Download
1 / 28
290 likes | 560 Views
MFGT 142 Extrusion Machinery. Professor Joe Greene CSU, CHICO. MFGT142. Chapter 1: Extrusion Machinery. Overview What is an extruder? Different Types of Extruders Components of an Extruder. Introduction. Extrusion: (Greek) push out

E N D
MFGT 142Extrusion Machinery Professor Joe Greene CSU, CHICO MFGT142
Chapter 1: Extrusion Machinery • Overview • What is an extruder? • Different Types of Extruders • Components of an Extruder
Introduction • Extrusion: (Greek) push out • Pump supplies a continuous stream of material to a shaping tool or to some other subsequent shaping process. • Materials • plastics • metals (Al window frames) • caulking with a caulk gun • spaghetti and other noodles • cookie dough • hamburger • toothpaste • hot melt glue gun • Extrusion useful for shaping parts with extruder dies • Extrusion is basis for injection molding and blow molding • Melting device to add fillers, colorants, fibers in compounding
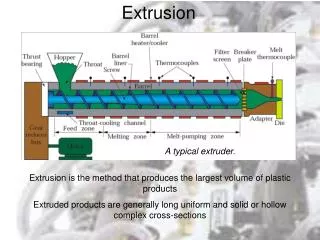
Extrusion • Principle • Continuously shaping a fluid polymer through an orifice of a suitable tool (die), and subsequently solidifying into a product. • Equipment • Single screw extruder consists of • Screw, barrel, feed hopper, and die • Common extruders are rated by barrel bore diameter (0.75” to 6”) • Plastics extruders can be 24” diameter and 48 ft in length • Electric heaters for barrels and Air (or water bath) coolers for extrudate • Screw is matched to material produced • Simple screw has flights and decreasing gaps along channel • Screw Aspect (L/D) ratio = screw length to screw diameter (range 20-30) • Venting zone for gases that evolve during processing • Twin screw- used for shear sensitive materials (e.g., PVC)
Extruder Components • Hopper- Feed thermoplastic pellets • Heating and shear zone- rotating single or twin screw • conveys plastic to heat zone and applies shear (friction) to melt
Extruder Equipment Die Swell • Exit zone- die • die imparts shape on the material, e.g., rod, tube, sheet, channel • exit material is called extrudate • extrudate swells at end of die due to normal forces from the polymer flow, called die swell • Cooling zone • water bath or air cooled to lower the temperature below Tg • Auxiliary equipment • puller • rollers for proper thickness • Wind-up or cut off
Extruder Types • Single screw • Most common • A screw rotates in a cylinder and creates a pumping action. • Twin Screw • Twin screws have more positive pumping action than single screws and can be used for higher output. • Co-Rotating Twin Screw: popular for compounding • Counter- rotating Twin Screw Extruders
Extrusion Equipment- Extruder • Screw • root is screw diameter • flight depth • Pitch is angle
Extrusion Equipment- Twin Screw • Co-rotating: popular for compounding • Higher heating efficiency, equal shear on the material, better material mixing and flow with less stagnation • Counter-rotating • Material bank: junction of the two screws build up material • High shear at material bank, low everywhere else • venting is necessary through port in barrel by suddenly increasing flight depth or reducing screw diameter • Fully intermeshing versus partial versus non-meshing
Extruder Types • Ram Extruders • Reciprocating Piston forces the material forward and through the die • Line speeds are quite low, 25 to 75 cm /hour (10 to 30 in / hour) • Advantages • Very good conveying characteristics • Can develop high pressures • Disadvantages • Low melting capability • Used with intractable plastics that can not be extruded through normal extruders • PTFE, UHMWPE
Extrusion Equipment- Screw • Extruder screw • Attached to the drive linkage through the thrust bearing and rotates inside the barrel. Made of chrome plated steel. • Each turn of the helix is called a flight like thread of a screw • Function • conveying resin through extruder • imparting mechanical energy to melt the polymer • mixing ingredients together • building pressure to push resin through die • Type • Single screw (90%) • Twin-screw (10%) • Length/diameter (L/D) ratio: Length of flighted portion of the screw to the inside diameter of the barrel. L/D is a measure of the capability of the screw to mix and melt materials. High L/D ratios indicate good mixing and melting capabilities, e.g. 16:1
Extrusion Equipment- Screw • Screw Zones • Feed section- material enters screw, usually first 3 - 10 turns of the flights • Feed section has small. Constant root diameter that results in large, constant depth (deep) flights that accommodates the bulky solid resin • Bridging occurs when material is heated too quickly and is caused by the resin sticking to the root and thus not moving forward. • Compression section- also melting or transition section. Identified with a gradual increase in the diameter of the root along the length of the section. • The flight depth gradually decreases throughout the section, compressing the resin and forcing the air (volatiles) out of the resin through a vent port in the barrel • Compression can be increased by decreasing the pitch of the flights.
Extrusion Equipment- Screw • Screw Zones • Metering section- constant root diameter and very shallow flight depths. • The melted resin is further heated with shear resulting and higher pressure. The higher pressure allows the melt to be pushed out. • Gives final mixing and ensures uniform heating. • Compression ratio is the ratio of the flight depth in the feed section to the flight depth in the metering section. Range from 1.1:1 to 5:1 (avg 2.25:1)
Extrusion Equipment • Feed Throat • Connected to the barrel and contains the feed opening to extruder • Feed throat is water cooled to prevent bridging. • Opening can be offset or elongated with the length about 1.5 times the diameter of barrel and the width of 0.7 times diameter • Fig 1.8
Extrusion Equipment • Feed Hopper • The feed throat is connected to the feed hopper and barrel • Hopper should be designed to allow a steady flow of material through hopper. • Best achieved with a circular hopper and a gradual transition in the conical section • Fig 1.9
Extrusion Equipment • Barrel • Cylinder equipped with a bimetallic liner that is hard and wear resistant. Barrel has higher wear resistance than screw. • Provides the rigid surface against which the thrust bearing seals • Made from hardened steel that is lined with wear-resistant and corrosion -resistant metal. • Sized by the inside diameter dimension • Jacketed with electrical heating elements (3) and thermocouples • Barrel is vented through which volatiles escape with two stage screw to prevent resin from flowing out vent. • Fig 1.7
Extrusion Equipment • Barrel Heating and Cooling • Heating is done with electrical heater bands along length of extruder. • Three temperature zones are common. • Dies may have one or several heating bands. • Barrel is cooled with the use of blowers or water jackets. • Fig 1.11
Extrusion Equipment- Head Zone • Head Zone • Follows the end of the screw. • Melt flows from end of extruder to screen pack and through breaker plate allowing for additional mixing and homogenizing • Screen pack is a collection of wire screens to filter out contaminants. It needs to be changed if it gets clogged, or blinded causing high back pressure. • Breaker plate is a disk of sturdy metal with many holes drilled in it., e.g., a coarse screen
Extrusion Equipment- Die • Die Zone • Gives shape to the melt. • Mounted with an adapter ring. • Made of tool steel and usually chrome plated (for production). • Design of the die needs to ensure proper melt flow without stagnation regions, where material sits for long periods of time. • Land: Short section at the exit orifice of the die where the walls are parallel. • This builds uniform pressure in the melt and stabilizes the flow. • Zone of maximum pressure in the extruder and influences back pressure. • If land is too long, higher back pressures are generated causing reduced output and internal wear on the thrust bearing. • If land is too short, the melt flow is erratic and the part will be less uniform.
Extrusion Equipment- Auxiliary • Cooling • Water bath: most common method. A simple trough, tray, or box • Air cooled if reduced throughput is acceptable. • Sizing plates or rings can be used inside the water bath to ensure proper shape and dimensions on film or sheet. • Vacuum is used with a sizing plate to assist in having the outside of a hollow material (tube) to give better control of the outside diameter. • Puller • After the part is sufficiently cooled to retain its shape, it is drawn away from the extruder, through the cooling, and then pushed into the removal equipment. • Adjustable speed belt or caterpillar pullers are common
Extrusion Equipment- Auxiliary • Removal • Material is removed from the line and prepared for shipment • Rigid parts are cut in standard lengths, e.g., PVC pipe (20 ft) • The bell at the end of PVC pipe is thermoformed by heating the pipe in an oven and then pushing a metal plug in the end to form the bell shape. • Flexible product is rolled onto reels or into coils with a cut-off • Special Equipment • Twin screw extruders is valuable for certain low shear resins and for compounding additives, colorants, and fibers. • Twin screw operates side by side in tandem requiring different linkages and barrels than for a single screw. (Can’t covert 1 to 2) • The screws intermesh so that the relative motion of the flight of one screw inside the channel of the other acts as a paddle and pushes material from screw to screw and from flight to flight.
Extrusion Equipment • Tooling (Shaping tool associated with extrusion) • filaments: multiple orifices with tapered entrances • profile products: without hollow sections with plate dies • tubes or pipes: hollow extrudate with use of mandrel • films or sheets:several slit die configurations are used • T-shaped, coat hanger, fishtail, • Difficult to get uniform product thickness across entire width • remedy is to use restricter bars and flexible lips • Coextrusion of 2 or more plastic materials through a single die • Auxiliaries • Cooling (water bath), sizing (forced against external sleeve or against a mandrel with vacuum), post forming (jigs, fingers, shoes, rollers), cutting (fly cutters), winding devices
Extrusion Products • Specialty tubes • Pipes made with coextrusion foam core • Very long tubes made with helically winding and then bonding a suitable extruded profile • Flexible reinforced tubing made by extruding an inner liner, braiding around it a fiber reinforcement, and then extruding over it a cover (jacket) • Materials are PVC, LDPE or HDPE • Flat products • Films (<0.010in or 0.25mm) • Sheets (above that) • Widths as large as 13 ft and thickness as high as 0.5 in.
Extrusion Covering • Principle- Fully surround a continuous substrate with a cover of polymeric material • Equipment • Substrate pay-off (input) system, substrate preheater, extruder, cooling device, take-up system • Tooling • Wire coating: extrusion covering die mounted with extrusion axis perpendicular to the extruder axis. • Materials • PVC and PE are most widely used • PA, fluoropolymers, and cellulosics are used for wire insulation or where transparency is desirable
Advantages & Disadvantages Extrusion • Advantages • Continuous • High production volumes • Low cost per pound • Efficient melting • Many types of raw materials • Good mixing (compounding) • Disadvantages • Limited complexity of parts • Uniform cross-sectional shape only
Extrusion Equipment- Extruder • Extruder • Extruder base- used to isolate extruder and to reduce vibrations • Drive motor- turns the screw and provides power for operation. • Extruder power capacity- key characteristic on extruder • Power increases as • polymer output increases • barrel diameter increases • screw length increases • requirements for high output at high polymer temperature • Fig 1.19
Extrusion Equipment- Extruder • Extruder • Thrust bearing is mounted on the screw near where the screw attaches to the linkage. It prevents the screw from moving backwards and absorbs the thrust of the screw as it tutns against the resistance of the resin. • Fig 1.21
Extrusion Equipment- Extruder • Gear Pump • Gear pump conveys the plastic rather than by drag and achieves good stability and quality. • Gear pumps make sense in the following: • high precision extrusion where output variability must be within 1% • operations where the extruder does not have sufficient pressure generating capability, e.g., vented extruder that has to operate at high barrel pressure • Fig 1.21