Ejercicio 5-6
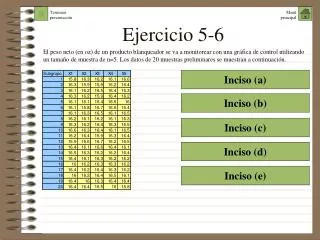
Ejercicio 5-6. El peso neto (en oz) de un producto blanqueador se va a monitorear con una gráfica de control utilizando un tamaño de muestra de n=5. Los datos de 20 muestras preliminares se muestran a continuación. Inciso (a). Inciso (b). Inciso (c). Inciso (d). Inciso (e).

Ejercicio 5-6
E N D
Presentation Transcript
Ejercicio 5-6 El peso neto (en oz) de un producto blanqueador se va a monitorear con una gráfica de control utilizando un tamaño de muestra de n=5. Los datos de 20 muestras preliminares se muestran a continuación. Inciso (a) Inciso (b) Inciso (c) Inciso (d) Inciso (e)
Calcular los límites de control para la gráfica Calcular los promedios para cada subgrupo: Para el subgrupo 1: Para el subgrupo 2: Calcular la línea central (LCR): Subgrupo 2: Xmax = 16.4 Xmin = 15.9 R = 16.4 - 15.9 = 0.5 Para nuestro caso, el tamaño de los subgrupos es n=5: Calcular la línea central Para nuestro caso: K = 20 subgrupos, entonces: Calcular los límites de control para la gráfica Para nuestro caso, el tamaño de los subgrupos es n=5: Para nuestro caso: K = 20 subgrupos, entonces: Subgrupo 1: Xmax = 16.6 Xmin = 15.8 R = 16.6 - 15.8 = 0.8 Ejercicio 5-6 inciso (a) (a) Construya las gráficas de control x- y R utilizando estos datos. ¿El proceso muestra control estadístico?. El proceso se encuentra bajo control estadístico 2.- Construir la gráfica de control para promedios 1.- Construir la gráfica de control para rangos Se continúa de igual forma para el resto de los subgrupos En nuestro caso el tamaño de los subgrupos es n=5 Se continúa de igual forma para el resto de los subgrupos Calcular los rangos para cada uno de los 20 subgrupos: R= Xmax -Xmin (en cada subgrupo) Haga click sobre el icono para ver mejor la gráfica Haga click sobre el icono para ver mejor la gráfica
Como se puede observar, la gráfica de control para rangos indica que el proceso se encuentra bajo control estadístico en la dispersión y podemos construir la gráfica de control para promedios. Si la gráfica de control para rangos hubiera estado fuera de control, ¿qué habría pasado? Regresar
Como se puede observar, la gráfica de control para promedios indica que el proceso se encuentra bajo control estadístico en la localización. Se concluye que el proceso se encuentra bajo control estadístico. Regresar
Ejercicio 5-6 inciso (b) (b)Estime la media y la desviación estándar del proceso. Estimación de la desviación estándar del proceso Estimación de la media del proceso Para estimar la media del proceso basta con calcular el promedio del estadístico muestral empleado como , en el ejercicio: Para estimar la desviación estándar del proceso (s) utilizamos: donde: En nuestro caso K=20 subgrupos,entonces tenemos: y d2 es una constante que depende sólo de n. En nuestro caso K=20 subgrupos y el tamaño de cada subgrupo es n=5. Entonces: y d2=2.326 Utilizando estos datos: La media del proceso es de 16.268 oz La desviación estándar del proceso es de 0.204 oz
Ejercicio 5-6 inciso (c) (c) ¿El peso del llenado sigue una distribución normal?. Del histograma podemos concluir que el peso del llenado sigue una distribución normal Para poder construir el histograma tomamos los 100 datos de la tabla y realizamos los cálculos necesarios para construir la tabla de distribución de frecuencias. Con la tabla de distribución de frecuencias construimos el histograma. Haga clic sobre el icono para ver mejor la gráfica
LIE=15.7 VN=16.2 LSE=16.7 LITN=m-3s =15.656 LSTN=m+3s =16.88 m=16.268 Ejercicio 5-6 inciso (d) (d) Si las especificaciones son 16.2+/-0.5 ¿qué conclusiones obtiene sobre la capacidad del proceso?. Para determinar la capacidad del proceso PCR (o CP)utilizamos la siguiente fórmula: De acuerdo con los datos que tenemos: LIE=16.2-0.5=15.7 LSE=16.2+0.5=16.7 Y el valor de s lo podemos estimar mediante (ver inciso (b)): De acuerdo con esto, la capacidad del proceso es: Por lo tanto, el proceso no es capaz (ver libro de texto, pags. 189-191).
Fracción del producto por debajo del LIE LIE=15.7 VN=16.2 LSE=16.7 Ejercicio 5-6 inciso (e) (e) ¿Qué fracción de los contenedores producidos por este proceso están aparentemente por debajo del límite inferior de especificación de 15.7 oz?. Se nos pide la fracción del producto que cae por debajo del límite inferior de especificación, es decir: La representación gráfica de esto es: El proceso sigue una distribución normal con media m=16.268 y desviación estándar s=0.204 (incisos b y c), entonces podemos estandarizar esta distribución, es decir: En donde Z sigue una distribución normal estándar (media m=0 y desviación estándar s=1) y sus valores se determinan por tablas. Entonces: Entonces, la fracción de contenedores producidos por debajo del LIE es de 0.00268 o 2680 ppm