Download

1 / 33
330 likes | 438 Views
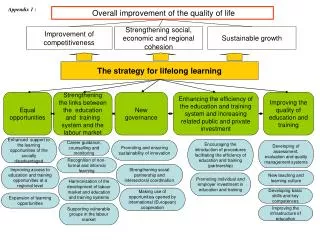
Learn about the Kaizen cycle of activity, PDCA cycle, Just in Time Production, Kanban, and Toyota's six rules to improve organizational processes and competitiveness. Discover the advantages and disadvantages of implementing these techniques for continual improvement.

E N D
KAIZAN(Japanese for improvement) The cycle of kaizen activity can be defined as: • Standardize an operation and activities. • Measure the standardized operation (find cycle time and amount of in-process inventory) • Gauge measurements against requirements • Innovate to meet requirements and increase productivity • Standardize the new, improved operations • Continue cycle ad infinitum
PLAN • Establish the objectives and processes necessary to deliver results in accordance with the expected output (the target or goals). By establishing output expectations, the completeness and accuracy of the specification is also a part of the targeted improvement. When possible start on a small scale to test possible effects.
DO • Implement the plan, execute the process, make the product. Collect data for charting and analysis in the following "CHECK" and "ACT" steps
CHECK • Study the actual results (measured and collected in "DO" above) and compare against the expected results (targets or goals from the "PLAN") to ascertain any differences. Look for deviation in implementation from the plan and also look for the appropriateness and completeness of the plan to enable the execution, i.e., "Do". Charting data can make this much easier to see trends over several PDCA cycles and in order to convert the collected data into information. Information is what you need for the next step "ACT".
ACT • Request corrective actions on significant differences between actual and planned results. Analyse the differences to determine their root causes. Determine where to apply changes that will include improvement of the process or product. When a pass through these four steps does not result in the need to improve, the scope to which PDCA is applied may be refined to plan and improve with more detail in the next iteration of the cycle, or attention needs to be placed in a different stage of the process.
Just in time production (JIT) • Just in time is a ‘pull’ system of production, so actual orders provide a signal for when a product should be manufactured. Demand-pull enables a firm to produce only what is required, in the correct quantity and at the correct time.
Advantages of JIT • Lower stock holding means a reduction in storage space which saves rent and insurance costs • As stock is only obtained when it is needed, less working capital is tied up in stock • There is less likelihood of stock perishing, becoming obsolete or out of date • Avoids the build-up of unsold finished product that can occur with sudden changes in demand • Less time is spent on checking and re-working the product of others as the emphasis is on getting the work right first time
Disadvantages of JIT • There is little room for mistakes as minimal stock is kept for re-working faulty product • Production is very reliant on suppliers and if stock is not delivered on time, the whole production schedule can be delayed • There is no spare finished product available to meet unexpected orders, because all product is made to meet actual orders – however, JIT is a very responsive method of production
Kanban • Basically a system where only what is needed to do the job is supplied • Basically a ‘Pull’ type of production,
Kanban cards • When the bin on the factory floor becomes empty (i.e., there is demand for parts), the empty bin and kanban cards are returned to the factory store. The factory store then replaces the bin on the factory floor with a full bin, which also contains a kanban card. The factory store then contacts the supplier’s store and returns the now-empty bin with its kanban card. The supplier's inbound product bin with its kanban card is then delivered into the factory store, completing the final step in the system. Thus, the process will never run out of product and could be described as a loop, providing the exact amount required, with only one spare so that there will never be an oversupply
Toyota's six rules • Do not send defective products to the subsequent process • The subsequent process comes to withdraw only what is needed • Produce only the exact quantity withdrawn by the subsequent process • Level the production • Kanban is a means to fine tuning • Stabilize and rationalize the process.
Examples of overall advantages • Better quality products • Making quality a responsibility of every worker, not just the quality inspectors • Reduced scrap and rework • Reduced cycle times • Lower set up times • Smoother production flow • Less inventory of raw materials, work in progress and finished goods
Examples of overall advantages • Cost savings • Higher productivity • Higher worker participation • More skilled work force, able to switch roles e.g. multi skilling and flexible workforce • Reduced space requirements • Improved relationships with supplier • Improved safety
Definition of Production • The processes and methods used to transform tangible inputs (raw materials, semi-finished goods, subassemblies) and intangible inputs (ideas, information, knowledge) into goods or services. Resources are used in this process to create an output that is suitable for use or has exchange value.
Production over the years • Before the introduction of machines manufacturing was mainly done by individuals • Crossbows made of bronze were mass produced in China during the Warring States Period. The Qin Emperor unified China at least in part by equipping large armies with these weapons, which were equipped with a sophisticated trigger mechanism made of interchangeable parts
Production over the years • Ships of war were mass produced at a moderate cost by the Carthaginians in their excellent harbours, allowing them to efficiently maintain their control of the Mediterranean • Venice themselves also mass produced ships using prefabricated parts and assemblylines many centuries later
Early machines • The spinning jenny is a multi-spool spinning frame. It was invented in 1764 by James Hargreaves in Stanhill, Oswaldtwistle, Lancashire in England.
Early machines • In 1775 Samuel Crompton produced his Spinning Mule, so called because it was a hybrid that combined features of two earlier inventions, the Spinning Jenny and the Water Frame. The mule produced a strong, fine and soft yarn which could be used in all kinds of textiles, but was particularly suited to the production of muslins
Early machines The Watt steam enginewas the first type of steam engine to make use of steam at a pressure just above atmospheric to drive the piston helped by a partial vacuum. Improving on the design of the 1712 Newcomen engine, the Watt steam engine, developed sporadically from 1763 to 1775, was the next great step in the development of the steam engine
Electrification • Prerequisites of a world filled with mass production were interchangeable parts, machine tools and power, especially in the form of electricity • Electrification of factories began very gradually in the 1890s after the introduction of a practical DC motor by Frank J. Sprague and accelerated after the AC motor was developed by Nikola Tesla (Westinghouse) and others. Electrification of factories was fastest between 1900 and 1930, aided by the establishment of electric utilities with central stations and the lowering of electricity prices from 1914 to 1917
Electrification • Mass production was popularized in the 1910s and 1920sby Henry Ford's Ford Motor Company, which introduced electric motors to the then-well-known technique of chain or sequential production. Ford also bought or designed and built special purpose machine tools
Mass production improved productivity, which was a contributing factor to economic growth and the decline in work week hours, alongside other factors such as transportation infrastructures (canals, railroads and highways) and agricultural mechanization. These factors caused the typical work week to decline from 70 hours in the early 19th century to 60 hours late in the century, then to 50 hours in the early 20th century and finally to 40 hours in the mid 1930s.
Mass production • Assembly lines are designed for the sequential organization of workers, tools or machines, and parts. The motion of workers is minimized to the extent possible. All parts or assemblies are handled either by conveyors or motorized vehicles such as fork lifts, or gravity, with no manual trucking. Heavy lifting is done by machines such as overhead cranes or fork lifts. Each worker typically performs one simple operation. • the parts to be assembled are delivered at convenient distances
According to Henry Ford: • The principles of assembly are these: • (1) Place the tools and the men in the sequence of the operation so that each component part shall travel the least possible distance while in the process of finishing. • (2) Use work slides or some other form of carrier so that when a workman completes his operation, he drops the part always in the same place—which place must always be the most convenient place to his hand—and if possible have gravity carry the part to the next workman for his operation. • (3) Use sliding assembling lines by which the parts to be assembled are delivered at convenient distances
Ford motor strike • The strike began on 7 June, 1968, when women sewing machinists at Ford Motor Company Limited's Dagenham plant in Essex walked out, followed later by the machinists at Ford's Halewood Body & Assembly plant. The women made car seat covers and as stock ran out the strike eventually resulted in a halt to all car production.
Definition s and explanations • Gross domestic product (GDP) is the market value of all officially recognized final goods and services produced within a country in a given period of time. GDP per capita is often considered an indicator of a country's standard of living • Pension security pension funds invest money in company shares which depend on the company making a profit. • The Pension Protection Fund (PPF) was set up April 2005 to protect you if your employer goes bust and its pension scheme can no longer afford to pay you your promised pension.
Definition s and explanations • A lead time is the latency (delay) between the initiation and execution of a process. For example, the lead time between the placement of an order and delivery of a new car from a manufacturer may be anywhere from 2 weeks to 6 months. In industry, lead time reduction is an important part of lean manufacturing.
Definition s and explanations • Team work • T together • E everyone • A achieves more • M more
Team working • Team working may be defined as a work practice based on the use of teams, or groups of limited numbers of people, who have shared objectives at work and who co-operate, on a permanent or temporary basis, to achieve those objectives in a way that allows each individual to make a distinctive contribution.
Teamwork processes • Transition processes (between periods of action) • Mission analysis • Goal specification • Strategy formulation • Action processes (when the team attempts to accomplish its goals and objectives) • Monitoring progress toward goals • Systems monitoring • Team monitoring and backup behavior • Coordination
Teamwork processes • Interpersonal processes (present in both action periods and transition periods) • Conflict management • Motivation and confidence building • Affect management