Download
1 / 30
320 likes | 535 Views
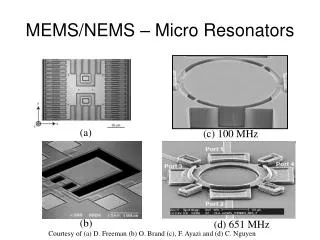
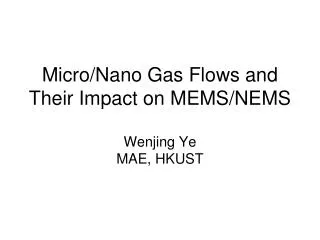
ECE6397 MEMS, NEMS, and NanoDevices. Introduction to Microfabrication. Overview of Microfabrication.

E N D
ECE6397MEMS, NEMS, and NanoDevices Introduction to Microfabrication
Overview of Microfabrication • MEMS technology was implemented directly from IC fabrication. Si was the leading material and the same processes have been used. Many others and other materials are included to meet specificity of MEMS.
Overview of Microfabrication go to http://www.engr.uiuc.edu/OCEE/outreach.htmto see video of fabrication
Thermal Oxidation and SiO2 Interface MEMS use oxides of various thicknesses Applications in microeletronics SiO2 grows on Si (also @ RT); enables very easy IC formation; ensures stability and reliability. Lower thermal budget 1 – 2 nm New dielectrics to avoid tunneling. (high K) Low K dielectrics Plummer et al.
Historical Development and Basic Concepts Oxide growth using O16 and O18 isotopes identifies the mechanism. Neutral O2 and H2O and/or OH are dominant species in oxidation, not atoms or ions O, O- , O2-, Volume of SiO2 is 30% larger than Si. (1.3)3 ~ 2.2 volume of the oxide cannot be accommodated in Silicon Plummer et al.
Effect of Volume Mismatch in Si/SiO2 System; Recessed LOCOS H2O@1000°C 2.2X volume expansion -> 45%xox=xSi y/.45=y+0.5µm y=0.41µm
Silicon Consumption During Oxidation (LOCOS) Nonplanar structures form due to Si consumption - stress between Si and SiO2 Bird’s Beak formation Stress at the Si/Si3N4 interface Plummer et al.
Structure of Silica Glass Short range order maintained Amorphous material Non-bridging oxygen in fused Silica (not present in crystalline SiO2) Si can be replaced by deposits. B,P,As or Sb = network modifiers. • large compressive stress (5*109 dynes/cm2) exists in SiO2. High temperature can relief stress by viscous flow. • Large difference in the thermal expansion coefficients of Si and SiO2. Silicon in tension refer to curvature Properties of OXIDES such as stress, porosity are important in MEMS Plummer et al.
SiO2/Si System: Structure and Charges When charges are important in MEMS? In capacitive sensors (impedance measurements) Amorphous/crystalline – interface is flat. (TEM) Roughness with growth rate and T. Detect density at the interfaces is ~ 109 – 1011 cm-2. Fixed charge ~ 109 – 1011 cm-2 is + and does not change in device operation. Interface charge =traps due to dangling Si bonds change in operation QpQit – both related to unoxidized Si atoms. Reduce charges since they degrade device operation T , H2 anneal.. Plummer et al.
Oxide Charges and Their Annealing Much more important in Si devices than in MEMS Increasing surface roughness increases charges Plummer et al.
Manufacturing Methods and Equipment Typical for ICs and for MEMS Vertical furnaces are also used. 3 zones + 0.5 ° C Dry or wet oxidation Ramping of T from/to 800 °C ( 10 °C/sec) Add HCl or TCA for gettering purpose (metals, Na +) Plummer et al.
Models and Simulation First -Order Planar Growth Kinetics - Linear Prabolic Model Deal and Groove Model Transport to Si = Diffusion through the oxide Reaction at the Si surface In steady state F1=F2=F3 Transport of the oxidant to the oxide surface. Plummer et al.
Deal-Grove Model for Wet and Dry Oxidation Slow growth rates Dry oxidation - used up to 100-200 nm Fast growth rates. Wet oxidation - used for thicker oxides C*|wet>>C*|dry MEMS usually use thick oxides Plummer et al.
Orientation Effects in Oxidation Orientation effects are important in MEMS (100), (111), and Polysilicon Density of atoms (bonds) in (111)>(100) No effect of orientation for thick oxides Strong effect of orientation for thin oxides Simulated oxide growth Related to stress Plummer et al.
2D SiO2 Growth Kinetics Difference in volume -> problems when expansion is restricted (SiO2 confined) • Experiments by Kao et al.: • Retardation at sharp corners (2X for 500 nm SiO2) • Retardation larger @ low T (no effect @ 1200 °C) • Interior (concave) corners oxidize slower than exterior (convex) but both slower than flat Si • Reasons • Crystal orientation • Diffusion of oxidant through amorphous SiO2 is the same -> no dependence on direction • Stress (volume difference): SiO2 under large compressive stress -> affect both oxidant transport and reaction at the Si surface Plummer et al.
Oxidation of Non-Planar Structures Stress retards oxidation; @high T viscoelastic flow relaxes stress Oxide viscosity=f(stress, T) no stress Stress included Stress @T> Stress @T Large stress can bend thin mechanical structures in MEMS: Cantilevers etc. History of Stress VERY IMPORTANT Stress in an oxide depends on growth T. In sequential processing, transient will appear in the next step @ higher T from the original stress (=higher at lower T) which sets the oxide growth rate below that at high T (lower stress). Also TF(irst)>TS(econd) StressF<StressS GrowthF>GrowthSquilibrium Plummer et al.
Segregation of Dopants at the Si/SiO2 Interface Highly doped layers are used in MEMS so the role of oxidation on dopant distribution is important Plummer et al.
Oxidaion Enhanced Didiffsion Oxidation can change dopant diffusion - affect layer thickness. Substrate Doping Effects Concentration Enhanced Oxidation (CEO) Low T High T CEO stronger for N+ than P+ Plummer et al.
Beginning of Integrated Circuits in 1959 Kilby (TI) and Noyce (Fairchild Semiconductors) Photolithography used for Pattern Formation Plummer et al.
Exposure Exposure system gives sharp contrast Will develop Resist has to respond with changes Plummer et al.
Wafer Exposure Systems 25-50 wafers/hr Degradation of patterns by diffraction
Basic properties and characterization of results Contrast allows distinguishing light and dark areas on the mask. DUV resists have better contrast and better sensitivity because of chemical amplification. Affected by processing conditions also CONTRAST = SLOPE : Plummer et al.
Photoresists • Negative (older –resolution limited by swelling)- more soluble when not exposed. • Positive – more soluble when exposed. Important parameters: • Sensitivity – how much time is reqd. for changes [mJcm-2] (Ex. 100 mJcm-2 for g line and i-line resists, newer down to 20 mJcm-2 . • Resolution • Robustness to etching. • Photoresists for g-line and i-line: a hydrocarbon inactive resin, a (hydrocarbon) photoactive compound(PAC), and a solvent: PAC replaced by a Photo Acid Generator (PAG) to act as a chemical amplifier. Plummer et al.
Historical Development and Basic Concepts of Doping 1960 • Development (40 years) in predeposition • Solid-phase diffusion from glass layer. • Gas phase deposition at high temperatures (B2H6, PH3, AsH6) reproducibility; good only for solid sol. (too high Ns) • Replace predeposition by ion implantation; good for bigger devices but difficult for small ones (TED) • Return to diffusion
Evolution of the Fabrication Process: The Planar Design of Bipolar Transistors Beginning of Silicon Technology and End of Ge devices Implementation of a masking oxide to protect junctions at the Si surface Oxidation possible for Si not good for Ge Lithography to open window in SiO2 Boron diffusion SiO2 Mask Phosphorus diffusion through the oxide mask Oxidation and outdiffusion Plummer et al.
Dopant Diffusion Concept of Sheet Resistance of doped layers. Higher doping lower the resistance W t s[/sq.] 4 point probe orvan der Pauw L Resistivity Sheet resistance In MOSFETs Rcontact + Rsource + Rext < 10% Rchen s but keep xj small to avoid DIBL (conflicting requirements Plummer et al.
Junction Formation – Process Choice Plummer et al.
Dopant Solid Solubility Concentrations above SS limits result in inactive coplexes (defects,precipitates) Metastable electrical activation Practical concenrations for active P and As As complexes Plummer et al.
Intrinsic Diffusion coefficients of Dopants in Silicon Arrhenius fit Fast Diffusers Slow Diffusers @ High dopant concentrations the diffusion is enhanced. Plummer et al.
Successive Diffusion Steps Dt is a measure of thermal budget T1 followed by T2: Equiv. time Transient Enhanced Diffusion (TED) and Concentration Enhanced Diffusion (CED) when D increases with C and/or crystallographic/point defects (can be related to damage) Plummer et al.