Download

1 / 46
470 likes | 783 Views
Comprehensive guide on calibration & sensitivity settings for ultrasonic testing equipment, defect classification, and recommended actions for different probe types.

E N D
USFD CALIBRATION ,SENSITIVITY, DEFECT CLASSIFICATION & ACTION TO BE TAKENJanardan PrasadSr. INSTRUCTOR/TRACK/8
PROBES • Normal probe or 0 Degree Probe - uses longitudinal waves (2 MHz & 4MHz) • Angle Probes – 70 Degree & 45 Degree are used (2MHz)
Probes Used for Ultrasonic Testing • 00 or NORMAL Probe (4 MHZ) • 700 Forward Probe (2 MHz) • 700 Backward Probe (2 MHz) • 700 Shifted/Forward Probe (2 MHz) • 700 Shifted/Backward Probe (2 MHz) • 450 Probe (2 MHz) • 450 Tandem Test Rig (2 MHz) • 700 Side looking (SL) Probes (2 MHz) • 00 Probe (2 MHZ)
Calibration & sensitivity setting • Visual inspection of equipment & accessories ---- daily check • Sensitivity setting of equipment---Once in 3 days check • Calibration of equipment --- Weekly check • Checking of equip. Characteristics. ---- Monthly check
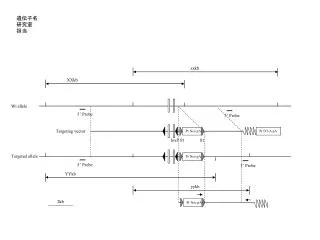
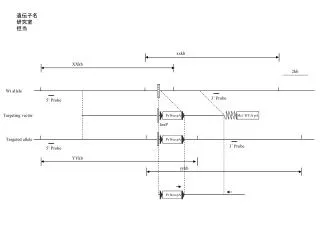
Calibration of USFD Machine • Weld Testing
AT Welding • Probes Used • 1. Zero Degree, 2 MHz, Double Crystal • 2. 45˚,2 MHz, Single Crystal • 3. 70˚, 2 MHz, Single Crystal • 4.A pair of two 70˚/2 MHz probes inclined at 20˚side looking with respect to usual beam path
Caliberation for 0 degree Probe • Standard rail piece of length-600 mm • To detect porosity, Blow hole, slag inclusion . • Range: 300mm • Mode: T-R i.e. Double Crystal. • Set Delay 0. • Set Probe Zero 0.
Longitudinal Velocity: 5920 m/s • Angle: 0 Degree. • Connect 0 deg probe. • Place 0 deg probe on IIW Block after applying couplant at 100 mm width side. • Set first reflected peak at 3.3 div using probe Zero.
Place gate over it & read the beam path, depth shal be 100 mm. • Second reflected peak will appear at 6.7 & third peak at 10.0. • Now equipment is caliberated for 300 mm range.
Place gate over it & read the beam path, depth shall be 100 mm. • Second reflected peak will appear at 6.7 & third peak at 10.0. • Now equipment is caliberated for 300 mm range.
Sensitivity Setting for 0 probe. • Place 0 deg Probe on 3 mm dia hole in head of AT weld. • Set peak height to 60 % with the help of gain button. • DFWO: Flaw peak of ht. 40% to 60 % of FSH.(Head) • DFWR: Flaw peak of ht. > 60% of FSH. ( Head)
DFWO: Flaw peak of ht. 20% to 40% of FSH (Peak from web or foot) • DFWR: Flaw peak of ht. > 40% of FSH. (Peak from web or foot)
Caliberation for 70 deg Probe. • 70˚ 2 Mhz ( Head Scanning) • Range: 165 mm • Mode: T+R i.e. Single Crystal. • Set Delay 0. • Set Probe Zero 0. • Set Velocity ( 3230 m/s) • Set angle 70` • Put on IIW block after applying couplant.
70˚ 2 MHz ( Head Scanning) • Range: 165 mm • Mode: T+R i.e. Single Crystal. • Set Delay 0. • Set Probe Zero 0. • Set Velocity ( 3230 m/s) • Set angle 70˚ • Put on IIW block after applying couplant.
Set probe at 100 mm curvature. • Move Probe to & fro to get maximize signal. • Use probe zero to set peak at 6.0. • Using gate, read beam path 100 mm. • Machine is caliberated for 165 mm .
Sensitivity setting for Head Scanning. • Place 70˚ probe at 3 mm dia. drilled hole on Head. • Set 60% height of signal. • DFWO : Peak Height 40% to 60% of FSH • DFWR : Peak Height >60% of FSH • DFWR: Bunch of moving peak>10% of FSH
Sensitivity setting for Flange Testing • Place 70˚ probe at 3 mm dia drilled hole on mid of Weld. • Set 60% height of signal. • DFWO : Peak Height 40% to 60% of FSH • DFWR : Peak Height >60% of FSH
Calibration for 45 Degree Probe • 45˚, 2 Mhz(Web Foot Scanning for Half Moon) • Range: 275 mm • Mode: T+R i.e. Single Crystal. • Set Delay 0. • Set Probe Zero 0. • Set Velocity ( 3230 m/s) • Set angle 45˚ • Put Probe on IIW block after applying couplant.
Set Probe at 100 mm curvature. • Move probe to & fro to get maximize peak. • Use Probe Zero to set peak at 3.6 • Use gate to read beam path i.e. 100mm. • Machine is calibrated for 275 mm shear wave.
Sensitivity Setting for 45˚ Probe • Place Probe on rail head at a distance equal to height of rail from center of AT Weld. • Move 20 mm to & fro. • Pick up Half moon signal. • Set maximum peak to 60% height. • DFWR : Peak height>20% of FSH.
70 Degree Side looking Probe • Caliberation:70 Degree Side looking Probe • Caliberate machine for 165 mm Shear wave.
SENSITIVITY SETTING • Range: 165 mm. • Velocity: 3230m/sec • Mode: T-R i.e. Double Crystal. • Angle: 70 degree. • Place two 70 deg probe on either side of upper zone of flange at a distance of 85 mm in zigzag manner towards weld up to a distance of 20mm from weld collar.
Set Height of peak to 60% with help of gain button. • DFWR : Peak Height >20% of FSH.
TANDEM PROBE SCANNING • Range:275 mm. • Machine is caliberated for 275 mm shear wave.
SENSITIVITY SETTING • Place Tandem rig on rail head. • Adjust height of reflected peak to 100% of full screen height. • Increase gain further by 10 db. • DFWR : Peak height>40%.
Single Rail Tester • Capable of Testing only one rail at a time • Provided with 7 probes i.e. normal/ 0° (4 MHz), 70°(F) (2 MHz), 70°(B) (2MHz), 70°(GF/F) (2 MHz), 70 ° (GF/B) (2MHz), 70°(NGF/F) (2 MHz) and 70 ° (NGF/B) (2MHz)
Caliberate the Eqipment • Single Channel: 300 mm long. • Multiple channel: 0 deg-200 mm. • 70 deg-165mm.
Sensitivity Setting • 70 deg Central(F & B) – 12 mm dia hole- 60%. • 70 deg Gauge Face(F & B) – 5 mm dia hole- 60%. • 70 deg NonGauge Face (F & B) – 5 mm dia hole- 60%.
Default Value in EEC make SRT/DRT • Range-300 mm • Gain- 35 db (SRT) & 40 db for (DRT) • Reject- 10% • Delay-120mm ( For Probe Zero) • Mode:T-R • Angle-70 deg • Thickness-300 mm. • Probe Zero: 0
Setting of SRT/DRT • Read Default values in make digital SRT/DRT
Calibration of Equipment Probes :- 0o, 70o(F), 70o(B), 70o GF(F), 70o GF(B), 70o NGF(F) & 70o NGF(B) Calibration :- USFD tester is to be calibrated for 300 mm depth range (long wave) with 60x50x50 mm steel block. • Adjust surface echo at ‘Zero’ using ‘Shift/Delay’ control. • Adjust Range by ‘H-shift/Delay’ and range’ control simultaneously to get signals at 2/4/6/8/10 on 60 mm block. • It is carried out Weekly
Sensitivity setting • Adjust gap of 0.2 mm approx. in between the contact face of normal probe and the sole of probe shoe (for normal and angular probes) • For 0o probe – Adjust Back Wall echo by ‘gain’ control to 100% of FSH • For 70o Probe – Adjust signal from 12Ф hole in head (at 25 mm depth from rail table) to 60% of FSH. While testing on single line section and ‘D’ marked rails on Dbl/multiple line section, additional gain of 10 dB is to be employed. Rail defects classification – with this addl gain of 10 dB. Weld defect classification – after reduction of this addl gain of 10dB • It is carried out once in 3 days before starting of work.
Sensitivity setting For 70oGFC probe:- Adjust max. signal from 5Ф FBH in head (at 15 mm from rail top) to 60% of FSH. For 45o Test Rig (for locations having scabs/wheel burns)- Machine to be calibrated for 150 mm range for shear wave. Sensitivity Setting – Use a 300 mm rail piece (having vertical ends) of same sectional weight, i.e. 52/60 kg. Keep 45o probe 30 mm from rail end and below 20 mm rail top on side of rail head. The distance between probe index marks in the rig shall be adjustable and kept as 134 mm and 145 mm for 52 kg and 60 kg rails respectively. signal to be adjusted to 100% of FSH. Sensitivity is to be adjusted to cater for variation in temp also (monthly checking)
Frequency for SKV Welds • Initial acceptance just after execution ( as per AT Weld Manual) • First periodic test - after one year • Further tests based on route GMT-
ACTION TO BE TAKEN AFTER DETECTION OF DEFECT IN RAIL TESTING
(iii) In case of defective weld (DFWO/DFWR) on major bridges & bridge approach (100m either side ) and in tunnel and on tunnel approaches (100m either side ), following action will be taken: • A) Se/JE (Pway) /USFD shall impose speed restriction of 30 Kmph or stricter immediately and to be continued till defective weld is replaced.
He should communicate to sectional SE/JE (P.Way) about the flaw location who shall ensure the following: • B) Protection of defective weld using clamped joggled fish plate within 24 Hrs. • C) The defective weld shall be replaced within 3 days of detection.