Download
1 / 23
260 likes | 1.12k Views
Optimal Control of Product Quality for Batch Nylon 6,6 Autoclaves Sachin Kansal Computer Process Control Group Chemical & Materials Engineering University of Alberta, Edmonton Nylon 6,6 - Process Description Common Industrial Control Practices Motivation for an Advanced Control Scheme

E N D
Optimal Control of Product Quality for Batch Nylon 6,6 Autoclaves Sachin Kansal Computer Process Control Group Chemical & Materials Engineering University of Alberta, Edmonton Department Seminar, April 1999
Nylon 6,6 - Process Description Common Industrial Control Practices Motivation for an Advanced Control Scheme The On-line Trajectory Generation Problem Discussion and Future Work Presentation Outline Department Seminar, April 1999
Nylon 6,6 - Market Trends • Remains number one engineering thermoplastic despite the introduction of other resins with competitive features • Bulk of U.S. polyamide production (over three-fourths) is Nylon 6,6 • Market Demand expected to grow by 6-10% over the next few years Department Seminar, April 1999
vent steam P Q heat T condensate Nylon 6,6 Autoclave PolyamidationA + C L + W DegradationC SE + W L SE + A A - amine end groups (2 per HMD) C - carboxyl end groups (2 per adipic acid) L - polymer link W - water SE - stabilized end group What are we trying to control? The Quality Variables. No. Average Molecular Weight* 13,000<MW<14,000 Concentration of NH2 End Groups* 50< NH2-ends<60 (gram-equivalents of amine ends/million grams of polymer) * These will be used as representative polymer characteristics for evaluating controller performance Department Seminar, April 1999
Common Industrial Control Practices • Control Objective - achieving the target molecular weight and concentration of amine end groups • Regulation of temperature or other secondary process variables is employed • Track nominal T & P trajectories from acceptable runs as setpoints (Russell et al., 1998) Department Seminar, April 1999
vent PC steam PT P Q heat T TT TC Implementation of Trajectory Tracking PID Control scheme based on tracking nominal reactor temperature and pressure profiles • Pressure profile control approach attractive - ready availability of pressure measurements • Final polymer properties - strong function of temperature history • Consistent quality development possible - feedback of temperature measurements Control Scheme is simulated for the following disturbances: • baseline - no disturbance • 10% decrease in U • 5% increase in CWo • 10 Kdecrease in To Department Seminar, April 1999
550 500 Temperature 450 400 0 20 40 60 80 100 120 140 160 180 200 Time PID Control/Simulation Results • Target values - those generated by the model following the nominal trajectories • Case 2 demonstrates the heat transfer disturbances • Cases 3 and 4 demonstrate the disturbance in feed conditions • Variations in the initial water content -considerable variations in polymer properties Base(blue); U:-10%(red); Wo:+5%(black); To:-10K(magenta) Department Seminar, April 1999
What Do These Results Mean? • Tracking pre-determined Nominal Trajectories is insufficient to guarantee Quality Product • Motivation to seek a more flexible control strategy capable of on-line changes to the nominal trajectories Department Seminar, April 1999
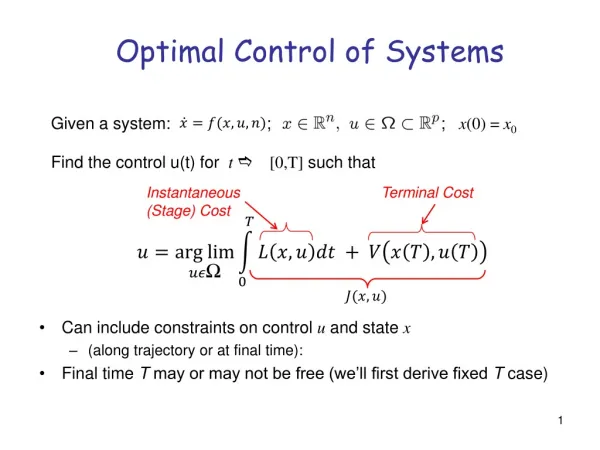
Optimal Trajectory Generation Objectives • Generate new reactor temperature and pressure trajectories on-line so that the final quality targets are met in the presence of disturbances • Generate the above trajectories in an optimal way, such that some production cost (e.g., heating costs) of the polymer is minimized • Keep the trajectory generation problem simple enough to be solvable in real-time Department Seminar, April 1999
Mass and Energy Balances • Identify Process Variables • Differentially Flat System • Identify Flat Outputs • Identify the Control Objective • Setup the “Pseudo” Problem • Identify RTO Issues • Develop Solution Algorithm Optimal Trajectory Generation - Steps Department Seminar, April 1999
Mathematical Model Development Mass and energy balances States, Inputs and Outputs End Use Quality Variables Department Seminar, April 1999
Concentrations in the Reactor 10 550 300 5 Conc. A 500 200 T K P, Pvap (red) psi 0 450 100 0 20 40 60 80 100 120 140 160 180 200 10 400 0 5 Conc. C 0 50 100 150 200 0 50 100 150 200 4 x 10 3 1500 0 0 20 40 60 80 100 120 140 160 180 200 10 2 5 1000 Pj mm Hg Conc. L Vent g/min 1 0 0 20 40 60 80 100 120 140 160 180 200 20 0 500 0 50 100 150 200 0 50 100 150 200 10 Conc. W 15000 6000 0 10000 4000 0 20 40 60 80 100 120 140 160 180 200 0.1 MW Amine Ends 5000 2000 0.05 0 0 0 0 20 40 60 80 100 120 140 160 180 200 0 50 100 150 200 0 50 100 150 200 Time (minutes) Typical Simulation Results Conc. SE Department Seminar, April 1999
. = x f(x, u) Î Â Î Â x , u n m Î Â y, y m = = (1) y P (x, u,... , u ), i 1,... , m α i i . = (2) Q(y, y ,... , y ) 0 β . = = (3) z [x u x u ] R(y, y ,... , y g a b ) Model TransformationDifferentially Flat Systems What does Differential Flatness Mean? Original Nonlinear System There exist so-called flat(or linearizing) outputs such that: y can be calculated from x, u and a finite number of time derivatives of u y’s are differentially independent Any x, u, their time derivatives and functions of them can be calculated from y and its time derivatives Department Seminar, April 1999
u1, Tin, cAin, cBin u2, TJ u2, TJin u1, T, cA, cB Extending the system with: Differentially Flat system with: as outputs Chemical Reactor Examples 2 Chemical Species Example (Guay, 1998) Department Seminar, April 1999
Extending the system with: u1, Tin, cAin, cBin cCin u2, TJ Differentially Flat system with: as outputs u2, TJin Chemical Reactor Examples 3 Chemical Species Example u1, T, cA, cB, cC (Guay, 1998) Department Seminar, April 1999
Flatness Reduces the Dimensionality of the Problem Makes Real-Time Implementation Possible From Flatness to Trajectories Behavior of Flat Systems is determined by the Flat Outputs Higher Dimensional State Space Lower Dimensional Flat Output Space Transfer Functions Department Seminar, April 1999
Full-State Feedback Linearizability YES NO Approximate Trajectory Generation Methods Partially State Feedback Linearizable Stable: r dimensional problem is solved Zero Dynamics of the System Unstable: stabilized and the resulting problem is solved r specifies the dimension of the differentially flat system What if System is not Flat? Differentially Flat System Department Seminar, April 1999
Problem Definition Statement of the Real-Time Optimal Trajectory Generation Problem Department Seminar, April 1999
Generates nominal state-space trajectory and nominal inputs Desired destination in tracking space Trajectory Generation? Two Degree of Freedom Approach (Nieuwstadt et al.) Error dynamics can be written as e=x-xd system is linearized around e=0 and the e=0 state is stabilized Corrects for any errors due to noise or plant uncertainty Trajectory Generation Block Feedback Compensation Block Department Seminar, April 1999
Trajectory Generation - Applications • Control of Chemical Reactors • Guay, 1998 • Rothfuss et al., 1996 • Guidance of Aerospace Vehicles(Betts, 1990) • when a vehicle actually flies a trajectory, it is subjected to random perturbations that cannot be predicted preflight • role of trajectory generation is to maintain control of a vehicle and, when possible, optimize the trajectory • Control of an Autonomous Aircraft Following a Moving Target(Nieuwstadt and Murray, 1995) Department Seminar, April 1999
Discussion and Future Work • Present Control Schemes not Robust to Disturbances • Trajectory Generation Control Schemes: • Transformation of the Process Model to the Normal Form • Real-Time Implementation Issues • Increased Instrumentation and Computational Cost • Application to other Nonlinear Systems • Approximations for Systems which are not Differentially Flat Department Seminar, April 1999
Acknowledgements • Research Supervisors: • Dr. J. Fraser Forbes • Dr. Martin Guay • Computer Process Control Group • http://www.ualberta.ca/chemeng/groups/control/ Department Seminar, April 1999
Questions? Department Seminar, April 1999