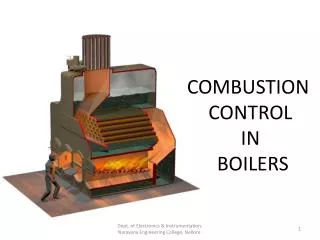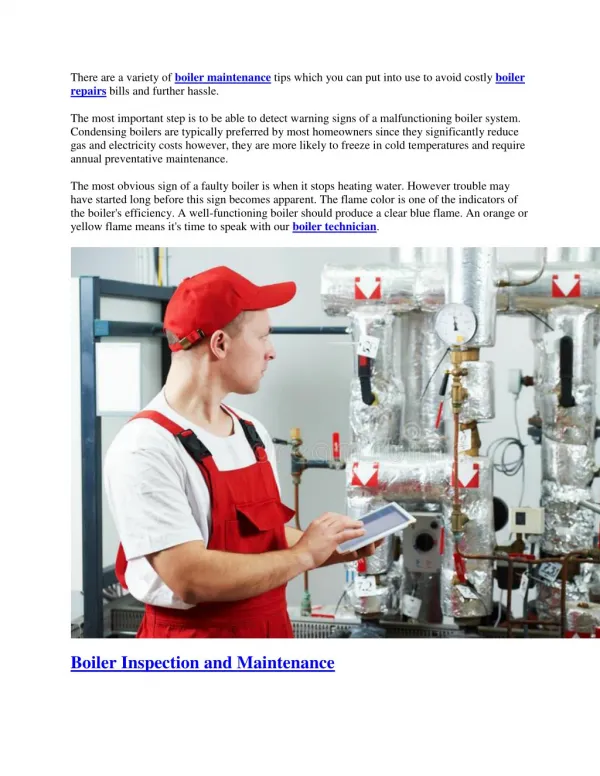
Combustion Control for Boilers
1.09k likes | 2.47k Views
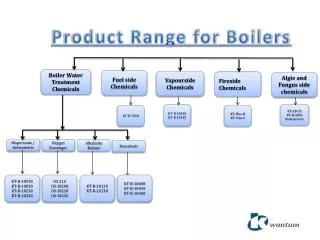
Combustion Control for Boilers. Introduction Basic type of boilers. Why need boiler controls? Combustion control for boilers. Fuji’s oxygen gas analyzer. Contents. How does a boiler works? A boiler is a water containing vessel which transfers heat from a fuel

Combustion Control for Boilers
E N D
Presentation Transcript
Introduction Basic type of boilers. Why need boiler controls? Combustion control for boilers. Fuji’s oxygen gas analyzer. Contents
How does a boiler works? A boiler is a water containing vessel which transfers heat from a fuel source (oil, gas or coal) into steam which is piped to a point where it can be used to run production equipment, to sterilize, to provide heat, to steam-clean, etc. The energy given up by the steam is sufficient to convert it back into the form of water. When 100% of the steam produced is returned to be reused, the system is called a closed system. Since some processes can contaminate the steam, so it is not always desirable to feed the condensate back into the boiler. A system that does not return the condensate is called an open system. 1. Introduction
1. Introduction Closed system
1. Introduction Open system
2. Basic type of boilers. • The two main types of boilers are: • Firetube • Watertube
2. Basic type of boilers. • Firetube • Fire or hot gases are directed through the inside of tubes within the boiler shell which are surrounded by water. The tubes are arranged in banks so that the gases can be passed through the boiler up to 4 times before passing out the stack. This system exposes the maximum heat transfer surface to the water. Firetube boilers are also known as shell boilers and can produce up to approximately 750 hp or 25,000 lbs of steam per hour. 80% of boilers in use are of this configuration.
2. Basic type of boilers. • Firetube
2. Basic type of boilers. • Firetube
2. Basic type of boilers. • Watertube • Fire or hot gases are directed to and around the outside of tubes containing water, arranged in a vertical position. Watertube boilers are usually rectangular in shape and have two or more drums. The separation of steam and water takes place in the top drum, while the bottom drum serves as a collection point for sludge. This system is usually used when more than 750 hp or several hundred thousand lbs of steam per hour, are needed. • There are other designs with special configurations, adapting them to particular applications
2. Basic type of boilers. • Watertube
2. Basic type of boilers. • Watertube
Boiler efficiency relates the boilers energy output to the boilers energy input and can be expressed as:- Boiler efficiency (%) = Heat exported by fluid/Heat provided by fuel An accurate control of the amount of air is essential to the boiler efficiency. Too much air will cool the furnace and carried away useful heat. And too little air and the combustion will be incomplete. Unburned fuel will be carried over and smoke may be produced. 3. Why need boiler controls?
Increase uptime and availability Reduce flue gas emissions Maintain boiler safety Control operating costs 3. Why need boiler controls?
Increase uptime and availability The primary objective of most boilers operation is maintaining the uptime and availability. It is essential to maintain and upgrade the boiler control systems to assure steam availability. Modern controls are more reliable and can be readily adjusts to load swings caused by varying plant operations. 3. Why need boiler controls?
Reduce flue gas emissions Failure to comply with the current emissions regulations can be as costly as loss of utilities. Government mandates are enforced by fines, threat of closure, or imprisonment will provide sufficient incentives for plants to comply with the regulations; thus, modernize controls are necessary. Improved in combustion efficiency means reduction in waste disposal problems. And by accurately controlling the oxygen, fuel flow and stack temperature, you will see reductions in plant emissions. 3. Why need boiler controls?
Maintain boiler safety Modernize control system will have tight integration with flame safety or burner management system to improve safety. Accessing field data, diagnostics functions and alarms can be achieved by coupling modern electronic controls. Password security of the configuration software also assures no unintended changes can be done which can endanger your personnel and equipment. 3. Why need boiler controls?
Control operating costs Reduction in fuel consumption Reduction in engineering, installation and startup costs Reduction maintenance costs associated with older equipment Reduction manpower with automatic responds Provide a flexible control strategy to reduce process upsets Readily data available for remote monitoring to determine process optimization, boiler efficiency and load allocations 3. Why need boiler controls?
Burner combustion control generally includes one or a combination of the following methods:- Excess air regulation Oxygen trim Burner modulation Air/Fuel cross-limiting Total heat control 4. Combustion control for boilers.
Excess air regulation In actual practice, gas , oil, coal burning and other systems do not do a a perfect job of mixing the fuel and air even under the best achievable conditions. Additionally, complete mixing may be a lengthy process. To ensure complete combustion and reduce heat loss, excess air has to be kept within suitable range. The regulation of excess air provides:- A better boilers hear transfer rate An advance warming of flue gas problems Excess air coming out of the zone of maximum efficiently Substantial savings on fuel 4. Combustion control for boilers.
Excess air regulation 4. Combustion control for boilers.
Oxygen trim When a measurement of oxygen in the flue gas is available, the combustion control mechanism can be vastly improved (since the percentage of oxygen in flue is closely related to the amount of excess air) by adding an oxygen trim control module, allowing Tighter control of excess air to oxygen setpoint for better efficiency Faster return to setpoint following disturbances Tighter control over flue emissions Compliance with emission standards Easy incorporation of carbon monoxide or capacity override 4. Combustion control for boilers.
Oxygen trim 4. Combustion control for boilers.
Burner modulation Modulating control is a basic improvement in controlling combustion. A continuous control signal is generated by a controller monitoring the steam or hot water line. Reductions in steam pressure or hot water temperature lead to an increase in firing rate. The advantages of introducing burner modulation in combustion control include. Fuel and air requirements are continuously matched to the combustion demand Steam pressure or hot water temperature is maintained within closer tolerances Greater boiler efficiency Weighted average flue gas temperature is lower 4. Combustion control for boilers.
Air/Fuel cross-limiting A cross limiting combustion control strategy ensures that there can never be a dangerous ration of air and fuel within a combustion process. This is implemented by always raising the air flow before allowing the fuel flow to increase or by lowering the fuel flow before allowing the air flow to drop. Cross-limiting combustion control is highly effective and can easily provide the followings Optimization of fuel consumption Safer operating condition by reducing risk of explosion Fast adaptation to variation in fuel and air supplies Satisfaction of the plant demand fore steam 4. Combustion control for boilers.
Air/Fuel cross-limiting 4. Combustion control for boilers.
Total heat control A cross limiting combustion control strategy ensures that there can never be a dangerous ration of air and fuel within a combustion process. This is implemented by always raising the air flow before allowing the fuel flow to increase or by lowering the fuel flow before allowing the air flow to drop. 4. Combustion control for boilers.
Total heat control 4. Combustion control for boilers.
Top class performance zirconia oxygen analyzer 4. Fuji’s oxygen gas analyzer.
Accurate O2 Measurement is Essential for Energy Saving! The oxygen analyzer consists of a compact zirconia detector that can be inserted directly in wall of the flowing sample gas. The detector measures the oxygen content in the flowing sample gas and transmits the signal to the converter. The converter will then trigger the ON-OFF alarm based on the preset oxygen concentration and give control signal to other devices. Fuji Electric’s oxygen analyzer has a unique construction that eliminates the necessity of aspirating sampling gas or injecting air. And make it extremely suitable for monitoring and controlling combustion system like, heater boiler, kiln, melting furnace, low oxygen warehouse and food packing machine. 4. Fuji’s oxygen gas analyzer.
Excess air coefficient and energy loss ratio Excess Air Coefficient Exhaust Oxygen, O2 (%) Energy Loss Ratio, Exhaust Gas (%) 1.1 1.9 9.4 1.2 3.5 10.3 1.3 4.8 11.1 1.4 6.0 12.0 1.6 7.9 13.7 4. Fuji’s oxygen gas analyzer. (In the case of heavy oil combustion at exhaust gas temperature of 250 °C and atmospheric temperature of 20 °C)
Calculation of cost saving with improved combustion efficiency (The data may varies based on the construction and performance of the boilers) Item Case 1 Case 2 Evaporation rate from boiler 5ton/hr 1ton/hr Annual operating hours 2,000hrs Evaporation multiplier factor for boiler 12 Improved value of excessive air coefficient 1.6 -> 1.2 (O2 gas from 7.9% -> 3.5%) Kerosene price USD 1.05/kg (USD 0.82/ℓ, SG 0.78) Kerosene consumption rate 5,000kg/hr ÷ 12 = 420kg/hr 2,000kg/hr ÷ 12 = 85kg/hr Annual saving through the improved combustion efficiency 420kg/hr x USD 1.05/kg x (13.7 – 10.3) % x 2,000hrs = USD 29,988.00 85kg/hr x USD 1.05/kg x (13.7 – 10.3) % x 2,000hrs = USD 6,069.00 4. Fuji’s oxygen gas analyzer. Note: The data shown in the above table are calculated on an assumption of improvement of energy loss = full reduction ratio, therefore the combustion efficiency of the boiler must be taken into account for calculating fuel reduction rate accurately. Fuel reduction ratio will therefore be least several percent higher in actuality.
Advantages: No sampling device is required The instrument requires no gas aspirating pump or ejector for normal measurements; therefore it can be operated easily. It can be used very conveniently like traditional thermocouple. Compact and light weight design The detector and converter weigh about 1.6kg and 3.5kg respectively. Instrument equipped with indicator and transmitting function The converter is equipped with an indicator that permits direct readout of the oxygen concentration transmitting output function or RS485 communication. Alarm and control functions available Though compact it is compact and lightweight in design, the converter consists of an oxygen concentration setting mechanism as well as alarm setting and control circuits that can transmit control signals. Lost cost Comparing Zircomat-P with other conventional oxygen analyzers it is much more economical in cost. Easy maintenance Zircomat-P assures easier maintenance comparing to other conventional oxygen analyzers and can be used under severe site conditions for a long time. 4. Fuji’s oxygen gas analyzer.
4. Fuji’s oxygen gas analyzer. System Outline
Measuring range 0 to 2 ~ 50% Repeatability Within ± 0.5% maximum output signal Linearity ± 2% full scale Response time With 7 seconds Power Supply 100, 115, 220 or 230 Vac, 50/60Hz Power consumption 15 + 50VA Warm up time 15minutes Detector Type Direct insertion type zirconia detector Applicable gas temperature -20~+600 °C or -20~+1,590 °C Sample gas pressure -3~+3kPa (-306~+306mmH2O) Ambient temperature -20~+60 °C or -5~100 °C Converter Output signal 4~20mA or 0~1Vdc Indication oxygen concentration 3-digits LED Indication operation/settings 16-digits LCD Mode display 03 x LED Mounting Panel or Pipe Mounting Optional function RS-485 4. Fuji’s oxygen gas analyzer. Technical Specifications
Classification Load Ratio (%) Standard air ratio Solid Fuel Liquid fuel Gaseous fuel Blast furnace gas For electrical enterprise 75~100 1.2~1.3 1.05~1.1 1.2 1.05~1.1 Others Evaporation rate exceeding 30ton/hr 75~100 1.2~1.3 1.1~1.2 1.1~1.2 1.3 Evaporation rate from 10~30ton/hr 75~100 - 1.2~1.3 1.2~1.3 - Evaporation rate not exceeding 10ton/hr 75~100 - 1.3 1.3 - 4. Fuji’s oxygen gas analyzer. Standard air ratio by Energy Economy Law in Japan for conservation of energy Based on Article 4, Clause 1 of the law regarding rational use of energy (Law No. 49 published in 1979), judging standard for enterprisers at factories (Notification No. 467 of the Ministry of Commerce and Industry, dated October 1979) has been amended on October 26, 1979 (Notification No. 559 of the Ministry of Commerce and Industry) to specify standard air ratio. 1. Boilers
Classification Standard air Ratio Metal melting furnace 1.3 Continuous steel heating furnace 1.25 Metal heating furnace not continuous steel heating type 1.3 Continuous thermal treatment furnace 1.3 Gas producer and gas heating furnace 1.4 Oil heating furnace 1.4 Pyrolytic furnace and modification furnace 1.3 Cement kiln 1.3 Alumina kiln and lime kiln 1.4 Continuous glass melting kiln 1.3 4. Fuji’s oxygen gas analyzer. 2. Industrial Furnaces