Download
1 / 30
360 likes | 717 Views
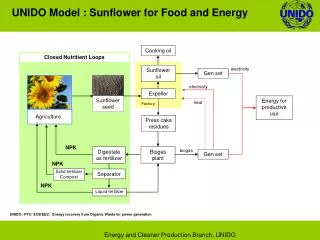
Waste Minimization and Cleaner Production. Prof. K. Pathak Mining Engineering Department IIT KHARAGPUR. Waste minimization and cleaner production. Waste is generated by activities in all economic sectors and is generally regarded as an unavoidable by-product of economic activity.

E N D
Waste Minimization and Cleaner Production Prof. K. Pathak Mining Engineering Department IIT KHARAGPUR
Waste minimization and cleaner production Waste is generated by activities in all economic sectors and is generally regarded as an unavoidable by-product of economic activity • Waste is generated from: • inefficient production processes, • low durability of goods and • unsustainable consumption patterns • Waste Generation is associated with: • Energy loss • Economic loss • Environmental degradation • Health hazards • Opportunity loss • Extra expenses on cleaning
Per Capita Waste Generation by countries The collection of municipal waste varies considerably between countries and lies in the range of 685 kg/capita (Iceland) to 105 kg/capita (Uzbekistan). More developed more Waste generation
Can you identify and discuss waste generation and waste flows in the following sector? • Agriculture • Food Processing • Chemical Plants • Manufacturing industry (Approximately 740 million tonnes of waste are generated by the manufacturing industry in Europe every year.) • Mining • Mineral beneficiation • Metallurgical Plant • Household and Municipalities • Construction and demolishing • Waste Classification: • Liquid Waste- Waste water • Solid waste-non hazardous and hazardous; also called refuse. • Garbage : animal and plant residue • Rubbish: combustible portion (trash) and non-combustible portion of solid waste • Construction and demolition wastes-rubbles • Nuclear waste • Gaseous waste
Solid Waste Characteristics • Rate of generation • Physical characteristics: components, moisture content, density (compaction ratio, Compaction ratio= compacted density/as-discarded density) • Chemical Characteristics : proximate and ultimate analysis (components of atomic elements) • Energy Content Density = 100/1.332=75.08 kg/m3 Compacted density =2.5x75.08=187.68 kg/m3 Total Vol= 1.332 m3 Volume of the vehicle= 1000/187.68 =5.32 m3
Higher heat of combustion of solid waste is calculated by Dulong’s Formula: Hh= 32,851C+141989(H-O/8)+9263 S KJ/kg
Industrial Use of Water leads to production of waste water or contaminated water. • Food Processing waste Water: Contaminants in the sewer include • loose meat, • blood, • soluble protein, • inorganic particles, • food waste Most of this waste adds a high level of biochemical oxygen demand (BOD5) to the wastewater. Higher the BOD5 level demands more wastewater treatment (and investment) Technical Solution Needed: To reduce Waste production • Provide education on water use and waste load; • Survey the plant for problem areas: determine where water is used and where wastes are generated, find how to capture all nonliquid waste and prevent it from entering the wastewater • Evaluate plant processes: find if insufficient waste collection equipment, leaks in some machinery, worn-out equipment and lines; • Promote the use of dry cleanup; • Provide for waste recovery and utilization: identify market for wastes; • Enhance waste pretreatment: grease trap, solids recovery basin, and an activated sludge system with provisions for pH control.
Grease Trap: A grease trap, sometimes called a grease interceptor, is a piece of restaurant equipment which is required in many regions to keep the sewers functional. The grease trap acts as a filter to remove fats and oils from water before it enters the municipal waste system. Since fats and oils can clog a sewer system, the use of a grease trap ensures that the sewer system runs smoothly. In a commercial kitchen, a grease trap treats all of the water coming out of the kitchen. A grease trap looks like a large box or barrel spliced into the water drainage line. When the water enters the grease trap, it cools down, allowing the lighter oil to precipitate out to the top. A series of baffles in the grease trap collect oil and chunks of material while the water sinks to the bottom. An exit pipe at the base of the grease trap allows the treated water to flow out, while the grease remains enclosed on top. In order to function properly, a grease trap and its lines must be regularly cleaned and maintained. Staff can empty the grease trap by hand, or a company may be hired to pump out the grease trap. Some grease traps use automatic systems to skim out the grease and dump it into a container, but these grease traps still need to be periodically broken down and cleaned. All of the baffles of a grease trap should be scrubbed, and the drainage lines should be scoured to remove accumulated grease.
A grease trap is a tank that waste water enters where solids and greases collect. The water continues to flow out of the other side of the trap and into the sewer system, successfully leaving the grease behind within the trap.
Oil Water Separator The design of the separator is based on the specific gravity difference between the oil and the wastewater because that difference is much smaller than the specific gravity difference between the suspended solids and water. Based on that design criterion, most of the suspended solids will settle to the bottom of the separator as a sediment layer, the oil will rise to top of the separator, and the wastewater will be the middle layer between the oil on top and the solids on the bottom. A typical parallel plate separator A typical gravimetric API separator
Activated Sludge • In a sewage (or industrial wastewater) treatment plant, the activated sludge process can be used for one or several of the following purposes: • oxidizing carbonaceous matter: biological matter. • oxidizing nitrogeneous matter: mainly ammonium and nitrogen in biological materials. • removing phosphate. • driving off entrained gases carbon dioxide, ammonia, nitrogen, etc. • generating a biological floc that is easy to settle. • generating a liquor that is low in dissolved or suspended material. Activated sludge is a biochemical process for treating sewage and industrial wastewater that uses air (or oxygen) and microorganisms to biologically oxidize organic pollutants, producing a waste sludge (or floc) containing the oxidized material. In general, an activated sludge process includes: An aeration tank where air (or oxygen) is injected and thoroughly mixed into the wastewater. A settling tank (usually referred to as a "clarifier" or "settler") to allow the waste sludge to settle. Part of the waste sludge is recycled to the aeration tank and the remaining waste sludge is removed for further treatment and ultimate disposal.
Why are grease traps required and why do they need to be serviced regularly? Grease traps are required in most areas to prevent fats, oils, and greases (FOG) from flowing into a city's sewer system. FOG can hinder the sewage treatment process and cause environmental downfalls. Without regular service, a grease trap will eventually reach capacity and allow FOG to enter the sewer system. An improperly maintained trap often causes line blockages, overflows, odors, and costly emergency services. All grease traps will clog without regular maintenance.
Waste water from Iron and Steel Industry Iron and steel industry The production of iron from its ores involves powerful reduction reactions in blast furnaces. Water is used for cooling. Cooling waters are inevitably contaminated with products especially ammonia and cyanide. (During the production of pig iron, potassium and sodium cyanide, KCN and NaCN, are generated in the blast furnace . These compounds leave the blast furnace together with the dusty top gas. Prior to further use the top gas has to be cleaned up. During wet purification, a muddy cyanide-containing waste is created. This waste is referred to as blast furnace sludge. As the blast furnace sludge is worthless, it is disposed at surface deposits. Recently, the crystalline cyanide-containing compound potassium zinc hexacyanoferrate(II) nonahydrate, K2Zn3[Fe(CN)6]2·9H2O, was identified by powder X-ray diffraction in deposited blast furnace sludge as the major component of cyanide) Production of coke from coal in coking plants also requires water cooling and the use of water in by-products separation. Contamination of waste streams includes gasification products such as benzene, naphthalene, anthracene, cyanide, ammonia, phenols, cresols together with a range of more complex organic compounds known collectively as polycyclic aromatic hydrocarbons (PAH).
Iron and steel industry The conversion of iron or steel into sheet, wire or rods requires hot and cold mechanical transformation stages frequently employing water as a lubricant and coolant. Contaminants include hydraulic oils, tallow and particulate solids. Final treatment of iron and steel products before onward sale into manufacturing includes pickling in strong mineral acid to remove rust and prepare the surface for tin or chromium plating or for other surface treatments such as galvanization or painting. The two acids commonly used are hydrochloric acid and sulfuric acid. Wastewaters include acidic rinse waters together with waste acid. Although many plants operate acid recovery plants, (particularly those using Hydrochloric acid), where the mineral acid is boiled away from the iron salts, there remains a large volume of highly acid ferrous sulfate or ferrous chloride to be disposed of. Many steel industry wastewaters are contaminated by hydraulic oil also known as soluble oil.
Mines and quarries The principal waste-waters associated with mines and quarries are slurries of rock particles in water. These arise from rainfall washing exposed surfaces and haul roads and also from rock washing and grading processes. Volumes of water can be very high, especially rainfall related arising on large sites. Some specialized separation operations, such as coal washing to separate coal from native rock using density gradients, can produce wastewater contaminated by fine particulate haematite and surfactants. Oils and hydraulic oils are also common contaminants. Wastewater from metal mines and ore recovery plants are inevitably contaminated by the minerals present in the native rock formations. Following crushing and extraction of the desirable materials, undesirable materials may become contaminated in the wastewater. For metal mines, this can include unwanted metals such as zinc and other materials such as arsenic. Extraction of high value metals such as gold and silver may generate slimes containing very fine particles in where physical removal of contaminants becomes particularly difficult.
Cleaner Production • Cleaner production is the continuous application of an integrated preventative environmental strategy to processes and products to reduce risks to humans and the environment. • For production processes, cleaner production includes conserving raw materials and energy, eliminating toxic raw materials, and reducing the quantity and toxicity of all emissions and wastes before they leave a process. • For products, the strategy focuses on reducing impacts along the entire life cycle of the product, from raw material extraction to the ultimate disposal of the product. Cleaner production is achieved by • applying know-how, • improving technology, • changing attitudes.
The United Nations Environment Program (UNEP) defines Cleaner Production as ‘the continuous application of an integrated preventive environmental strategy applied to processes, products, and services to increase eco-efficiency and reduce risks to humans and the environment’. It includes: Production processes: ... conserving raw materials and energy, eliminating toxic raw materials, and reducing the quantity and toxicity of all emissions and wastes. Products: ... reducing negative impacts along the life cycle of a product, from raw materials extraction to its ultimate disposal. Services: ...incorporating environmental concerns into designing and delivering services. Cleaner Production requires changing attitudes, responsible environmental management and evaluating technology options. CLEANER PRODUCTION is Pollution Prevention China Canada • Cleaner Production means use of • technology, • processes and • management systems • to avoid • the creation of pollution, • to minimise pollution, • needs to treat effluents and emissions • Cleaner Production is thus the efficient use of resources, producing the same, better or more, with less: less raw materials, less energy, less impact on the environment.
CLEANER PRODUCTION HIERARCHY. Cleaner Production Principle: Housekeeping, Process modification, Recovery, reuse and recycle
IMPLEMENTATION OF CLEANER PRODUCTION Phase I: Planning and Organization · Management Commitment · Set up a Project Team · Develop Environmental Policy · Plan the Cleaner Production Assessment Phase II: Pre-Assessment (qualitative review) · Company Description · Process Flow Chart · Walk-Through / Site Inspection · Plan Assessment Phase Phase III: Assessment (quantitative review) · Collection of Data · Material Balance · Identify Cleaner Production Options · List Options Phase IV: Evaluation and Feasibility Study · Preliminary Evaluation · Technical Evaluation · Economic Evaluation · Non-Economic Evaluation Phase V: Implementation and Continuation · Prepare an Action Plan · Implementation of Cleaner Production Options · Monitor Performance · Sustain Cleaner Production Activities
Conversion of Hazardous to less or Non Hazardous WASTE MINIMISATION Air and Aquatic System Process Modification Recycle and Reuse Incineration Thermal Treatment Chemical, Physical & Biological Treatment Beneficial Use and Treatment on Land PERPETUAL STORAGE LANDFILLS UNDERGROUND INJECTION WASTE PILES SURFACE IMPOUNDMENTS SALT FORMATION ARID REGIONS UNSATURATED ZONE OVERVIEW OF CLEANER PRODUCTION
Results of Cleaner Production initiatives Source: Michael Overcash, Nov 1991)
CP Audit • In China it is formulated that a formalized CP audit should consist of the following seven steps: • planning and organization, • Pre-assessment, • assessment, • option generation and screening, • feasibility analysis • ) option implementation, and • continuing cleaner production
Conducting Cleaner Production Assessment Planning and organization • Obtain Management commitment • Set up a Project Team • Develop Environmental Policy: • Overall Aim • Objectives • Targets • Plan the Cleaner Production Assessment Pre-assessment • Describe the process: flow chart of the production processes (draw a flow chart of how meals are prepared in a Hall Kitchen in IIT) • Undertake walk-through site inspection • poor housekeeping, resulting in excessive waste on floors (amout of flour in the store room floor); • running taps ; • poor hygiene; • insufficient monitoring of yields of wastes/products; • poor maintenance of equipment (find the dirt in the dough making machine in your Hall); • a very damp, cold work environment, with soap water making the floors wet and slippery; • an overall impression of untidiness. • Plan assessment phase to find if quality, hygiene and waste treatment could be improved significantly
Assessment • Collect data: make sketches, measure • Water consumption • Organic and solid load to the waste water • Energy consumption • Product yield • Identify cleaner Production Options Evaluation and feasibility study Undertake preliminary evaluation Undertake technical evaluation Undertake economic evaluation Undertake environmental evaluation List CP options Select Options
List of Cleaner Production options Implementation and Continuation • Prepare an action plan • Water saving activities • Hygienic activities • Waste minimizing activities • Monitor Performance
Biochemical Oxygen Demand (BOD) is a measure of effluent strength in terms of the amount of dissolved oxygen utilized by microorganisms during the oxidation of organic components in the effluent. BOD is determined by incubating a suitable dilution of effluent in a standard dilution water or specific composition at 68°F (200 C). After incubation, the amount of dissolved oxygen consumed is obtained by titration and the results expressed as parts per million of BOD. Complete biological oxidation generally requires about 20 days at 200 C. However, the test has been standardized to be completed in 5 days, hence the term BOD5. Knowledge of BOD5 in parts per million of dissolved oxygen and the volume of effluent permits the calculations of pounds of BOD. the pounds of BOD can be calculated by the formula: Pounds of BOD5 = gallons of water x 8.34 x ppm BOD5 . If the exact composition of the effluent is known, the pounds of BOD5 can be calculated quite easily by applying the factors 1.031, 0.890, and 0.691 for protein, fat, and carbohydrate, respectively. The exact composition of effluent is rarely known. However, the amount of BOD5 possessed by common processing materials can be calculated from known composition. For example, the BOD5 of 100 pounds of milk containing 3.25% protein, 3.6% fat and 5.0% lactose would be 10.00. The calculation is made as follows: This type of calculation can be used to determine the amount of BOD5 in any product. The calculation is an approximation and will differ somewhat from BOD5 levels determined in the laboratory. However, they are sufficiently accurate to estimate the potential contribution of a processing ingredient to the total waste load.