Download

1 / 6
60 likes | 61 Views
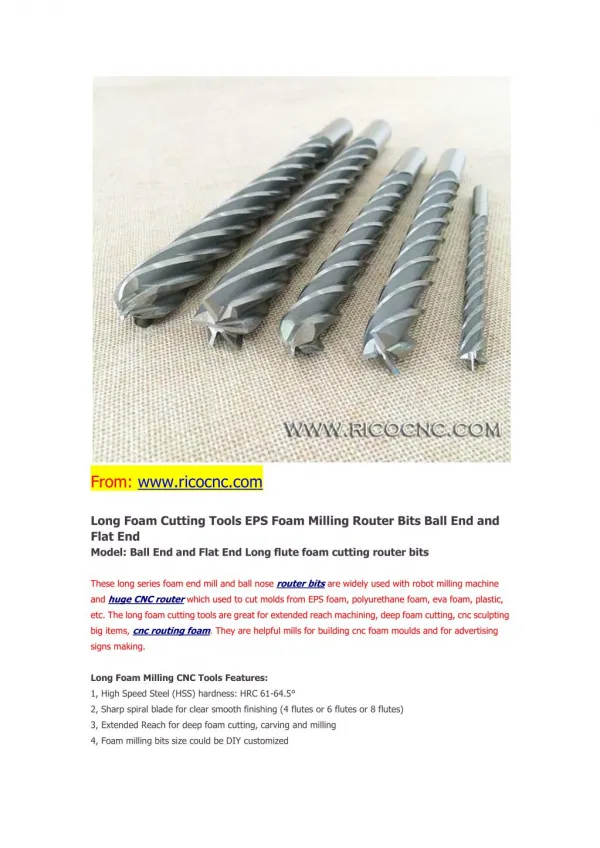
CNC Foam Endmill Router Bits Cutting Specs for Foam Milling

E N D
CNC Foam Endmill Router Bits Cutting Specs for FoamMilling CNC Foam Endmill Router Bits Cutting Specs for FoamMilling Polyurethane Foam, Polyethylene Foam, Extruded Polystyrene Foam (XPS), Expanded Polystyrene (EPS) and Ethylene VinylAcetate (EVA),insulationfoamandsimilartypesoffoams arewidelyusedformouldmaking,statuesmaking,big3dsignsmaking. AbigsizeCNC routerora CNCrobotwithabiglongfoammillbitscandothesekindsoffoammillingjob.Buthowtochoosethefoam
cutters? And how to set rpmspecs? Usually, two kinds of foam mills widely used, ball end and flat end. Flat end foam router bits widely used for foamcutting, rough cutting, ball end foam router bits widely used for foam cutting, finishcarving.
For fast milling, you can choose a big diameter shank and CEL foambits. How to set thespecifications? The big foam bits RPM designed is7000-10000RPM. For EPS foam milling, we suggest setting the spindle RPM at 8000RPM. It is good for the machine cutters and can get a good surface finish. Forexample, cut 80mm thickness polystyrene, we suggest twice cutting, one path cut 40mm thickness, running 8000rpm, feed rate at 150mm/Sec.
If youcut 80mmthicknessonce,run8000rpm,feedrateshouldbewithin70mm/Sec.Pleasetryit. Other information forreference: I usually mill with these bits at about 7,000 rpm, and 70 inches per minute. It depends on the foam. I usually set the feed to 70 ipm, since that is the fastest I want to run the machine. Then do a test cut, and turn the rpm down until the foam cutting sounds good, (sort of a slicing sound). Too much rpm for the feed rate, and it melts the foam. Not good since it builds up on the bit, and makes a ball at the end of thebit. My mill spends most of its time at lower RPM settings in foam, like around 8k. If you go much higher and don't increase your feedrates, you are probably burning and melting the foam as much as cuttingit. EPSis thecommonfoamIuseandI'verunmy 1"diax12"long4flutecustombitat100%stepoverat 6"deep,sometimesdeeper. When you're manufacturing, cutting time is important. Hogging away as much material as you can with a large dia tool and then finishing with the smaller tool is the way togo. I do a lot of foam cutting like this for my customer. I use 2flt high spiral carbide end mill with a high sher on them. I run them from 100to 300 ipm at about 10,000rpm.
Recommend parameters for foam milling fromRicoCNC: The long bits for foam cutting, we usually recommend run at 6000-7000rpm. It is good for the machine cutters and can get a good surfacefinish. Feeding speed at5000-6000mm/min. For biggerandlongerbits,suggeststartfrom3000rpm,andadjust.Thetooldoesnotvibratemuchandnotmakemuchnoiseisok. You can adjust it from slowspeed. Theseparametersjustforreference,youcanadjustasperyourmachine’srigid,foamdensity,cuttingdepth,etc.Justtestfromaslow
speed to avoid toolbroken. RicoCNCsuppliesarangeofdurablerouterbitsmadespecificallyformillingEPS,EVAandpolyurethanefoam,including regular and tapered cutters in ball end and end mill styles. Ball Nose and Flat Bottom End Mill and tapered conical foam mill bitsareavailable. Welcome your inquiry for the CNC spare parts and CNCCutters.