Download
1 / 8
100 likes | 261 Views
So these were some of the bolt tightening methods that find applications as per their respective purposes in industries and all other facets of work.

E N D
Different Methods of Bolt Tightening Fasteners are an integral and elementary building block of any industry. They find their uses in almost every stride in a plant in order to hold things together. To the untrained eye, it may seem like only a nut and a bolt (often with a washer or two), but the dynamics are to be estimated precisely. In any bolt tightening process; the first and foremost thing would be to calculate the proper preloading. An insufficient estimate might lead to a failure of the bolted joint. During designing it is to be kept in mind that a specific tension is going to be applied to it. And if the estimation is not correct then the specific tension might not be achieved. Here we shall look at some of the most widely used bolt tightening methods and also try to list some of their advantages and disadvantages:
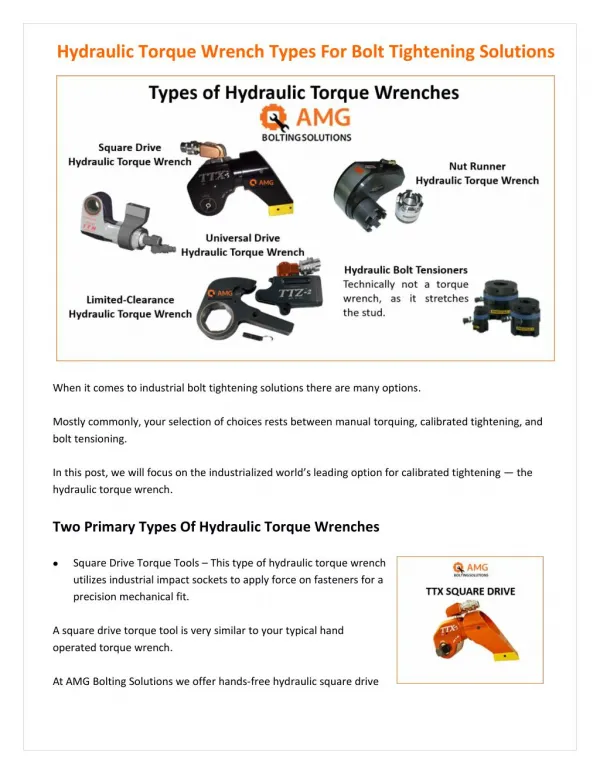
Torque Tightening One of the first and safest methods for tightening strategy; we are going to look at bolting through torquing tools. Torque is defined as a rotational force. When torque is applied, the bolt threads in through the nut and applies compression stress on the joint plate. This in turn causes it to elongate and tighten. Thus in this way the specific preload is achieved. While calculating total stress and how it relates to yield, we have to take into account both direct and torsional stress which is experienced by the shaft. The word that goes around across the industries is that Total Stress = 90% of yield. Of the total torque applied, 90% of it is used up to overcome underhead friction and thread friction. This is a major disadvantage since a small amount of change in frictional conditions can lead to notable changes in preload.
To neutralize this effect to some extent, frictional stabilizers are used, and flanged nuts and bolts are used for the improvement of accuracy. Calibrated torque wrench serves this purpose best. • Angle tightening or turn-of-nut This method of industrial bolting was introduced during WWII. It was used in applications where there was the requirement for a specific tightening angle. It is a very accurate method for the installation of structural bolts and is also capable of providing a very consistent preload. It has been used with power wrenches. Inspection can be done by visually looking for indexing marks or markers by a torque clicker wrench. The one drawback that this process has is the determination of the angle accurately. This has to be found out through experimentation. This technique doesn’t depend on torque, so frictional changes have negligible effects.
Direct Tension Indicators This method tells us if the tightened fastener has generated the right amount of preload in the joint. Here measurement of the bolt tensioning is done with the help of load indicating bolts and washers. These are specially designed to indicate the force experienced by the bolt. Structural engineering has widespread use of load indicating washers. They have small raised pips which flatten irreversibly on the application of load. We can say that correct preload has been attained when there is a set gap in between the underhead of the bolt and washer. This can be done by visual inspection. Though it provides a true indication of tension in the bolted joint, it comes across with a pocket pinch.
Bolt Stretch Method This method is for tightening fasteners of bigger sizes, of the order of 20mm in diameter. These generally find application to control high hydraulic pressures. The main challenge faced while tightening large bolts is the requirement of high tightening torque and also the produced reaction torque has also to be dealt with. This process can be done by using a hydraulic ram which is placed over the nut and a threaded puller that can be attached to the ram. In order to call it a success, the threaded part has to protrude past the nut.
Heat Tightening This is the most rarely used method of bolt tightening that we can come across. They find applications in extremely large-sized bolts. They utilize the theory of thermal expansion. The bolt is heated in a naked flame, sheathed heating coil, or with carbon resistance elements which causes it to expand. From there, the nut is marked using the angle of turn method. And as it tries to cool down, in the process it starts to contract and eventually clamps down on the joint creating a preload. The only drawback that this method poses is that it is very much time-consuming when we proceed to measure the amount of strain the bolt is subject to. As the system has to return to ambient temperature for the correct measurement.
Concluding… So these were some of the bolt tightening methods that find applications as per their respective purposes in industries and all other facets of work. Content Sources :- ABSGroup