Download
1 / 55
650 likes | 1.41k Views
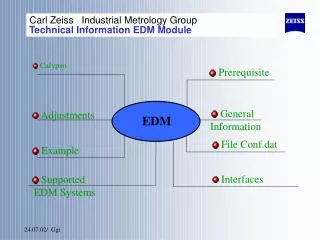
Mitsubishi RA90 4 axis Wire EDM. Machine Tool Technology Lake Area Technical Institute Some pictures copied from Mitsubishi. Outline. RA90 Overview - Slide 3 Control Buttons and Lights Jogging the machine Rethreading the wire - Slide 37 Mounting Workpieces Pickups Nozzles

E N D
MitsubishiRA90 4 axis Wire EDM Machine Tool Technology Lake Area Technical Institute Some pictures copied from Mitsubishi
Outline • RA90 Overview -Slide 3 • Control Buttons and Lights • Jogging the machine • Rethreading the wire -Slide 37 • Mounting Workpieces • Pickups • Nozzles • Flow of Machining Operations • Power Settings Mitsubishi-Epacks
The 4 different axes • X is the left to right • Y is front to back • U is to X and moves on top left to right • V is to Y and moves on top front to back • What we program will be 2 axis programs. -We will use the taper function, which utilizes all 4 axes, but 4-axis programming is VERY difficult.
Start up • Press the Screen on/off button • To turn the screen back on • Release the emergency stop button • The computer is ready to be used now • To jog the machine you must press the Ready button. • Press the “Ready” button • The Deionization system will start • You will be able to jog the machine or start a cut.
2nd 1st 3rd
Shutdown • Press the Emergency Stop button • Clean the water and debris off • Turn off the light • Close the front cover • Turn off the screen with the screen on/off button Screen Off
Start up from Complete Shutdown • Press POWER ON (green button located on top of the screen) • NOTE: do not need to do the following • ZERO POINT RETURN • located on the work piece setup page • Press READY button located on top right hand side of the control panel • Move to LEFT REAR corner using the hand held pendant (can adjust the speed by pressing one of the 4 speed keys) • Work piece setup • ZERO POINT RETURN • Select all axis (when finished at the top right of the screen it will display MOVE FN = move finished)
Jogging the machine • On the Handheld pendant • Press the Hand button • The speed of movement is selected at the top of the pendant. • Rapid, Medium, 0.0005, 0.0001 • Press and hold one of the 4 bottom buttons • -X, +Y, -Y, +X
0.0005 Medium Rapid 0.0001 Edge Find Wire Align Center Find Manual Wire Contact Do Not Use Yet Jogs the U or V axes
Mounting Workpieces • The Bed of the RA90 is Soft Stainless steel • Don’t drop parts, etc. on it! • Threads do Not go through • So the screws do not hit the bottom flush cup • Use paper towels to clean it • Not shop rags • Incase there are metal chips in the rags • Lay workpiece on edge and tilt down • Place a penny under the heel block
Misc. Notes • Keep clamps etc. low profile • So they do Not hit the upper guide etc. • You do not have to clamp them as good as on a milling machine. • The EDM does not apply any pressure to the workpiece. • Use stainless steel capscrews and fixturing when possible
Rethreading • Gentlypull the wire through the top wire guide. Above the top wire guide, there is a wheel with a handle on it, USE IT to bring out more wire approximately 2.5 feet. • Then there are 2 ways of turning on the WIRE COLLECT. • Flip the toggle switch up, located at the lower part of the control panel. • And it will start. You should hear the vacuum sound start. • Press the S10 key NEXT and the wire collect will appear the S7 key. • The “S” keys are located at the bottom of the screen.
Pickups • Work-piece pickups
Pickup Center of Hole • Select the Center button on the pendant • Press one of the directional axis jog buttons • This determines where to start the touch-off
Corner Pick-up • Select the Corner-p button on the pendant Set the following • Start Dist X ______ • Y ______ • Machine St. Pt. X ______ • Y ______ Measure times _1_ Stp. IN
Edge Pickup Used to find one edge’s location.
Water level Gauge Water Level Low Correct Water Level Water Overfull
Nozzle Positioning • Upper water nozzle should be 0.010 away from the top of the workpiece.
Power Settings Mitsubishi-Epacks The “IP” is the parameter we change. -We reduce the “IP” if Wire keeps breaking