce 1 tonne of cement.
Uses • There are several types of Portland cement which are used as binding agents. • Type GP general purpose Portland cement • This cement is used in concrete for buildings or civil engineering structures such as dams, bridges, roads, tunnels, airport runways, wharves and jetties. • It is also used in precast or prestressed concrete products such as building components, both structural and architectural, bricks, blocks paving slabs and garden ornaments. • Type HE high early strength Portland cement • This material has special qualities due to extra fine grinding and/or variation in chemical composition by special selection and blending of raw materials. Setting time and ultimate strength are about the same as normal Portland cement. The cost is slightly increased. • Type LH low heat cement • This material liberates less heat during early setting and hardening than types 1 or 2. It is used therefore in mass concrete to control temperature rises in the concrete. It has somewhat better resistance to some forms of chemical attack than types 1 or 2 because of its chemical composition.
Aluminous cement • Composition and manufacture of this type of cement are considerably different to Portland cement. It is made from a mixture of limestone and bauxite (bauxite is the principal ore of aluminium). It is hydrated alumina. • Aluminous cement can be mixed with Portland cement to accelerate the hydration process and produce a fast rate of strength development.
Types of sand • Pit sand—beach or dune sand • This sand is suitable for use in mortar or concrete provided it is collected from above the salt water level or washed to remove any salt (eg Sydney or Botany sands). • Pit sand is generally white or cream. Grey sand is of inferior quality because it contains dirt. Bush pit sand, yellow or brown in colour, shrinks because of its 30 per cent or more clay content and is not recommended for use. • River sand • Usually this is good quality clean sand but it is often made up of particles that are smoother and/or coarser than good pit sand. • Crusher fines • This material is produced as a by-product in crushing rock. The particles are rough and splintery in shape (hungry) and therefore require more paste to produce a workable mix than natural sands.
Grading • A mixture of coarse and fine particles of sand used in mortar for general purposes should pass through a 5 mm mesh sieve. All particles passing this size are termed ‘sand’ (and can be used for mortar) while those retained are termed ‘coarse aggregate’ (and can be used for concrete). Clean sand available for building usually complies with this rule.
Examination • Clean sand will not leave a stain on white cloth or on the hands when rubbed together. Salt may sometimes be detected by tasting water after a small quantity of the sand has been immersed in it. A more reliable method is to use clean water to wash some sand in a small vessel and then add nitrate of silver. Clouding of the solution denotes the presence of salt.
Treatment of poor quality sand Poor quality sand may be screened or sieved to remove lumps, fine roots and stones. Dust, clay, vegetable matter and salt may be removed by washing the sand under running water in a trough or shallow tank. • Crushed sandstone is suitable for mortar when free from dust and clay. • Crushed furnace ashes or coke contains corrosive chemicals and is not suitable for use with steel reinforcement. It is, however, good for use in mortar exposed to low furnace heat such as in domestic coppers, incinerators and barbecues. Substitutes for natural sand
Mortar • Mortar may be defined as • a mixture of an aggregate or bulk material and a matrix or binding material. • Sand is the aggregate and lime and cement are the binding materials. These materials are combined to form different types of mortar mixtures in accordance with required strength. • Lime mortar • Lime mortar is a mixture of slaked rock lime or hydrated lime, clean sharp sand and clean water. This is a comparatively soft type of mortar of low strength. • Proportions are one part lime, 21/2 to 4 parts sand by volume and sufficient water to bring the mixture to a workable plastic state.
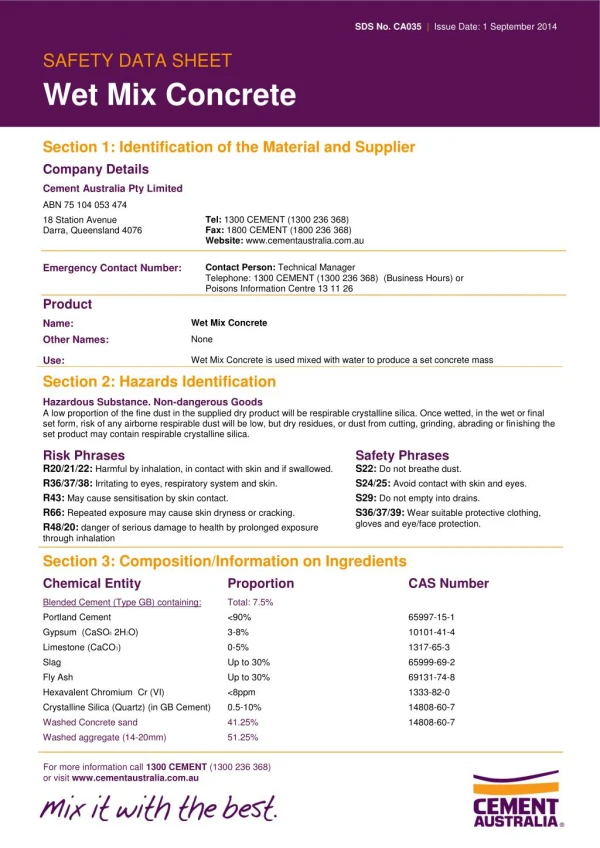
Mixing on the job • Using hydrated lime • Powdered lime may be used directly with measured quantities of sand or it may be soaked for 24 hours in a large drum to ‘fatten’. The lime, sand and water may be mixed by hand on a clean hard surface or may be machine mixed. • Premixed lime mortar • This is widely sold by the truck load of 1.25 m3 or in drums for small jobs. It is generally used for brickwork, when available, because of its convenience and the reduced costs in relation to mixing on the site. • Cement mortar • Cement mortar is a mixture Portland cement, clean sharp sand, and clean water and a small proportion of lime. This makes the strongest type of mortar. • Proportions are one part cement, 3 to 4 parts sand by volume 1/10 part lime together with sufficient water to make a workable plastic mixture. • Mixing is usually done by hand or by machine on the job. • Plasticising agents of many kinds, other than lime, are frequently used to make cement mortar more workable. • Cement mortar is best when used before the initial set takes place, normally about one hour after mixing. Mortar re-mixed after the initial set loses some strength and should not, therefore, be re-mixed for use.
‘Compo’ or lime-cement mortor • This medium strength mortar is a mixture of lime, cement, clean sharp sand and clean water. It sets harder than lime mortar but not as hard as cement mortar. • The standard mixture consists of either one part cement, one part rock or hydrated lime and 51/2 to 6 parts sand, or one part cement, 2 parts rock or hydrated lime and 8 to 9 parts sand with sufficient water to make a plastic workable mixture. Quantities of materials should be carefully measured and either hand mixed or machine mixed. • Mortars of all types may be coloured red, brown, black, cream or green by adding mineral oxides in dry powder or liquid forms. • Grout, a thin or liquid mortar (usually cement) used for filling up joints. An excess of water makes the mortar weak. Where strength is required, additional cement is added to the grout. It is preferable to wet the work and allow the water to soak in before grouting.
Bush sand • In some areas (such as Sydney) ‘bush’ sand and cement are mixed to produce a bricklaying mortar, in a ratio of 1:5. Bush sands contain a clayey loam which produces a very workable mix but which is susceptible to shrinkage. For low level residential work this does not pose any real problems. • Additives or admixtures • Proprietary admixtures are available for mortars and usually take the form of air in training agents and are used to make the mix more ‘plastic’ and easier to use. • However, caution should be observed with the use of all admixtures as they are often used contrary to the manufacturers’ recommendations and their effects are often misunderstood by the users.
Summary • Portland cement and lime are generally used on building projects in bagged form and mixed on site. Their main use is on residential projects, including: • mortar for bricklaying • render for masonry walls • bedding mortar for ceramic tiles and roof tiles • as grouting material. • The strength of mortars varies widely according to the ingredients used. Cement mortars are stronger than lime mortars and are more widely used today. • Portland cement and hydrated lime are factory produced. • Sands are excavated, washed and graded according to local supplies. Water for mortars should be clean and free of organic material. Water gives plasticity to the materials and in the case of cement, it is essential to the hydration process and resulting strength.
Introduction • Metals have been used by humans for over 6000 years. The first metals were simply picked up off the ground, but in time people learnt to extract metals from their ores. Nowadays the technology has become quite complex and not only can many metals be extracted from their ores, but the properties of metals can be modified by various types of finishing processes or by mixing with other metals to form alloys. For building purposes, most metals are alloys. • The major base metals used are iron, copper, lead, zinc and aluminium. Metals using iron as their base are called ‘ferrous’ metals while the others are termed ‘nonferrous’. Brass is an important nonferrous metal used in building, being an alloy of the base metal copper. • Glass today is manufactured from the same materials as it was several thousand years ago. Egypt is credited with the earliest glass making technology at least as early as 4000 BC. In Australia commercial glass making began in 1872 in Melbourne with bottle manufacture. In 1903 factories were established and in the 1920s and 1930s products were increased to include window glass. Glass is manufactured commercially from sand (silica), soda and lime. Its characteristics are dependent on the proportions and treatment.
Learning outcomes • On completion of this unit, you should be able to: • identify and name the metals commonly used in the residential building industry • understand the effects of the incompatibility of metals • state the application of the different metals used in building • list the different types of glass available to the building industry • state the uses of glass in residential building.
Properties of metal • Metals are substances that can either be hammered (the quality called malleability) or drawn out as wire (the quality called ductility) or melted and formed into shapes in moulds. Most metals can be polished. All metals are, to greater or lesser degrees, conductors of forms of energy such as heat and electricity. • Other characteristics possessed by metals may vary considerably from metal to metal. Some metals (eg stainless steel) have good strength qualities, whereas others (eg tin) have very little strength. All metals, however, will lose strength when repeated force is applied to them—a process known as metal fatigue. • The degree of hardness of a metal will vary according to its natural characteristics (lead and tin, for example, are soft metals; chromium and nickel are hard) and according to the degree to which the metal is worked. When a metal is worked at normal temperatures (by being rolled or forged, for instance) the result will be an increase in its hardness and strength—this it called work hardening.
Properties of metal • Most metals are subject to corrosion, which occurs when the surface of the metal combines with oxygen in the air to form a coat or crust that is no longer metallic (eg rust on iron or steel). Corrosive liquids and gases can actually eat away metals. (We can see the effect of salt air or spray on aluminium.) The process of corrosion is usually greatly speeded up by the action of heat and moisture. Some metals have very low corrosion-resistance, while others have a good degree of corrosion-resistance. Metals with a high degree of corrosion resistance (eg chromium) are often used either as coatings or in alloys with other metals to increase their resistance to corrosive agents.
Forming metals • How metals are formed depends upon the type of metal, the objects being made, and whether parts made of other metals are also incorporated. The following are some of the methods used: • Casting— where molten metal is poured into moulds and allowed to cool and harden. Rolling hot or cold metal is rolled between heavy rollers to produce various bars, strips, sheets or sections of metal. • Forging— wherehot metal is squeezed into shape, often using mechanical hammers and suitably shaped dies. • Extrusion— where heated metal is forced through a suitably shaped hole in a hardened steel die to produce continuous solid or hollow sections. • Drawing wire— or tubes are pulled through tapered dies to reduce the thickness of the metal. Normally the metal is cold and the process lessens its strength.
Joining metals • Metals can be joined by a variety of methods, including the following. • Mechanical joints: Bolts, screws or rivets are used to join metal components together. • Soldering and brazing:Most metals can be joined using an alloy which is a mixture of two or more metals that melt at a lower temperature than the melting point of the metals being joined. Soldering usually refers to tin-lead and lead-silver alloys which melt below 300°C. • Brazing: Gives stronger joints than soldering; however, as it is done at higher temperatures (over 600°C), brazing cannot be used on metals such as lead which have low melting points. • Welding:Most welding involves a metal being heated to a temperature below its melting point, and the soft metal being hammered together. This traditional blacksmithing method has been replaced by gas welding (using oxyacetylene or propane) and arc welding (using an electric arc struck between the work and a welding rod or a carbon electrode). • Both brazing and welding involve heating the adjacent metal to extremely high temperatures which allow the metal to flow together and form one continuous unit.
Ferrous metals • Ferrous metals are those metals that contain a large amount of iron. The main types of ferrous metal are: • cast iron • wrought iron • steels.
Manufacture • Iron ore, as mined, is a combination of iron and oxygen and various other substances. In this country most of the ore is obtained from open-cut mines. • The first step in processing the ore is to reduce it to metallic iron (often called ‘pig iron’), a process carried out in a blast furnace using coke as a fuel and reducing agent. The metallic iron, at this stage, contains a relatively high proportion of carbon (about 4 per cent). • To make steel, the carbon content of the metallic iron must be lowered to less than 1 per cent by an oxidation process in the steelmaking furnace. At the same time, the metal is given whatever special chemical and physical properties may be required by the addition of other metals. The quantities and timing of the additions of carbon and various other elements are carefully controlled to make the wide range of irons and steels that are available.
Effects of added elements • Carbon is the principal hardening element in steel. In plain carbon steels, it is used as the controlling element to regulate physical properties. When the carbon content is increased, hardness and tensile strength are improved but ductility and weldability are reduced (see Figure 7.1). Figure 7.1: Influence of carbon on the properties of ferrous metals
Effects of added elements • Manganese increases strength and hardness but to a lesser degree than carbon. It also improves the toughness and abrasion resistance of steel. • Chromium increases hardening ability and tensile strength and improves corrosion and abrasion resistance. It is usually associated with nickel additions to form ‘stainless steel’.
By-products an recycling • Blast furnace slag • Blast furnace slag is the waste from the smelting process. It is an important by-product which can be used for concrete aggregate, road metal and slag wool for insulation. • Steel scrap • This is a major source of metallic iron for steel making. Scrap may either be residue left from the steelmaking process or purchased from discarded or obsolete constructions. About half of the crude steel produced annually in the world will eventually be returned to the steel-making furnaces. • Cast iron • Cast iron is produced by re-melting pig iron with steel and cast iron scrap. The cast iron has a high carbon content which makes it free-running and, therefore, very suitable for moulding intricate shapes. Cast iron has been used in the past for the decorative iron lace on buildings which is often wrongly called ‘wrought iron’. Cast iron is used for fire grates; for soil waste pipes and ventilating pipes; for drainage gratings and frames; and for baths and basins (with a vitreous enamel finish).
By-products an recycling • Wrought iron • This is a low carbon iron which is excellent for forging but cannot be cast, tempered or welded (by gas or arc). Wrought iron was very popular for decorative finishes (such as balustrades and balcony railings) in the 1950s but has since lost popularity. • Steels • Steels are produced by removing impurities from pig iron and then accurately adjusting the quantities of all the ingredients. Steels are noted for their high strength compared to their production costs, and also for their poor performance in building fires. Ordinary steels do not resist corrosion well, but special steels (eg stainless steel) are produced today with excellent corrosion resistance.
Structural steel • Structural steel products are available in hot rolled sections and cold formed sections. • Hot rolled sections • These are formed while the steel is at elevated temperatures and include the following profiles:
Cold formed sections • These are formed while the material is cold as distinct from materials that are shaped or worked while under the effect of heat. Unlike hot rolled sections, cold formed sections have constant thickness. • Cold formed sections may be formed by: • Rolling in a rolling mill (for material up to 20 mm in thickness), the product being what is known as ‘cold rolled sections’ (see Figure 7.2). Figure 7.2: Rolling in a rolling mill
Cold formed sections • Pressing by means of a press brake (for material up to 20 mm in thickness), the product being what is known as ‘pressed steel sections’ (see Figure 7.3). Figure 7.3: Pressing with a press brake
Cold formed sections • Pressing by means of a swivel bender (for material up to 30 mm in thickness)—the product being what is known as ‘pressed steel sections’ (see Figure 7.4). Figure 7.4: Pressing with a swivel bender
Pressed steel • Pressed steel is used for: • door and window frames • metal trims (such as skirtings) • wall panels. • Note: Pressed steel sections are limited to the size of the break press; or, with swivel bending, are able to be produced economically in small quantities.
Alloy steels • Alloy steels contain certain added elements that provide special properties such as ultra high strength or resistance to corrosion or heat. • Stainless steel (containing chromium and nickel) is one such steel alloy which, although much more expensive than mild steel, is being increasingly used in building in a wide variety of applications because of its durability and low maintenance needs (even under extreme conditions of atmospheric pollution, as it has excellent resistance to corrosion). • Stainless steel has outstanding structural advantages because its hardness and toughness allows it to be used in very light sections, thus reducing greatly the weight of finished articles. Even more importantly, it is less affected by extreme heat, such as in a fire. • Except for very simple cutting or drilling on site, all shaping and fitting of stainless steel must be done in suitably equipped factories and workshops. • Stainless steel is also used for sanitary ware (eg sinks and benchtops).
Prevention of corrosion in steel • Upon exposure to the atmosphere ferrous metals combine with oxygen to form a red oxide (ie rust). Rust corrodes the metal and eventually wears it away, leaving behind a red powdery residue. This not only affects the appearance of the metal but substantially reduces its strength. • One way of making steel rust resistant is by applying one of many protective coatings available for steel products. These fall roughly into two groups: metallic coatings and non-metallic coatings. As most require scrupulously clean conditions and special surface preparation of the steel for successful application, factory application of surface coatings is preferable.
Metallic protective coatings • These function by taking advantage of electro-chemical differences between different metals. In adverse atmospheric conditions it is the surface coating that is sacrificed rather than the base metal. • A number of methods are used to apply metallic coatings, such as electroplating, spraying and hot dipping. Metals used to coat the steel include cadmium, zinc, tin, aluminium and copper. • Zinc aluminium alloy applied by the hot dip process has effectively replaced galvanised steel in applications such as roofing because of its greatly increased durability.
Non-metallic coatings • These are available in a wide variety of colours and include: • paints • baked epoxy finishes • vinyl coatings • bituminous coatings • vitreous enamel coatings. • Baked epoxy finishes are applied to zinc-aluminium coated steel which is chemically treated to assist bonding. An epoxy primer and then the final colour coat are baked on separately. This type of finish is popular for domestic and commercial roofing and wall cladding for normal conditions.
Non-metallic coatings • In marine and polluted industrial conditions steel can be coated with a tough vinyl which is laminated to the steel substrate. The vinyl coating locks out moisture, making an extremely corrosion-resistant finish. • Vitreous enamel coatings comprise a layer of glass fused to a properly prepared steel base. • Painting should be considered as a complete system that includes surface preparation, pre-treatment to facilitate adhesion, primer, intermediate coat or coats and finish coat. Different types of steel require different pre-treatments and coatings. • Bituminous coatings are based on bituminous resins such as coal tar or asphalt. The bituminous resins perform well underground and in contact with water but do not have good weather durability when exposed to sunlight.
Nonferrous metals • Most nonferrous metals are more costly to produce than ferrous metals. However, they often have much better working properties and resistance to corrosion. The more common nonferrous metals are copper, aluminium, zinc, lead, nickel, tin and cadmium.
Copper • Copper has been in use for at least 10 000 years: nearly 5000 years ago it was being beaten into sheets, pipes, and other building products. • Copper is a pinkish coloured metal and is easily hammered into sheets. It is much more expensive than some alternatives but its extreme resistance to corrosion outweighs this disadvantage in certain applications. Upon exposure to the atmosphere, copper forms a protective copper oxide coating which is light green in colour. • Uses • Its resistance to corrosion has made it popular for use as water pipes and tanks. It also conducts electricity very well, hence its use for electrical wiring. Other uses include roofing, roof plumbing, flashing and damp courses
Brass • Brass is an alloy of copper and zinc, and is an attractive golden colour. • Uses • Brass is used for plumber’s hardware (eg pipe connectors and fittings; taps and outlet spouts, often chrome finished). Screws, nails, grilles, hinges, door locks and latches and chains are often made from brass.
Aluminium • Aluminium is a light-weight metal (approximately one-third the weight of iron) and is silver-white in colour. • Aluminium was introduced as a building material after World War Two in competition with traditional building metals, such as steel and copper. Probably the major characteristic that has helped aluminium gain widespread acceptance in the building industry is its suitability for extrusion production methods. This means that very complicated shapes can be produced economically. • Uses • Aluminium products are extensively used in the building industry—for domestic windows, doors and insect screens; for commercial windows and curtain walls for residential and industrial roofing and rainwater goods; for balustrades and railings and for reflective insulation.
Corrosion resistance • One of the most significant properties of aluminium is its excellent resistance to atmospheric corrosion. On exposure to the atmosphere, a whitish coating of aluminium oxide forms which then protects the surface from further corrosion. The structural integrity is not impaired as a result of this process. • Thus, untreated aluminium can be used for roofing, cladding and so on, but where long-term appearance is important the aluminium should be finished.
Compatibility with other building materials • Corrosion of a metal may be accelerated through contact with another metal of very different electro-chemical properties especially in the presence of an electrically conductive solution, such as sea spray or industrially polluted moisture. • Copper, brass and nickel alloys, all have a large potential difference to aluminium and in a salt solution cause it to rapidly corrode. • Some other building materials are also incompatible with aluminium and direct physical contact with those materials should be avoided or barriers should be used. Table 7.1 broadly indicates the types of barriers suitable for most building construction applications.
Finishes for aluminium • Although aluminium is naturally corrosion resistant, various finishes may be applied for aesthetic reasons. These include textured finishes ranging from a fine satin finish (achieved by chemical etching) to a scratch-brushed or hammered finish. • Bright finished aluminium can be achieved mechanically or chemically and results in highly reflective product. To retain the desired appearance, however, the sections should be anodised immediately. • Anodising is an electro-chemical process which greatly increases the thickness of the protective oxide film which would naturally form on the surface, thereby increasing the resistance of the surface to corrosion and damage and enhancing the appearance of the finished product. Film thicknesses can be specified for different applications. • The oxide film may be artificially coloured. Depending upon the process, however, some colours may be subject to ultraviolet deterioration and therefore are only suitable for interior applications. • Paint may be applied to aluminium but factory application is recommended as the process must be carried out in a dust-free environment and the aluminium surfaces must be pre-treated to remove surface contaminations and to provide a key for good adhesion. Powder coating is now widely used as a finish to aluminium in residential building.