Chapter 15 Metal Extrusion and Drawing Processes and Equipment
Chapter 15 Metal Extrusion and Drawing Processes and Equipment. EXTRUSION a cylindrical billet is forced through a die DRAWING the cross section of a solid rod , wire or tube is reduced or changed in shape by pulling it through a die.

Chapter 15 Metal Extrusion and Drawing Processes and Equipment
E N D
Presentation Transcript
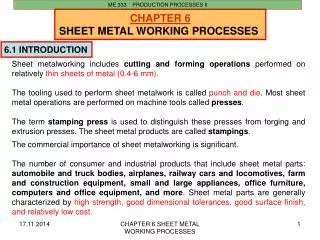
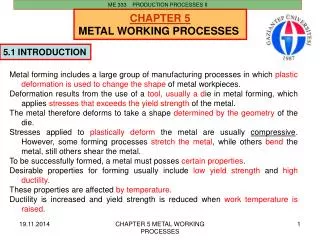
Chapter 15Metal Extrusion and Drawing Processes and Equipment
EXTRUSIONa cylindrical billet is forced through a dieDRAWINGthe cross section of a solid rod , wire or tube is reduced or changed in shape by pulling it through a die
FIGURE 15.1 Schematic illustration of the direct-extrusion process.
FIGURE 15.2 Extrusions and examples of products made by sectioning off extrusions.Source: (d) Courtesy of Plymouth Extruded Shapes. (For extruding plastics, see Section 19.2.)
FIGURE 15.3 Types of extrusion: (a) indirect; (b) hydrostatic; and (c) lateral.
PROCESS VARIABLESreduction in cross sectional areadie angleextrusion speedbillet temperaturelubrication
FIGURE 15.4 Process variables in direct extrusion; the die angle, reduction in cross-section, extrusion speed, billet temperature, and lubrication all affect the extrusion pressure.
TABLE 15.1 Typical Extrusion TemperatureRanges for Various Metals and Alloys. (See also TABLE 14.3.)
FIGURE 15.7 Typical extrusion die shapes: (a) die for nonferrous metals; (b) die for ferrous metals; and (c) die for a T-shaped extrusion made of hot-work die steel and used with molten glass as a lubricant.Source: (c) Courtesy of LTV Steel Company.
FIGURE 15.8 Extrusion of a seamless tube (a) using an internal mandrel that moves independently of the ram: an alternative arrangement has the mandrel integral with the ram and (b) using a spider die (see Fig. 15.9) to produce seamless tubing.
FIGURE 15.11a Two examples of cold extrusion; the arrows indicate the direction of metal flow during extrusion.
FIGURE 15.11b Two examples of cold extrusion; the arrows indicate the direction of metal flow during extrusion.
FIGURE 15.14 Schematic illustration of the impact-extrusion process; the extruded parts are stripped by using a stripper plate.
DESIGN CONSIDERATIONS1. symmetry of cross section2. Avoid hollow cross sections3. Avoid a critical dimension in a cross-section4. Avoid wide thin sections
FIGURE 15.17 Examples of poor and good design practices for extrusion; note the importance of eliminating sharp corners and keeping section thicknesses uniform.
FIGURE 15.19 General view of a 9-MN (1000-ton) hydraulic-extrusion press.Source: Courtesy of Jones & Laughlin Steel Corporation.
DRAWINGthe major processing variables are the same as extrusion: die angle, reduction in area, drawing speed and friction along the die-work piece interfaceextrusion: material is pushed through the diedrawing: material is pulled through the die
FIGURE 15.20 Process variables in wire drawing; the die angle, reduction in cross-sectional area per pass, speed of drawing, temperature, and lubrication condition all affect the drawing force, F.
FIGURE 15.21 Examples of tube-drawing operations, with and without an internal mandrel; note that a variety of diameters and wall thicknesses can be produced from the same initial tube stock (which has been made by other processes).
FIGURE 15.24 Cold drawing of an extruded channel on a draw bench to reduce its cross-section; individual lengths of straight rods or of cross-sections are drawn by this method.
FIGURE 15.25 An illustration of multistage wire drawing typically used to produce copper wire for electrical wiring. Shown is a five bull block configuration; wire drawing machines can incorporate 15 or more of these drums, depending on the material and wire size. Source: After H. Auerswald.