The EOQ Model
The EOQ Model. To a pessimist, the glass is half empty. to an optimist, it is half full. – Anonymous. EOQ History. Introduced in 1913 by Ford W. Harris, “How Many Parts to Make at Once”

The EOQ Model
E N D
Presentation Transcript
The EOQ Model To a pessimist, the glass is half empty. to an optimist, it is half full. – Anonymous
EOQ History • Introduced in 1913 by Ford W. Harris, “How Many Parts to Make at Once” • Interest on capital tied up in wages, material and overhead sets a maximum limit to the quantity of parts which can be profitably manufactured at one time; “set-up” costs on the job fix the minimum. Experience has shown one manager a way to determine the economical size of lots. • Early application of mathematical modeling to Scientific Management
MedEquip Example • Small manufacturer of medical diagnostic equipment. • Purchases standard steel “racks” into which electronic components are mounted. • Metal working shop can produce (and sell) racks more cheaply if they are produced in batches due to wasted time setting up shop. • MedEquip doesn’t want to tie up too much precious capital in inventory. • Question: how many racks should MedEquip order at once?
EOQ Modeling Assumptions 1.Production is instantaneous – there is no capacity constraint and the entire lot is produced simultaneously. 2.Delivery is immediate – there is no time lag between production and availability to satisfy demand. 3.Demand is deterministic – there is no uncertainty about the quantity or timing of demand. 4.Demand is constant over time – in fact, it can be represented as a straight line, so that if annual demand is 365 units this translates into a daily demand of one unit. 5.A production run incurs a fixed setup cost – regardless of the size of the lot or the status of the factory, the setup cost is constant. 6.Products can be analyzed singly – either there is only a single product or conditions exist that ensure separability of products.
Notation D demand rate (units per year) c unit production cost, not counting setup or inventory costs (dollars per unit) A fixed or setup cost to place an order (dollars) h holding cost (dollars per year); if the holding cost consists entirely of interest on money tied up in inventory, then h = ic where i is an annual interest rate. Q the unknown size of the order or lot size decision variable
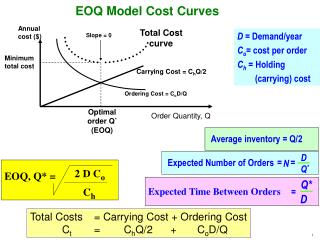
Inventory vs Time in EOQ Model Q Inventory Q/D 2Q/D 3Q/D 4Q/D Time
Costs • Holding Cost: • Setup Costs: A per lot, so • Production Cost: c per unit • Cost Function:
MedEquip Example Costs • D = 1000 racks per year • c = $250 • A = $500 (estimated from supplier’s pricing) • h = (0.1)($250) + $10 = $35 per unit per year • i = 10%
Economic Order Quantity EOQ Square Root Formula MedEquip Solution
EOQ Modeling Assumptions relax via EPL model 1.Production is instantaneous – there is no capacity constraint and the entire lot is produced simultaneously. 2.Delivery is immediate – there is no time lag between production and availability to satisfy demand. 3.Demand is deterministic – there is no uncertainty about the quantity or timing of demand. 4.Demand is constant over time – in fact, it can be represented as a straight line, so that if annual demand is 365 units this translates into a daily demand of one unit. 5.A production run incurs a fixed setup cost – regardless of the size of the lot or the status of the factory, the setup cost is constant. 6.Products can be analyzed singly – either there is only a single product or conditions exist that ensure separability of products.
Notation – EPL Model D demand rate (units per year) P production rate (units per year), where P>D c unit production cost, not counting setup or inventory costs (dollars per unit) A fixed or setup cost to place an order (dollars) h holding cost (dollars per year); if the holding cost consists entirely of interest on money tied up in inventory, then h = ic where i is an annual interest rate. Q the unknown size of the production lot size decision variable
Inventory vs Time in EPL Model Production run of Q takes Q/P time units (P-D)(Q/P) -D P-D (P-D)(Q/P)/2 Inventory Time
Solution to EPL Model • Annual Cost Function: • Solution (by taking derivative and setting equal to zero): setup holding production • tends to EOQ as P • otherwise larger than EOQ because replenishment takes longer
The Key Insight of EOQ There is a tradeoff between lot size and inventory • Order Frequency: • Inventory Investment:
Sensitivity of EOQ Model to Quantity • Optimal Unit Cost: • Optimal Annual Cost: Multiply Y* by D and simplify, We neglect unit cost, c, since it does not affect Q*
Sensitivity of EOQ Model to Quantity (cont.) • Annual Cost from Using Q': • Ratio: • Example: If Q' = 2Q*, then the ratio of the actual to optimal cost is • (1/2)[2 + (1/2)] = 1.25
Sensitivity of EOQ Model to Order Interval • Order Interval: Let T represent time (in years) between orders (production runs) • Optimal Order Interval:
Sensitivity of EOQ Model to Order Interval (cont.) • Ratio of Actual to Optimal Costs: If we use T' instead of T* • Powers-of-Two Order Intervals: The optimal order interval, T* must lie within a multiplicative factor of 2 of a “power-of-two.” Hence, the maximum error from using the best power-of-two is
The “Root-Two” Interval divide by less than 2 to get to 2m multiply by less than 2 to get to 2m+1
Medequip Example • Optimum: Q*=169, so T*=Q*/D =169/1000 years = 62 days • Round to Nearest Power-of-Two: 62 is between 32 and 64, but since 322=45.25, it is “closest” to 64. So, round to T’=64 days or Q’= T’D=(64/365)1000=175. Only 0.07% error because we were lucky and happened to be close to a power-of-two. But we can’t do worse than 6%.
0 1 2 3 4 5 6 7 8 Powers-of-Two Order Intervals Order Interval Week
EOQ Takeaways • Batching causes inventory (i.e., larger lot sizes translate into more stock). • Under specific modeling assumptions the lot size that optimally balances holding and setup costs is given by the square root formula: • Total cost is relatively insensitive to lot size (so rounding for other reasons, like coordinating shipping, may be attractive).
The Wagner-WhitinModel Change is not made without inconvenience, even from worse to better. – Robert Hooker
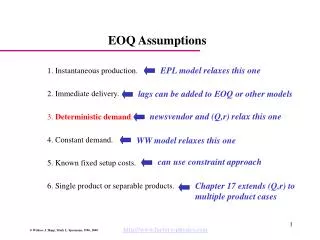
WW model relaxes this one EOQ Assumptions 1. Instantaneous production. 2. Immediate delivery. 3. Deterministic demand. 4. Constant demand. 5. Known fixed setup costs. 6. Single product or separable products.
Dynamic Lot Sizing Notation t a time period (e.g., day, week, month); we will consider t = 1, … ,T, where T represents the planning horizon. Dt demand in period t (in units) ct unit production cost (in dollars per unit), not counting setup or inventory costs in period t At fixed or setup cost (in dollars) to place an order in period t ht holding cost (in dollars) to carry a unit of inventory from period t to period t +1 Qt the unknown size of the order or lot size in period t decision variables
Wagner-Whitin Example • Data • Lot-for-Lot Solution
Wagner-Whitin Example (cont.) • Fixed Order Quantity Solution
Wagner-Whitin Property • Under an optimal lot-sizing policy either the inventory carried to period t+1 from a previous period will be zero or the production quantity in period t+1 will be zero.
Basic Idea of Wagner-Whitin Algorithm • By WW Property I, either Qt=0 or Qt=D1+…+Dkfor some k. If • jk*= last period of production in a k period problem • then we will produce exactly Dk+...+DTin period jk*. • We can then consider periods 1, … , jk*-1 as if they are an independent jk*-1 period problem.
Wagner-Whitin Example • Step 1: Obviously, just satisfy D1 (note we are neglecting production cost, since it is fixed). • Step 2: Two choices, either j2* = 1 or j2* = 2.
Wagner-Whitin Example (cont.) • Step3: Three choices, j3* = 1, 2, 3.
Wagner-Whitin Example (cont.) • Step 4: Four choices, j4* = 1, 2, 3, 4.
Planning Horizon Property • If jt*=t, then the last period in which production occurs in an optimal t+1 period policy must be in the set t, t+1,…t+1. • In the Example: • We produce in period 4 for period 4 of a 4 period problem. • We would never produce in period 3 for period 5 in a 5 period problem.
Wagner-Whitin Example (cont.) • Step 5: Only two choices, j5* = 4, 5. • Step 6: Three choices, j6* = 4, 5, 6. And so on.
Wagner-Whitin Example Solution Produce in period 1 for 1, 2, 3 (20 + 50 + 10 = 80 units) Produce in period 4 for 4, 5, 6, 7 (50 + 50 + 10 + 20 = 130 units) Produce in period 8 for 8, 9, 10 (40 + 20 + 30 = 90 units
Wagner-Whitin Example Solution (cont.) • Optimal Policy: • Produce in period 8 for 8, 9, 10 (40 + 20 + 30 = 90 units) • Produce in period 4 for 4, 5, 6, 7 (50 + 50 + 10 + 20 = 130 units) • Produce in period 1 for 1, 2, 3 (20 + 50 + 10 = 80 units) Note: we produce in 7 for an 8 period problem, but this never comes into play in optimal solution.
Problems with Wagner-Whitin • 1. Fixed setup costs. • 2. Deterministic demand and production (no uncertainty) • 3. Never produce when there is inventory (WW Property I). • safety stock (don't let inventory fall to zero) • random yields (can't produce for exact no. periods)
Statistical Reorder Point Models When your pills get down to four, Order more. – Anonymous, from Hadley &Whitin
EOQ Assumptions EPL model relaxes this one 1. Instantaneous production. 2. Immediate delivery. 3.Deterministic demand. 4. Constant demand. 5. Known fixed setup costs. 6. Single product or separable products. lags can be added to EOQ or other models newsvendor and (Q,r) relax this one WW model relaxes this one can use constraint approach Chapter 17 extends (Q,r) to multiple product cases
Modeling Philosophies for Handling Uncertainty 1. Use deterministic model – adjust solution - EOQ to compute order quantity, then add safety stock - deterministic scheduling algorithm, then add safety lead time 2. Use stochastic model - news vendor model - base stock and (Q,r) models - variance constrained investment models
The Newsvendor Approach • Assumptions: 1. single period 2. random demand with known probability distribution 3. linear overage/shortage costs 4. minimum expected cost criterion • Examples: • newspapers or other items with rapid obsolescence • Christmas trees or other seasonal items • capacity for short-life products
Newsvendor Model • Cost Function: Note: for any given day, we will be either over or short, not both. But in expectation, overage and shortage can both be positive.
Newsvendor Model (cont.) • Optimal Solution: taking derivative of Y(Q) with respect to Q, setting equal to zero, and solving yields: • Notes: Critical Ratio is probability stock covers demand 1 G(x) Q*
Newsvendor Example – T Shirts • Scenario: • Demand for T-shirts is exponential with mean 1000 (i.e., G(x) = P(Xx) = 1- e-x/1000). (Note - this is an odd demand distribution; Poisson or Normal would probably be better modeling choices.) • Cost of shirts is $10. • Selling price is $15. • Unsold shirts can be sold off at $8. • Model Parameters: cs = 15 – 10 = $5 co = 10 – 8 = $2
Newsvendor Example – T Shirts (cont.) • Solution: • Sensitivity: If co = $10 (i.e., shirts must be discarded) then
Newsvendor Model with Normal Demand • Suppose demand is normally distributed with mean and standard deviation . Then the critical ratio formula reduces to: (z) 0 z Note: Q* increases in both and if z is positive (i.e., if ratio is greater than 0.5).
Multiple Period Problems • Difficulty: Technically,Newsvendor model is for a single period. • Extensions: ButNewsvendor model can be applied to multiple period situations, provided: • demand during each period is iid, distributed according to G(x) • there is no setup cost associated with placing an order • stockouts are either lost or backordered • Key: make sure co and cs appropriately represent overage and shortage cost.