Download
1 / 10
140 likes | 544 Views
MODELING OF INDUCTION HARDENING PROCESSES PART 2: QUENCHING AND HARDENING. Dr. Jiankun Yuan Prof. Yiming (Kevin) Rong. Acknowledgement: This project is partially supported by Delphi and CHTE at WPI. Dr. Q. Lu was involved in the early work of the project. http://me.wpi.edu/~camlab.

E N D
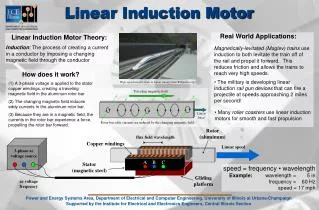
MODELING OF INDUCTION HARDENING PROCESSES PART 2: QUENCHING AND HARDENING Dr. Jiankun Yuan Prof. Yiming (Kevin) Rong Acknowledgement: This project is partially supported by Delphi and CHTE at WPI. Dr. Q. Lu was involved in the early work of the project. http://me.wpi.edu/~camlab
Objectives • To develop a numerical modeling system for analyzing quench cooling and hardening processes based on temperature field data after induction heating. • To provide temperature distribution in workpiece at any time in a quenching process • To provide continuous cooling curves (CCC) of any location in workpiece, for phase transformation analysis. • To build an algorithm to analyze phase transformation in quench cooling processes, based on time-temperature-transformation (TTT) and CCC curves. • To provide time traces of volumetric content of martensite, pearlite and bainite formed in cooling. • To formulate a relationship between martensite content and hardness values, and to provide hardness patterns formed after quenching process. • To investigate key parameters (input AC power, frequency and gap between coil and workpiece) effects on final hardening patterns.
Principle: Phase TransformationPhase transformation kinetics from austenite to pearlite, bainite and martensite Koistinen-Marburger modelfor martensite content determination TTT diagram r= 0.01-0.015 (fs,ts) Avrami modelfor fp, fbdetermination in isothermal transformation (fe,te) Generally fs=0.5%, fe=99.5% TTP curve ti Ms For continuous cooling , fp, fbcan be determined using following expressions • Ms: Martensite start temperature • Martensite can only be formed from austenite after WP temperature lower than Ms
Principle:Relationship between martensite content and hardness fm HRC 0.5 47.2 0.8 50.3 0.9 53.7 0.95 56.3 0.99 58.8 Principle: Hardeness Analysis Aim of hardening analysis 0.47% General expression: Page 144, <<Steel and its Heat treatment>>, Karl-Erik Thelning Coefficients a,b,c varying with carbon content For AISI 1070, 0.7% carbon, a=80.91,b=97,c=81.61
Case Study:Temperature Field Variation in Water Quenching Process t=0.5s Total quenching time tq = 40s t=2s f=9600Hz s=1.27mm J=1.256e6 A/m2 t=40s t=8s
Case Study: Cooling Curves and Hardening Pattern Inside points along contour line T=8150C Surface points Material: Carbon Steel, AISI 1070 Hardness pattern form numerical simulation Automotive parts from Delphi Inc., Sandusky,Ohio
Case Study: Gap Effect - Hardening Pattern Variation with Tolerance Tolerance= - 0.0025” Tolerance= 0” S=1.27mm f=9600Hz J=1.265e6 S=1.2065mm f=9600Hz J=1.265e6 Tolerance= + 0.0025” Fig. Hardening depth variation with gap between coil and workpiece under three different frequencies. S=1.3335mm f=9600Hz J=1.265e6 • Hardening depth decreases with air gap distance
Power Effect - Hardening Pattern Variation with Coil AC Current Density Fig. Hardening depth variation with input current density with f=9600Hz, s=1.27mm • Case depth increase with input AC power
Hardening Pattern Variation with Input AC Frequency (a) f=5000Hz (b) f=9600Hz Fig. Hardening depth variation with input current frequency with J=1.256e7 (A/m2), s=1.27mm • Case depth decrease with input AC frequency. (c) f=15000Hz
Summary • A quenching and hardening modeling system was developed with the following capabilities. • (1) Provide workpiece temperature distribution at any time. • (2) Provide cooling curve data of any location in workpiece. • (3) Simulate the phase transformation process and predict volume • fraction of Pearlite, Bainite, Martensite formed in cooling process. • (4) Provide desired hardness pattern through proper simulation of coil • design and optimum combination of control parameters. • (5) Investigate parameters effects on final hardness pattern, including • gap effect, AC frequency effect and current density effect. • Applied the developed system to investigate the hardening process on a complex surface of an automotive spindle.