Download

1 / 47
0 likes | 15 Views
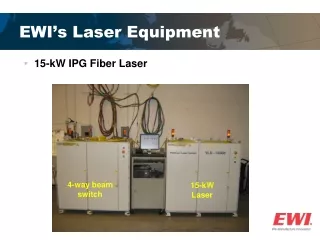
Laser beam machining utilizes coherent light beams to cut, drill, weld, and modify materials with high precision and speed. The process involves a ruby crystal, xenon flash tube, cooling system, and focusing lens to generate a concentrated laser beam. By adjusting power density and interaction time, lasers can perform various tasks including welding, cutting, and heat treating on a wide range of materials. Though offering advantages like precision and automation, laser machining also has drawbacks such as high cost and limited metal removal rates.

E N D