Instruction Manual For Colloid Mill Machine
0 likes | 14 Views
Instruction Manual<br>For<br>Colloid Mill Machine

Instruction Manual For Colloid Mill Machine
E N D
Presentation Transcript
(A) COLLOID MILL MACHINE: MODEL YEAR PLEASE FURNISH ABOVE INFORMATION IN CASE OF ANY DIFFICULTY, COMPLAINTS ABOUT THE MACHINE OR ORDERING OUT SPARES. (B) PLEASE READ AND UNDERSTAND THE INSTALLATION OPERATION AND MAINTENANCE MANUAL CAREFULLY IN CASE OF ANY DOUBT PLEASE FEEL FREE TO WRITE TO US. CAUTION: FAILURE TO COMPLY WITH THE INSTRUCTION IN THIS MANUAL MAY RESULT IN DAMAGE TO EQUIPMENT AND PERSONNEL. Remarks : ______________________________________________________________ ________________________________________________________________________ Instruction Manual For Colloid Mill Machine, Plain, GMP, Horizontal Model : COLLOID MILL MACHINE HORIZONTAL, PLAIN G.M.P. : 2023 - 2024. Page No. 1 of 12
SR. NO.DESCRIPTION 1. COLLOID MILL COMPLETE WITH ELECTRICALS 2. DISCHARGE SPOUT (LOOSE) 3. COCK SPANNER (FITTED) 4. 3 - WAY COCK (FITTED) 5. HOPPER (FITTED) 6. INSTRUCTION MANUAL 1.UNPACK THE CASE CAREFULLY UNDER THE SUPERVISION OF THE RESPONSIBLE PERSON AND REMOVE THE CONTENTS WITHOUT TRYING TO FORCE OPEN ANY PACKAGE. 2.CHECK CONTENTS WITH THE PACKING NOTE. 3.SHOULD ANY SHORTAGE BE OBSERVED IN THE FIRST CHECK, THE CASES, INDIVIDUAL PACKAGES, ALSO THE PACKING MATERIALS SHOULD BE THOROUGHLY SEARCHED FOR A SECOND TIME IN THE PRESENCE OF PERSON WHO WILL CERTIFY THE SHORTAGE REPORT. SIMILARLY, FOR ANY WRONG SUPPLY OF PARTS AND COMPONENTS, THE MATTER SHOULD BE IMMEDIATELY BROUGHT TO THE NOTICE THEIR AGENTS OR THE SUPPLIER GIVING FULL REFERENCE OF SUPPLY. 4.IN CASE OF BREAKAGE OR DAMAGE, THE NATURE AND EXTENT OF EACH ARTICLE, COMPONENT OR EQUIPMENT SHOULD BE DOCUMENTED IN CLEAR AND PRECISE TERMS AND THE REPORT SENT TO THE SUPPLIER WITHIN A WEEK OF THE RECEIPT OF THE CONSIGNMENT. 5.ALL THE PARTS AND COMPONENTS SHOULD BE THOROUGHLY CLEARED OF PACKING MATERIALS BEFORE ASSEMBLY WITH PARTICULAR REFERENCE TO MOVING PARTS. 6.ALL CONTACT PARTS SHOULD BE WASHED THOROUGHLY WITH WARM WATER AND SOAP BEFORE THE EQUIPMENT IS PUT IN PRODUCTION. PACKING LIST OF COLLOID MILL QTY. 1 1 1 1 1 1 INSTRUCTION FOR UNPACKING & CHECKING Page 2 of 12
Output * SPECIFICATION 120 TO 12,000 Kgs/Shift Particle Size Reduction ** 5 TO 10 Microns Hopper Capacity 15 Liters. Motor 3 HP / 2800 RPM / 415V. 3PH. FLP Starter FLP Height 1366 mm. Floor Space 1050 X 405 X 1305 Net Weight (Approx.) 100 Kgs. Gross Weight (Approx.) * Depending upon viscosity of material. ** Depending upon material. 120 Kgs. Page 3 of 12
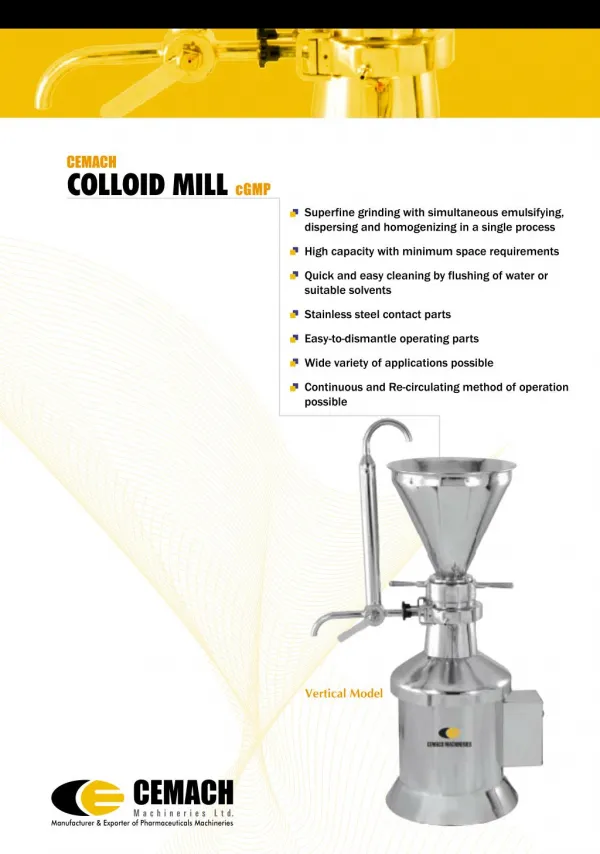
THE DESIGN OF COLLOID MILLS IS BASED ON YEARS OF EXPERIENCE IN WET COMMUNICATION, HOMOGENIZATION, EMULSIFICATION, DISPERSION, FLUIDIZED, MIXING ETC. COLLOID MILL CAN THEREFORE BE USED FOR THE PROCESSING OF HIGHLY VISCOUS TO LIQUID PRODUCTS IN VARIOUS APPLICATIONS. THE PRINCIPLE OF COLLOID MILL IS BASED ON THE STATOR/ROTOR PRINCIPLE. STATOR IS RING SHAPED WITH TWO DIFFERENT STAGGERED SPECIAL DESIGN TOOTH STAGES AND CONICAL SHAPE ROTOR TURNING INSIDE STATOR WITH SPECIAL SHAPES HELICAL TOOTH SYSTEM. INITIAL ROTOR STAGE IS SHAPED IN IMPELLER BLADES AS PRELIMINARY DRUM, SEIZING THE MATERIAL, PRE- BREAKING IN AND THROWING IT INTO THE FIRST STATION TOOTH STAGE. PRODUCT IS FED TO THE OPERATING AREA OF A ROTOR, HAVING A SPEED OF APPROXIMATELY 3000 R.P.M. BY SPECIALLY DESIGNED FEED DEVICE. THE PRODUCT IS PROCESSED BY HIGH SHEAR, PRESSURE AND FRICTION BETWEEN THE STATOR AND ROTOR, BESIDES OF THE HIGH SHEAR, BEATING, COLLISIONS, BOMBARDING AND FRICTION. THE PRODUCT IS EXPOSED TO INTENSE VIBRATIONS, WHICH EXERT THEIR FORCE ON IT BY MEANS OF PRESSING AND RELEASING ACTIONS. AT LAST STAGE OF PROCESSING PRODUCT IS EXPOSED TO BE BASIC-OSCILLATING FREQUENCY OF 6000 HZ. THE FIRST UPPER OSCILLATION OF THIS STAGE LIES WITH 18000 HZ APROX. WITHIN THE SUPERSONIC REGION, WHICH EXPLAINS HIGH EFFICIENCY. THIS PROCESSED PRODUCT CONTINUOUSLY LEAVES THE MILL THROUGH THE DRAINPIPE, IF REQUIRED, IT CAN BE RECIRCULATED. DUE TO THE SLIGHTLY DEVIATING TAPERING OF THE MILLING SURFACES OF STATOR AND ROTOR, THE ANNULAR GAP BECOMES NARROWER TOWARDS THE DISCHARGE SECTION. THE SPECIAL DESIGN TYPE, FACILITATES ADJUSTMENT OF THE GRINDING GAP BY AN EXTERIOR SCREW EVER DURING OPERATION. FIXING 3 WAY COCK ASSEMBLY CAN RECIRCULATE LIQUID TYPE PRODUCT. WHILE VISCOUS AND PASTY PRODUCTS ARE PROCESSED IN ONE PASS BY FIXING DISCHARGE SPOUT. (WHICH IS SUPPLIED AS STANDARD ACCESSORIES WITH THE MILL) EVEN IF YOU WANT VISCOUS PRODUCTS TO PROCESS AGAIN THEN, CHARGE AGAIN IN HOPPER, TILL YOU GET YOUR REQUIRED RESULT. THE MOST IMPORTANT FACTORS TO ACHIEVE A MAXIMUM EFFECT ARE THE LENGTH OF PROCESSING ZONE THE MILLING GAP, VISCOSITY, FEED SIZE AND HARDNESS OF THE PRODUCT TO BE PROCESSED. COLLOID MILL IS SUITABLE FOR SMALL, MEDIUM AND LARGE SCALE PRODUCTION. ALL CONTACT PARTS OF COLLOID MILL ARE OF STAINLESS STEEL. COLLOID MILL IS PROVIDED EXCELLENT IN THE FOLLOWING FIELD OF APPLICATION. DESIGN AND APPLICATION Page 4 of 12
[1] PHARMACEUTICAL INDUSTRY: - OINTMENTS EXTRACTS EMULSIONS COLOUR SOLUTIONS [2] CHEMICAL INDUSTRY :- COLOURINGS DETERGENTS PLASTICS PVC COATINGS PAPER COATINGS [3] COSMETIC INDUSTRY :- CREAMS LOTIONS OINTMENTS TOOTHPASTES SOAPS [4] FOOD INDUSTRY: - ALL KINDS OF PASTES EXTRACTS DRINKS MILK PRODUCTS SALAD CREAMS APPLICATION STARCH SOLUTIONS CREAMS PASTS LOTIONS LATEX EMULSIONS SHOE POLISHES TEXTILES COATINGS CAR SHAMPOOS SEALANTS FACE MILK MAKE UP LIPSTICK BASE SHAVING CREAMS SHAMPOOS KETCHUPS BABY FOODS SOUPS SPICED PASTES CREAM CHEESE Page 5 of 12
INSTALLATION: - THE MACHINE IS DESPATCHED WITH DISCHARGE SPOUT PACKING SEPARATELY WITHIN CASE. FOUR BOLTS INSTRUCTION SECURE THE MACHINE TO ITS WOODEN BASE. AFTER THE MACHINE HAS BEEN PUT INTO POSITION, LEVELED AND BOLTED DOWN (IF REQUIRED), IT SHOULD BE THOROUGHLY CLEANED TO REMOVE ANTI-RUST, GREASE AND DUST ETC. RED-COLOURED GREASE NIPPLE SHOULD THEN BE ATTENDED TO WITH OIL GUN. AN ACTUAL RUNNING PERIOD IS GIVEN TO EACH MACHINE BEFORE IT LEAVES THE WORKS. HOWEVER, A GIVEN TO EACH MACHINE BEFORE IT LEAVES THE WORKS. HOWEVER, AN ADDITIONAL RUNNING -IN-PERIOD CAN BE GIVEN IF DESIRED. FOREIGN PARTICLES LEFT IN, FAILURE TO DO THIS WOULD ALL PROBABILITY, CAUSE DAMAGE TO ROTOR/STATOR PLEASE CHECK DIRECTION OF ROTATION, PEEPING TO HOPPER WHEN GIVING ELECTRIC SUPPLY. DIRECTION-ARROW FITTED ON. REMOVAL OF 3 - WAY COCK ASSEMBLY UNSCREW TWO KNOBS WHILE HOLDING THE 3 WAY COCK ASSEMBLIES; TURN BOTH CLAMPS AWAY TO ALLOW ASSEMBLY TO REMOVE FROM MILL. TAKE CARE THAT NEOPRENE RUBBER PACKING AT HOUSING SHOULD REMAINED THERE WITHOUT ANY DAMAGE. FITTING OF 3 - WAY COCK ASSEMBLY CLEAN WELL, RUBBER PACKING AT HOUSING, AS WELL AS 3 WAY COCK ASSEMBLY PIPES FROM INSIDE BORES TO REMOVE DIRT OR ANY FOREIGN MATERIAL, CLEAN RECTANGULAR MACHINE FACE MEETING WITH RUBBER PACKING AT HOUSING, SO THAT LEAKAGE DUE TO DIRT BETWEEN MEETING FACES CAN BE AVOIDED. KEEPING TWO CLAMPS AWAY BY SWINGING, PLACE PACKING ON HOUSING POSITION 3-WAY COCK ASSEMBLY AS SHOWN IN AT HOUSING, SO THAT TWO SET PINS OF HOUSING FACE INSERTED PROPERLY IN 3 WAY COCK FACE. TAKE BOTH CLAMPS EVENLY TO MATCH FACES WITHOUT ANY LEAKAGE. ON THE FACE OF COCK, THREE ARROWS ARE MARKED, INDICATES HOLES OR WAYS POSITION IS DRAINING POSITION AND IS CIRCULATING POSITION. ABOVE POSITIONS CAN BE ACHIEVED BY TURNING COCK WITH THE HELP OF COCK HANDLE. FITTING OF DISCHARGING SPOUT CLEAN RUBBER PACKING AT HOUSING AND RECTANGULAR FACE OF DISCHARGING SPOUT, KEEPING TWO CLAMPS AWAY BY SWINGING, PLACE RUBBER PACKING AT HOUSING FACES. POSITION DISCHARGING SPOUT AS DONE FOR 3-WAY COCK ASSEMBLY SO THAT TWO SET PINS OF HOUSING FACE INSERTED IN DISCHARGING SPOUT FACE. TAKE BOTH CLAMPS ON DISCHARGING SPOUT'S RECTANGULAR PLATE. TIGHTEN THE KNOBS EVENLY TO MATCH FACES WITHOUT ANY LEAKAGE. Page 6 of 12
REMOVAL OF DISCHARGING SPOUT UNSCREW TWO KNOBS WHILE HOLDING DISCHARGING SPOUT; TURN BOTH CLAMPS AWY TO ALLOW ASSEMBLY TO REMOVE FROM COLLOID MILL. ADJUSTMENT OF MILLING CAP DE-LOCK TWO HANDLES BY UNSCREWING AT LEAST TWO FULL REVOLUTION. TURN ADJUSTING RING BY HANDLES CLOCK WISE TO DECREASE THE MILLING GAP (GRINDING CLEARANCE) AND VICE VERSA. POSITION CAN BE READ ON ARBITORY SCALE-CALIBRATED '0' TO '16' ON SCALE STRIP BY COINCIDING RED COLOURED CIRCULAR GROOVE OF ADJUSTING RING WITH SCALE. ONCE, BY TRY & ERROR METHOD, SET RIGHT MILLING GAP FOR SPECIFIC PRODUCT WHICH GIVES REQUIRED END PRODUCT. FOR THAT PARTICULAR PRODUCT, WHEN TO ADJUST AGAIN, IT IS ADVISABLE TO NOTE ARBITRARY SCALE NUMBER FOR EASY AND QUICK SET-RIGHT TIME. ADJUSTMENT FOR ACTUAL PRODUCTION CHECK HOPPER FROM INSIDE SO THAT NO FORGEIN MATERIALS OR UNWANTED THINGS LYING THERE, TAKE OUT, IF ANY, FIRST. CLOSE THE COCK WITH COCK HANDLE START COLLOID MILL BY GREEN PUSH BUTTON 'ON' SITUATED AT BACK SIDE OF MILL CHECK THE DIRECTION OF ROTATION BY PEEPING IN HOPPER DIRECTION ARROW ALREADY FIXED UP ON S.S. CONE. ANTI CLOCK WISE ROTATION ON TOP VIEW. START THE COLLOID MILL WITH RIGHT DIRECTION OF ROTATION, THE MILL-ADJUST MILLING GAP FROM MINIMUM TO MAXIMUM I.E. ON SCALE '0' TO '16' NUMBER. NOW MILL CAN BE USED FOR PRODUCTION. TO DECIDE UPON ADJUSTMENT OF MILLING GAP & ARRANGEMENT, CHECK THE PRODUCT AS FOLLOWS: 1. VISCOSITY: E.G. LIQUID (WATER FORM), SLIGHTLY VISCOUS (CONDENSED MILK), VISCOUS (CREAM FORM) OR PASTY (OINTMENT) 2. FEED SIZE & HARDNESS OF PRODUCT: - 3. REQUIRED END PRODUCT. FOR LIQUID AND SLIGHTLY VISCOUS PRODUCT FITTING OF 3 WAY COCK ASSEMBLY IS RECOMMENDED. IT FACILITATED CIRCULATING AS WELL AS DRAINING. FOR VISCOUS AND PASTY PRODUCT, FITTING OF DISCHARGE SPOUT IS RECOMMENDED WHERE RE-CIRCULATION IS NOT POSSIBLE. ADJUSTMENT OF MILLING GAP & TIME PERIOD OF RECIRCULATION THROUGH 3 WAY COCK ASSEMBLIES DEPENDS UPON FEED SIZE, AND FINAL REQUIREMENT OF END PRODUCT. TRY AND ERROR METHOD AT LEAST Page 7 of 12
CAN DECIDE IT ONCE FOR PARTICULAR PRODUCT. FOR NEXT TIME, ONE CAN PRESET MILLING GAP WITH THE HELP OF RECORDED SCALE NUMBER, AND START WITH. ONCE THE BATCH IS OVER, DRAIN OFF THE PRODUCT, CLOSE THE COCK, POUR IN HOPPER SUITABLE SOLVENT, RUN FEW MINUTES TO CIRCULAR SOLVENT THROUGH 3 WAY COCK TO CLEAN THOROUGHLY ALL OVER. DRAIN OFF OF THE SOLVENT. NOW PRESS 'OFF' RED PUSH BUTTON TO STOP THE COLLOID MILL. AFTER COMPLETION OF PROCESSING OR CHANGING FROM ONE PRODUCT TO ANOTHER, IT IS ESSENTIAL TO CLEAN THOROUGHLY COLLOID MILL TO AVOID CONTAMINATION PROBLEMS. RECOMMENDED SPARE PART WHICH SHOULD BE KEPT IN THE STOCK FOR MAINTENANCE. SR. NO. PART NO. PART NAME 1. B/O. Oil Seal (Pioneer – 1567) 2. B/O. – 32308) OR Oil Seal (Pioneer – 3879) 3. B/O. ‘O’ Ring – Pioneer 3 – 194 4. B/O. ‘O’ Ring – Pioneer 3 – 131 5. B/O. ‘O’ Ring – Pioneer 3 – 124 6. 02AAEG11A Packing (Neoprene) 7. 02AADB11A Packing at Hopper (Neoprene) QTY. 1 2 2 1 1 1 1 1 Bearing (Roller Bearing – 6308. Taper Roller Bearing Page 8 of 12
N E V E R : NEVER RUN MACHINE WITHOUT READING INSTRUCTION MANUAL. FOLLOW INSTRUCTION MANUAL NEVER & CHECKS STRICTLY. NEVER GIVE POWER CONNECTION WITHOUT CHECKING CORRECT DIRECTION OF ROTATION. NEVER RUN THE MACHINE AFTER POURING PRODUCT IN THE HOPPER. NEVER LEAVE MACHINE WITH PRODUCT OVERNIGHT. NEVER KEEP DRAIN OPEN WHILE POURING PRODUCT IN HOPPER. C H E C K S : CHECK THAT NO FOREIGN MATERIAL OF METAL PARTICLES IN THE MILL. CHECK THAT COLLOID MILL IS CLEANED BEFORE AND AFTER USE. CHECK CLOSE POSITION OF COCK BEFORE FEEDING THE PRODUCT. CHECK THAT MILL RUNS FIRST AND THEN PRODUCT IS FED. CHECK THAT MILL IS STOPPED AFTER PRODUCT DRAINED OFF. CHECK WHETHER CONTAINER IS IN POSITION AT DRAIN PIPE OR AT DISCHARGE SPOUT WHEN PRODUCT HAS DRAIN THROUGH WITHOUT CIRCULATION. CHECK THAT RUBBER PACKING AT HOUSING IS IN POSITION. CHECK THAT BOTH THE KNOBS ARE TIGHTENING EVENLY TO AVOID LEAKAGE. CHECK THAT MILLING GAP ON ARBITORY SCALE BEFORE PROCESSING ACTUAL PRODUCTION BATCH. Page 9 of 12
TROUBLE SHOOTING CHART PROBLEMS CAUSES REMEDIES COLLOID MILL DOES NOT START 1. MAIN FAULT FAULTY CONNECTION ELECTRIC SUPPLY 1. CHECK INDIVIDUAL & VOLTAGE IN LINE OR CALL ELECTRICIAN CHECK OVERLOAD AVOID LOOSE VARIFY CONNECTION ELECTRICAL WIRING DIAGRAM (SUPPLIED WITH MANUAL) OR CALL ELECTRICIAN INTERCHANGE WIRES AFTER SWITCH OFF THE MAIN SUPPLY OR CALL ELECTRICIAN 2, 2. 1. ELECTRICAL RELAY, CONNECTION WITH DIRECTION OF ROTATION IS NOT AS PER DIRECTION ARROW FITTED ON MILL LEAKAGES 1. FAULTY CONNECTION 2. 1. ELECTRICAL TWO PHASE 2. A. COCK LEAKS 1. SETTING DISTURB 1. TIGHTEN HEAD BOLT SUCH COCK CAN BE TURN WITH LIGHT FORCE WITH COCK HANDLE REPLACE `O’ RINGS REPLACE OIL SEAL GENTLY M-5 HEX B. LEAKAGE MOTOR OR AT MILL BASE NOISE 2. 1. `O’ RINGS WARN OUT OIL SEAL WARN OUT BY EXPERT PRODUCT KEPT OVERNIGHT 2. 1, AT ELECTRIC 2. 2. AVOID SUCH PRACTICE. A. AT MILLING ZONE OR 1. FOREIGN PARTICLES IN MILL OR BEARING INCREASING DUE TO WARN OUT EFFECT OR SETTING DISTURBED COUPLING CUSHION WARN OR COUPLING BECOME LOOSE ON SHAFT VISCOUS PRODUCT 1. REMOVE IMMEDIATELY OR BEARING HOUSING 2. BACK-LASH 2. CALL EXPERT B. BELOW BEARING HOUSING 1. RUBBER OUT 1. LIFT OFF COVER BY REMOVING M12 HEX BOLTS 4 NOS. AND REPLACE RUBBER CUSHION, TIGHTEN THE FOUND LOOSE. CHANGE CIRCULATING PIPE TO DISCHARGE SPOUT OR REDUCE VISCOSITY IF POSSIBLE REMOVE CLOGGING 2. 2. COUPLING IF PRODUCT CIRCULATING PROPERLY NOT 1. 1. 2. CLOGGING OF PRODUCT IN CIRCULATING PIPE COCK POSITION IS NOT SET PROPERLY DIRECTION OF ROTATION IS NOT OK 2. 3. 3. SET TRUE POSITION AS FIG.6 4. 4. CORRECT THE DIRECTION OF SROTATION AS IN SR.NO.2 Page 10 of 12
PROBLEMS CAUSES REMEDIES NOT MICRONSIZE ACHIEVING DISTRIBUTION OF PRODUCT INGREDIENTS GETTING REQUIRED OR UNIFORM 1. MILLING PROPERLY SET GAP NOT 1. LET SUFFICIENT TIME MILLING NOT 2. NO CIRCULATION PROCESSING PROVIDED. HARD PRODUCT OR INFEED EXTRA-ORDINARY PARTICLE SIZE SUFFICIENT 2. LET MILLING SUFFICIENT TIME TO OR IS TIME 3. 3. KEEPING DIFFERENT MILLING GAP PRODUCT PROCESSED IN STAGE, INSTEAD OF ONE PASS. CALL EXPERT BIG TO BE 4. BEARING INCREASED MILL THOROUGHLY BEFORE USE PRODUCT TAKEN IN DIRTY CONTAINER CENTER ROTAR COMING IN CONTACT WITH DUE TO FOREIGN METAL PARTICLES OR INCREASED BEARING CLEARANCE. CLEARANCE 4. FOREIGN PARTICLES FOUND WITH PRODUCT 1. WAS NOT 1. ADHERE PRACTICE. TO CLEANING CLEAN 2. 2. ADHERE PRACTICE CALL EXPERT TO CLEANING 3. 3. STATOR PART LIST FOR COLLOID- HORI. GMP MODEL Sr. No. PART NO. PART NAME QTY. MOTOR HOUSING ASSLY (HORI/GMP) 1 02CCAA11A 2 02CBAC11A 3 B/O 4 02CBAE11A 5 02CAAF11A 6 B/O 7 02CCAG11A/B 8 02CCAH11A HORI.BODY (STRUCTURE) GMP MOTOR MNT.PLATE (HR/STD) MOTOR 3 HP/3PH/2880 RPM/FL.MTD/STD V PULLEY FOR MOTOR (STD) V PULLEY FOR HOUSING V-BELT B 38 (FANNER/ECODRIVE) MOTOR GUARD (HR/GMP) COVER AT MOTOR GUARD 1 1 1 1 1 1 1 1 EXTENSION HOUSING ASSLY 9 02AABA11A/B 10 02AABB11A/B 11 02AABC11A/C 12 02CABD11A/B 13 02AABE11A/B 14 02AABF11A/B 15 B/O 16 B/O 17 02AABG11A/B 18 B/O 19 B/O 20 02AABH11A 21 B/O 22 02AABJ11A 23 02AABI11A EXTENSION HOUSING TOP COVER FOR EXT.HOUSING BOTTOM COVER FOR EXT.HOUSING EXTENSION SHAFT BRG. SPACER (SMALL) BRG. SPACER (BIG) BRG NO : 6308 BRG NO : 32308 SKF LOCK NUT OIL SEAL KOS 1567 (SIZE: 42.5 X 28 X 8) OIL SEAL POS 3879 (SIZE: 45 X 32 X 6) CONE GREASE NIPPLE: 1/8 BSP (STRAIGHT) KEY (SIZE: 8 X 8 X 30 MM) KEY (SIZE: 8 X 8 X 25 MM) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Page 11 of 12
MAIN HOUSING ASSLY (WJ) 24 02EBCA11A/B 25 02ADCB11A 26 B/O 27 02AACC11A 28 02AACD11A 29 B/O 30 02AACF11A 31 02AACG11A 32 02AACJ11A 33 02AACK11A 34 02AACL11A 35 02AACM11A 36 MAIN HOUSING (WJ/SS304) OIL SEAL COVER OIL SEAL POS 3879 (SIZE: 45 X 32 X 6) C CLAMP PIN FOR C CLAMP BACKLITE KNOB 3/8 X 2 INCH CENTRE BOLT STOP BOLT BAFFLE ADJUSTING RING HANDLE FOR ADJUSTING RING SCALE MAC M08 X 35 ( ALEN CAP U.B.\TVS) 1 1 1 2 2 2 1 2 1 1 2 1 3 ROTOR AND STATOR ASSLY 37 02ABCE11A 38 02ABCH11A 39 B/O 40 02AACI11A ROTOR ASSLY STATOR ASSLY O RING (SIZE: OD 121.45 X ID 110.49 X 5.33 TH) SET PIN (FOR STATOR) 1 1 1 2 COCK BODY ASSLY (WJ) 41 02EBEA11A 42 02ABEB11A/B 43 02AAEC11A 44 02AAED11A 45 B/O 46 B/O 47 02AAEE11A 48 02EBDA11A 49 02AADB11A 50 02AAEG11A COCK BODY (WJ-SS304) COCK PLUG BRASS WASHER WASHER AT COCK O RING (Ø 18.72 X Ø 23.96 X MM 2.62 )/SPARAGE O RING (Ø 23.96 X Ø 30.45 X MM 3.53 )/SPARAGE COCK HANDLE HOPPER (W/J) RUBBER PACKING FOR HOPPER RUBBER PACKING AT COCK BODY 1 1 1 1 1 1 1 1 1 1 ELE.WIRING ASSLY 51 B/O. 52 B/O 53 B/O 54 B/O PUSH BUTTON STARTER DOL (FLP)/FPR 3 HP. WIRE 1 SQ MM 4 CORE LUGS: FORK TYPE 1.5 SQ.MM LUGS: RING TYPE 1.5 SQ.MM 1 4 10 5 Page 12 of 12