Download
1 / 30

E N D
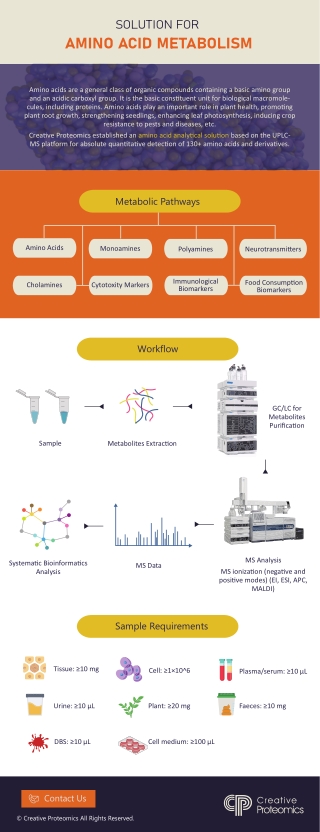
Amino Acid: • Amino acids are the building blocks of protein. • They are group of organic compounds containing two functional groups-amino and carboxyl. • The amino group(-NH2) is basic while the carboxyl group(-COOH) is acidic in nature.
Classification: • All the 20 amino acids are not needed to be taken in the diet. • Based on the nutritional requirements amino acids can be classified into two classes: • Essential Amino Acid. • Non-Essentail Amino acid.
Essential Amino acid. • Amino acid which can not be synthesized our body. • Need to be supplied through the diet. Example: • Arginine,Valine,Histtidine,Isoleucine,Leucine,Lysne,Methoionine.etc
Non-Essentail Amino Acid: • They are synthesized by the body,and do not need not be supplied in the diet. • These are gylicine,Alanine,Serine,Cyteine,Asparate and prolineetc. • Some microorganism are capable of producing certain amino acids such as Lysine,glutamic acid and tryptophan.
Industrial production of Amino Acid: • Two amino acids which are produced at large scale includes: • L-lysin. • L-glutamic acid
Lysin production: • Lysine is the amino acid that covers more than 90% of the total world amino acid production: • Synthesis of lysine: • 80% by Fermentation. • 20% by chemical synthesis. Fermentation process: • Submerged Fermentation. • Aerobic Fermentation. Mode of Operation: • Batch process. • Fed –Batch process. Fermenter Type: • Stirred Tank Reactors. • Air lift Bioreactors.
L-glutamic acid production: • L-glutamic acid is an amino acid used in various industries, including: • Food: (flavor enhancer, texture modifier) • Pharmaceuticals: ( precursor for drugs, nutritional supplements) • Animal feed: (nutritional additive) • Cosmetics: ( skin care, hair care products)
Production Methods: • Microbial fermentation: (Corynebacteriumglutamicum, Escherichia coli) • Enzymatic conversion: (glutamate dehydrogenase) • Chemical synthesis : (from acrylonitrile) Fermentation Process: • Microorganism selection and cultivation • Medium preparation (carbon source, nitrogen source, vitamins) • Fermentation (batch, fed-batch, continuous) • Product recovery (filtration, centrifugation, crystallization)
Key Parameters: • Temperature (25-37°C) • pH (6.5-7.5) • Oxygen supply • Carbon source (glucose, sucrose) • Nitrogen source (ammonia, urea • . Vitamin supplements (biotin, thiamine)
Challenges: • High production costs • Competition from synthetic alternatives • Regulatory issues (food safety, environmental concerns) • Fluctuations in raw material prices. Future Directions: • Development of more efficient fermentation processes • Exploration of new carbon sources (renewable biomass) • Improvement of downstream processing technologies • Expansion into new markets (cosmetics, animal feed)
Enzymes: • Type of protein present in all living organisms. • Increasing the rate of chemical reactions. • Continue to work as long as substrate is present. • Enzymes can be produced by animal,Fungal,yeast and plant source. • Come in Dry and Liquid form.
Dairy Industry: Rennet: • Extracted from the forth stomach of young claves. • Contains enzymes that cause milk to become cheese. • It separates solid curd and liquid whey. • Different animal rennit are used for the different cheese. • Most common vagetable rennet is “thistle”.
Lactase: • Present in the brush of the smallintestine. • Artifically extracted from yeast. • Required for the digestion of whole milk. • Used in production of lactose free milk. • Also used in production of ice cream and sweetendflavoured and condensed milks.
Catalase: • Produced from bovine livers or microbial sources. • Breaks down hydrogen peroxide to water and molecular oxygen. • Along with glucose oxidase it is used in treating food wrappers to prevent oxidation. • Also used to remove traces of hydrogen peroxide in the process of cold sterilization.
Protease: • Widely distributed in the biological world. • Hydrolysis the specific peptide bond to generate para-k-casein and macro peptides inproduction of cheese. • Results in bitter flavour to the cheese and also in desired texture.
Brewing Industry: Protease: • Peptidase works to provide the wort with amino acid nutrients that will be used by the yeast. • Protease works to break up the larger proteins which enhance the head of retention of beer and reduces haze. • In fully modified malts,these enzymes have done their work during the malting process.
B-Glucanase: • Beta-Glucanse represents a group of carbohydrates enzymes which break down gycosidic bonds within beta-glucan. • Aids in filtration after mashing and brewing.
A-Amylase: • Converts starch to dextrins in producing cornsyup. • Slubilizes carbohydrates found in barley and other cereals used in brewing . • Decreases the time required for mashing.
BakingIndustry: Maltogenic amylase: • Flour supplements • It has anti staling effect. • It modified starch while most of the starch starts to gelatinise. • Resulting starch granules become more flexible during storage.
Glucose oxidase: • Oxidise glucose and produce gluconic acid and hydrogen peroxide. • H2O2 is the strong oxidizing agent that stengthens the disulfied and non disulfied cross links in gluten. • Good working condition help proper function of bakery system.
Pentosanases: • Extract mechanism is not yet discovered . • Impoves dough machinability,yieldinga more flexible, easier to handle dough. • The dough is more stable and gives better oven spring during baking.
Wine & fruit juice Industry: Pectinase: • Prevents pectin from forming haze and hence to get clear solution. • Additionally,it is used for the extraction of colour and juice from fresh milk. • It breaks down pectin and releases methanol,which in high amounts is hazardous.
B-glucanase: • It accelerates all biological mechanisms linked to maturation on lees. • Reduces maturation duration. • Improves clarification and filtration,and improves the action of firing agents.
Meat industry: Protease: • Cleaves the bond that hold the amino acids together. • As the enzymes break apart proteins,which disrupts or loosens muscle fibres and tenderizes it.
Papain: • Found in papaya. • 95% of meat tenderizers available in grocery store are made from papain. • It is extracted from latex fruits. • These enzymes are purified and sold in powder or liquid form.
Conclusion: • The enzymes based processes are advantageous as thay can be carried out at moderates reaction conditions with greater specificity in contrast tochemical-based process. • Market for enzymes in industrial processes is fast growing.