TREFILAÇÃO
TREFILAÇÃO. O que é: é uma operação em que a matéria-prima é estirada através de uma matriz em forma de canal convergente (FIEIRA ou TREFILA) por meio de uma força trativa aplicada do lado de saída da matriz.

TREFILAÇÃO
E N D
Presentation Transcript
TREFILAÇÃO • O que é: é uma operação em que a matéria-prima é estirada através de uma matriz em forma de canal convergente (FIEIRA ou TREFILA) por meio de uma força trativa aplicada do lado de saída da matriz. • Processo em que se obtêm produtos com seções de geometrias diversas pela tração desses produtos por uma matriz que define o perfil do trefilado
TREFILAÇÃO - características • Comumente realizado a frio Encruamento • Propriedades mecânicas controladas • Pequenas reduções de seção por passe
TREFILAÇÃO - características Recozimento intermediário necessário quando a queda de dutilidade associada ao aumento da resistência provoca a queda de conformabilidade
Tensão Trabalho a frio deformação
TREFILAÇÃO MATÉRIA PRIMA Barras e tubos extrudados (não-ferrosos) ou laminados (ferrosos e não-ferrosos), decapados e limpos, com qualidade superficial controlada e recozidos
TREFILAÇÃO • Produtos mais comuns: • Fios finos, perfis diversos
Os Tubos podem ser trefilados dos seguintes modos: • sem apoio interno (REBAIXAMENTO ou AFUNDAMENTO)(fig.a) • com mandril passante (fig.b)
c) com plug (bucha) interno (fig. c) d) com bucha flutuante (fig.d)
TREFILAÇÃO MECÂNICA DA TREFILAÇÃO • Esforços predominantes de compressão indireta • Atrito entre a matriz e material a trefilar • Lubrificantes/refrigerantes • Velocidade de trefilação: 10 m/s para fios de aço, 20 m/s para fios de cobre
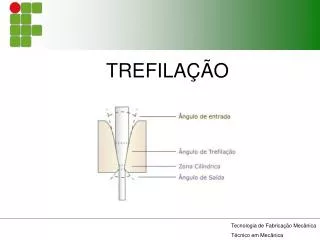
TREFILAÇÃO MECÂNICA DA TREFILAÇÃO • Geometria da ferramenta (fieira) • Cone de entrada – ângulo de entrada • Cone de trabalho Região de deformação • Região de calibração – zona cilindrica • Cone de saída - ângulo de saída
TREFILAÇÃO MÁQUINAS DE TREFILAR • - Pode-se classificar os equipamentos para trefilação em dois grupos básicos: • Bancada de trefilação • utilizadas para a produção de componentes não bobináveis como barras e tubos - comprimento limitado • - Tração é efetuada por cabeçote móvel
TREFILAÇÃO Trefiladoras de tambor • Com deslizamento • Para fios de diâmetros pequenos • O deslizamento dá-se no anel tirante • Máquinas cônicas de trefilar com deslizamento • Sem deslizamento • Para arames, em que o anel tirante faz também o papel de acumulador do produto trefilado • Máquinas contínuas, com passes em linha
TREFILAÇÃO As trefiladoras de tambor, portanto, podem ser classificadas em dois grandes grupos, a saber: 1) Duplas para arames médios
Trefilação dos arames de aço Etapas do processo: • Matéria-prima: fio-máquina (vergalhão laminado a quente) • Descarepação: Mecânica (descascamento):dobramento e escovamento • Química: (decapagem): com HCl ou H2SO4 diluídos • Lavagem: em água corrente • Recobrimento: comumente por imersão em leite de cal Ca(OH)2 a 100ºC a fim de neutralizar resíduos de ácido, proteger a superfície do arame e servir de suporte para o lubrificante de trefilação. • Secagem: (em estufa) – também remove H2 dissolvido na superfície • Trefilação: Primeiros passes a seco ,eventualmente, recobrimento com Cu ou Sn e trefilação a úmido
TREFILAÇÃO LUBRIFICAÇÃO • Por imersão ou por aspersão • Lubrificantes • Seca: sabões sólidos em pó • Úmida: soluções ou emulsões de óleos em água • Pastas e graxas EQUIPAMENTOS AUXILIARES • Afinadoras de ponta • Soldadoras topo-a-topo • Decapagem • Fornos para recozimento (contínuo ou estático) • Linhas de revestimento superficial
Carga de trefilação: Para cada passe de trefilação, a carga pode ser estimada pela expressão:
No caso de trefiladoras múltiplas, o arame pode ficar sujeito à uma tração a ré a partir da 2ª fieira - a tensão de trefilação aumenta mas a pressão de contato diminui, diminuindo o desgaste da fieira
Para cada redução dada, existe um ângulo ótimo “”, que é aquele que minimiza a carga e conseqüentemente, o trabalho total de trefilação
Modos de deformação na trefilação a) Se o ângulo de abordagem da fieira for superior a um certo valor crítico cr1, ocorre um cisalhamento interno no material, separando-se uma zona que se adere a fieira e forma uma “falsa matriz” (zona morta) através da qual prossegue a trefilação b) Se o ângulo de abordagem excede um outro valor crítico:
Modos de deformação na trefilação • a zona morta formada não adere à fieira e sim desliza para trás (DESCASCAMENTO): a camada superficial da peça se destaca e o núcleo da mesma deixa de se deformar, atravessando a fieira com velocidade de saída igual à de entrada.
TREFILAÇÃO DEFEITOS EM PRODUTOS TREFILADOS: • Devidos a defeitos nas ferramentas (desgaste, desvios de forma) • Devidos a irregularidades na matéria-prima (desvios de forma, textura irregular, vazios internos, inclusões, fissuras) • Escalonamento do diâmetro • Fratura com estrangulamento (estricção acentuada) • Fratura com risco lateral ao redor da marca de inclusão • Fratura com trinca aberta • Fraturas taça-cone • Marcas em “V” e fratura em ângulo
Durante a trefilação as camadas mais internas da peça não recebem compressão radial, mas são arrastadas e forçadas a se estirar pelo material vizinho das camadas superficiais, que sofrem a ação direta da fieira. Tal situação (deformação heterogênea) gera tensões secundárias trativas no núcleo da peça, que pode vir a sofrer um trincamento característico, em ponta de flecha. A melhor solução é diminuir a relação D/L, o que pode ser feito empregando-se uma fieira de menor ângulo (a), ou então aumentando-se a redução no passe (em outra fieira com saída mais estreita) .