Download

1 / 26
260 likes | 287 Views
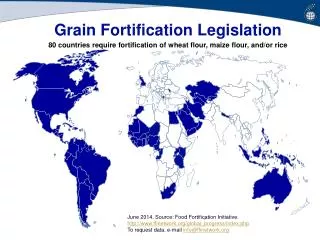
Section 4 Milling Operations for Fortification. Fortification Operation Guidelines. Know actual production rate of mill Calibrate feeders to production rate of mill Ensure feeder hopper contains premix Start mill and run for at least 15 minutes to reach normal production rate

E N D
Section 4Milling Operations for Fortification
Fortification Operation Guidelines • Know actual production rate of mill • Calibrate feeders to production rate of mill • Ensure feeder hopper contains premix • Start mill and run for at least 15 minutes to reach normal production rate • Start feeder at required setting as determined by the feeder calibration process • Conduct check weighing at start of mill production run and every 2 hours to verify correct addition rate. Adjust if addition rate is greater than 10% above or below target, and recheck addition rate. • Check weights at the start of every shift or every 2 hours of operation
Fortification Operation Guidelines • Maintain check weight within 5% of target • Ensure that the feeder does not run out of premix. This is the most important check on the production line. To do this: • Check the low-level signal • Check each premix feeder routinely and fill hopper • Record weight of material left in premix supply container • Compare actual premix use with the expected premix use based on flour production
Fortification Operation Guidelines • At the end of a production run, turn off the premix feeder before shutting down the mill. • Production records need to record the following: • The lot number of the premix used • Check weights • Feeder adjustments if made • Times of check weighing
Premix Receiving Procedures 2) Ensure that you received what you ordered 3) Record Lot # and type of premix 4) Remove and file certificate of analysis 1) Assess package condition
Premix Safety Premixes are concentrated sources of vitamins and minerals and are too concentrated for direct consumption. Mill workers must follow these safety instructions: • Label premix boxes with warning labels and handling precautions • Inform all workers handling the premix of the material safety data sheet (MSDS) or product information sheet with safety instructions WARNING. COMBUSTIBLE DUST. Avoid generation of dust to prevent dust explosions. Keep away form sources of heat and ignition. Prolonged and/or repeated contact may cause skin irritation. Gloves, dust mask, and protective clothing should be worn when handling. Wash thoroughly after using.
Premix Safety • Wear long sleeves, gloves and dusk mask when filling the feeder hopper, even if it just takes a minute. The operator may also wear safety goggles, a hair net, safety helmet or other protective devices depending on mill policy. • Wash hands and any skin exposed to the premix after filling hoppers. • Clean any premix spill immediately by putting meal on the spill prior to sweeping. Some people have allergic skin reactions to flour fortificants, in particular niacin. This can be avoided by following the precautions outlined.
Maintaining Premix Supply • Keep Small Quantities on Mill Floor • Estimate amount of premix needed and have sufficient quantities in the mill for production • Stock Rotation • Record the production lot number(s) upon receipt • Develop a rotating first-in, first-out (FIFO) system
Maintaining Premix Supply • Use of Active Containers • Place a scoop inside the container for convenient use • Keep paper, plastic, and other contaminates out of the container as they may get in the feeder cause its malfunction • After the hopper is filled, put the scoop back in the container or another designated location • Seal container and close outer container if applicable • Keep operating container away from damaging conditions including heat, light, and moisture
Maintaining Premix Supply • Assign specific mill staff these responsibilities: • Stock control • Order new premix at intervals that take into account usage rates, time for processing the order and receiving a shipment. • Premix handling in the mill • Including storage, movement to the production line and addition to the feeder(s) • Premix quality control • Inspect the premix when a shipment arrives, periodically check the storage conditions of unopened premix, and check the production line process
Feeder Calibration Instructions Confirm the flour flow rate (kilograms per hour) for the production line. This is typically done at one of two points in a continuous system: • If fortifying in the mill, check the flour production scales and confirm with a weigh-off if possible • If fortifying in packaging and load-out, check the scales of the flour transfer system in which the flour will be fortified and confirm with a weigh-off if possible In a batch system, check the weight of material delivered to the batch mixer by confirming scale reading accuracy.
Feeder Calibration Instructions Next, determine the premix feed (discharge) rate at different speed settings on your feeder. • Fill hopper half full with premix • Set feeder to maximum discharge • Run feeder for 2 minutes • Weigh the premix that has been discharged • Calculate maximum discharge per minute by dividing total weight by 2 • Repeat multiple times at different speeds or percent settings • Make a chart that shows the premix discharge rate per minute at different speed settings from 0 to 100% of maximum discharge • Display the chart near the feeder. See example on next slide. Operator at a feeder control panel.
Feeder Calibration Chart Example Actual results from commercial premix feeder
Determining Premix Feed Rate • Identify the premix addition rate recommended by the premix supplier • Multiply by the flour production line flow rate to calculate the premix delivery required in grams per minute • Adjust feeder control to calculate delivery rate (consult your mill’s calibration chart) • Check the weigh-off and adjust accordingly
Check-Weighing Procedure 1. Zero the scale or weigh the sample container 2. Position the container at feeder discharge 3. Collect premix for 2 minutes 4. If you zeroed the scale in step one, the weight shown is that of the premix. Otherwise, subtract the container weight from the total to determine premix weight
Equipment Maintenance • Follow the recommended maintenance schedule from the equipment supplier (request supplier to provide this information in local language) • Lubricate moving parts as required (use approved food-grade lubricants) • Inspect for wear; adjust and/or replace parts as needed • Maintain inventory of spare parts that may need replacement
Troubleshooting: Premix Flow ACTIONS: • Frequently inspect the premix feeder, especially after it is newly installed • Specify and use premix feeders with mechanical agitation (see next two slides) • Empty feeders that will be unused for any length of time • Have premix supplier change the levels of excipients and free-flow agents Compact and sticky premix may ball, bridge or tunnel in the feeder. This results in feed rate variability.
Hopper Agitators Improve Flow A mechanical agitator in the hopper prevents the premix from bridging, clumping and compacting. Some models come with an agitator device. Photo by Jeff Gwirtz
Hopper Design Improves Flow The hopper of the premix feeder at left is made of flexible material. A mechanical device such as the motor and paddle pictured at right causes the flexible wall to pulsate and prevents the premix from bridging. Photos by Jeff Gwirtz
Troubleshooting: Flour Flow ACTIONS: • Frequently inspect the feeder and flour flow • Install low-level alarm or indicator light on hopper • Install electrical interlock system between the mill and feeder controls (described in section three on the mill set-up) If the flour or premix flow is intermittent, fortification level will not be correct.
Troubleshooting: Magnets If using elemental iron, the surface of rare earth magnets in the production process may collect iron powder. ACTIONS: • No change required. This will not affect the iron fortification level or the magnet’s performance regarding tramp metal. • Install magnets in a location so that the flour stream acts as a continuous cleaning mechanism as it passes over the magnet. • If the iron powder bridges between the magnet tubes, use a magnet system with a larger distance separating the tubes. • Use a non-magnetic iron source, such as iron salts. • Continue to inspect and clean magnets following good manufacturing practices (see photo)
Troubleshooting: Power Supply Variations in voltage can alter flour production and premix feed rates, which will cause the flour to be fortified incorrectly. ACTIONS: • Install voltage regulators when working with single-phase voltage feeder motors • Use three-phase motors • Work with electric supplier to provide uniform, high-quality power into the plant • Negotiate with energy company to provide alerts before power outages
Troubleshooting: Nutrient Loss Quantitative testing may show that vitamins and mineral content is consistently lower than the expected value. Vitamin A and riboflavin are particularly vulnerable due to exposure to light. ACTIONS: • Confirm that premix is appropriate for type of flour • Confirm that the correct addition rate is used • Put sample bags in opaque containers • Analyze flour sample as soon as possible • Make sure both the premix and fortified flour is not exposed to high heat (>40°C) or light during storage • If the dust collection stock is yellow, the collection system may be removing riboflavin near the premix addition point. In this case, • Confirm and set suction to proper pick-up velocity • Position suction system away from premix addition point
More Information on Operations • Contact the Food Fortification Initiative at info@ffinetwork.org