Download
1 / 46
530 likes | 963 Views
Definição -É qualquer operação produtiva que requer planos e controle, mesmo que a formalidade e os detalhes dos planos e do controle possam variar.

E N D
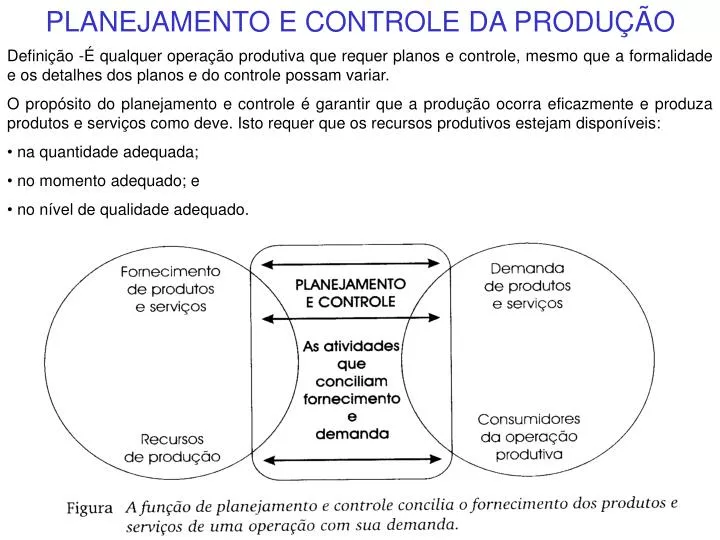
Definição -É qualquer operação produtiva que requer planos e controle, mesmo que a formalidade e os detalhes dos planos e do controle possam variar. • O propósito do planejamento e controle é garantir que a produção ocorra eficazmente e produza produtos e serviços como deve. Isto requer que os recursos produtivos estejam disponíveis: • na quantidade adequada; • no momento adequado; e • no nível de qualidade adequado. PLANEJAMENTO E CONTROLE DA PRODUÇÃO
CONCILIAÇÃO DE FORNECIMENTO E DEMANDA LIMITAÇÕES À TAREFA DE PLANEJAMENTO E CONTROLE • Limitações de custos - bens e serviços devem ser produzidos dentro de custos determinados. • Limitações de capacidade - bens e serviços devem ser produzidos dentro de limites de capacidade projetados para a operação. • Limitações de tempo - bens e serviços devem ser produzidos dentro de um intervalo de tempo, no qual eles ainda têm valor para o consumidor. • Limitações de qualidade - devem ter conformidade aos limites de tolerância projetados. • As atividades de planejamento e controle proporcionam os sistemas, procedimentos e decisões que conectam recursos capazes de fornecer bens e serviços para a demanda que foram projetados para satisfazer. DEMANDA DEPENDENTE E INDEPENDENTE • Demanda Dependente - Algumas operações podem prever e fazer provisões antecipadas, porque têm pedidos futuros firmes de consumidores. Além desses pedidos, a operação pode ter uma idéia razoavelmente boa de o que outros consumidores vão pedir. EX:Se forem ser manufaturados 200 carros em um dia em particular, é simples calcular que serão demandados 1.000 pneus pela fábrica naquele dia (cada carro tem cinco pneus). (MRP - Material Requirement Planning) • Demanda Independente – operações que somente podem fazer previsões, frequentemente baseadas na história, e usá-las como seu melhor indicador do que os espera no futuro. Elas não têm nenhuma certeza na qual possam confiar. EX: Os consumidores de um supermercado, a gerência não sabe o que os clientes irão comprar e quando chegarão. O supermercado toma suas decisões de planejamento e controle baseado em sua experiência e conhecimento do mercado. (Planejamento de estoques)
TIPOS DE PLANEJAMENTO E CONTROLE (RESPOSTA À DEMANDA) • Fazer-para-estoqueAlgumas operações produzem bens ou serviços para estoque com antecedência em relação a qualquer pedido firme. Ex: alguns construtores vão construir casas ou apartamentos padrão pré-projetados antes de qualquer demanda firme. • Fazer-contra-pedido (make-to-order) - Um construtor de casas que tenha padronizado projetos pode optar por construir cada casa somente quando um consumidor tenha colocado um pedido firme. Devido ao fato de o projeto da casa ser relativamente padronizado, os fornecedores de materiais terão sido identificados, mesmo que a operação de construção não mantenha os itens em si em estoque. • Obter Recursos contra Pedido (Resource-to-order) - O material que será necessário para construir uma casa será comprado somente quando os prazos de construção e a natureza da casa estejam definidos. O pessoal e o equipamento de construção podem também ser "adquiridos" somente quando a natureza da demanda é clara.
PLANEJAMENTO E CONTROLE DA CAPACIDADE FLUTUAÇÕES DE DEMANDA • Planejamento e controle de capacidade é a tarefa de determinar a capacidade efetiva da operação produtiva, de forma que ela possa responder à demanda. Isto normalmente significa decidir como a operação deve reagir a flutuações na demanda.
OBJETIVOS DO PLANEJAMENTO E CONTROLE DE CAPACIDADE • Os custos serão afetados pelo equilíbrio entre capacidade e demanda. Níveis de capacidade excedentes à demanda podem significar subutilização de capacidade, gerando alto custo unitário. • As receitas serão afetadas pois os níveis de capacidade iguais ou superiores à demanda assegurarão que toda a demanda seja atendida e não haja perda de receitas. • O capital de giro será afetado se uma operação decidir produzir estoque de bens acabados antecipando-se à demanda. Isto permite atender à demanda, mas a organização financia o estoque até que seja vendido. • A qualidade dos bens ou serviços pode ser afetada por um planejamento de capacidade que inclui grandes flutuações nos níveis de capacidade, através da contratação de pessoal temporário, despreparado, o que aumentaria a probabilidade de ocorrência de erros. • A velocidade de resposta à demanda do cliente pode ser melhorada, seja pelo aumento dos estoques ou pela provisão deliberada de capacidade excedente para evitar filas. • A confiabilidade do fornecimento será afetada pela proximidade dos níveis de demanda e de capacidade, pois quanto mais próxima a demanda estiver da capacidade máxima da operação, tanto menos capaz esta será para lidar com interrupções inesperadas e menos confiáveis seriam seus fornecimentos de bens e serviços. • A flexibilidade, especialmente a de volume, será melhorada por capacidade excedente. Se a demanda e a capacidade estiverem em equilíbrio, a operação não será capaz de responder a quaisquer aumentos inesperados da demanda.
RESTRIÇÕES DE CAPACIDADE • Muitas organizações operam abaixo de sua capacidade máxima de processamento, seja porque a demanda é insuficiente para "preencher" completamente sua capacidade, seja por uma política deliberada, de forma que a operação possa responder rapidamente a cada novo pedido. • Com frequência, entretanto, as organizações encontram-se com algumas partes de sua operação funcionando abaixo de sua capacidade, enquanto outras partes estão em sua capacidade "máxima". São aspartes que estão trabalhando na sua capacidade "máxima" que são as restrições de capacidade de toda a operação. Capacidade de Produção Utilizada 40% Capacidade de Produção Utilizada 20% Capacidade de Produção Utilizada 50% Capacidade de Produção Utilizada 100% Capacidade de Produção Utilizada 20% Capacidade Projetada 5.000 rolos Capacidade Projetada 10.000 rolos Capacidade Projetada 5.000 rolos Capacidade Projetada 2.000 rolos Capacidade Projetada 10.000 rolos CAPACIDADE DO PROJETO E A CAPACIDADE EFETIVA A capacidade teórica de uma operação - a capacidade que os projetistas técnicos tinham em mente quando projetaram a operação - nem sempre pode ser atingida na prática.
EXEMPLO • Uma companhia que faz a cobertura de papel fotográfico terá diversas linhas de cobertura que depositam finas camadas de produtos químicos sobre os rolos de papel em alta velocidade. • Cada linha é capaz de funcionar em uma velocidade específica. O produto da velocidade máxima de cobertura pelo tempo de operação da planta fornece a capacidade teórica de projeto da linha. • Na realidade, entretanto, a linha não pode funcionar continuamente em sua velocidade máxima. Produtos diferentes terão diferentes necessidades de cobertura, de forma que será preciso parar a linha para fazer a mudança. Também será necessário fazer manutenção da linha, o que diminuirá ainda mais o tempo produtivo. • Dificuldades técnicas de programação podem significar tempo perdido adicional. Nem todas essas perdas são falhas do gerente de produção; ocorreram devido a demandas técnicas e do mercado sobre a operação. • A capacidade real que resta depois que essas perdas são deduzidas é chamada capacidade efetiva da operação. • E estas causas de redução de capacidade não serão as únicas perdas de capacidade de produção. Fatores como problemas de qualidade, quebras de máquinas, absenteísmo e outros problemas que podem ser evitados terão seu custo. Isto significa que o volume de produção realda linha será ainda menor do que a capacidade efetiva. • As proporções do volume de produção realmente conseguido por uma operação para a capacidade de projeto e para a capacidade efetiva são respectivamente chamadas utilização e eficiência da planta.
Exemplo • Suponha que um fabricante de papel fotográfico tenha uma linha de cobertura cuja capacidade de projeto seja 200 metros quadrados por minuto e a linha opera 24 horas por dia, 7 dias por semana (168 horas por semana) . A capacidade de projeto é 200 x 60 x 24 x 7 = 2,016 milhões de metros quadrados por semana. Durante essa semana, o volume de produção real foi somente 582.000 metros quadrados. A Produção perdida planejada totaliza 59 horas e a Produção perdida não planejada totaliza 58 horas Capacidade de projeto =168 horas por semana Capacidade efetiva = 168 - 59 = 109 h Volume de produção real = 168 - 59 - 58 = 51 h Utilização = Volume de produção real = 0,304 Capacidade de projeto Eficiência = Volume de produção real = 0,468 Capacidade efetiva
EXERCÍCIO 1) A capacidade de projeto para reparo de motores na nossa empresa é de 80 caminhões/dia. A capacidade efetiva é de 40 motores/dia, e a produção real é de 36 motores/dia. Calcule o Grau de utilização, a eficiência e a capacidade nominal. OBS: Capacidade nominal = (capacidade de projeto) x ( Grau de utilização) x (eficiência) 2) Dadas as informações a seguir, calcule a eficiência, o grau de utilização e a capacidade nominal para o departamento de conserto de veículos: capacidade de projeto = 50 caminhões/dia capacidade efetiva = 40 caminhões/dia Produção Real = 36 caminhões/dia
CAPACIDADE DEPENDE DO MIX DE ATIVIDADES Exemplo • Suponha que uma fábrica de aparelhos condicionadores de ar produza três modelos diferentes de aparelhos: o de luxo, o padrão e o econômico. O modelo de luxo pode ser montado em 1,5 horas, o padrão em uma hora e o económico em 0,75 horas. A área de montagem da fábrica tem disponibilidade de 800 horas de pessoal de montagem por dia. Se a demanda para unidades de luxo, padrão e econômico estiver na proporção 2:3:2, o tempo necessário para montar 2+3+2=7 unidades será: (2 x 1,5) + (3 x l) + (2 x 0,75) = 7,5 horas /dia O número de unidades produzidas por semana será: 800 x 7dias = 746,7 unidades/semana 7,5 Se mudar a proporção da demanda de unidades de luxo, econômica e padrão para 1:2:4, o tempo necessário para montar 1+2+4=7 unidades será: (l x 1,5) + (2 x l) + (4 x 0,75) = 6,5 horas/dia Agora o número de unidades produzidas por semana será: 800x 7 = 861,5 unidades 6,5
SAZONALIDADE DA DEMANDA Quase todos os produtos e serviços têm alguma sazonalidade da demanda e alguns também têm sazonalidade de suprimentos, quando os insumos são produtos de agricultura sazonal. Estas flutuações na demanda, ou no suprimento podem ser razoavelmente previsíveis, mas algumas são afetadas por variações inesperadas no clima e por evolução das condições econômicas.
A maior parte das organizações usará uma combinação de políticas, embora em geral uma política domine. • Política de Capacidade Constante - Ignorar as flutuações e mantém os níveis das atividades constantes. POLÍTICAS ALTERNATIVAS DE CAPACIDADE Política de demanda constante – Usa a formação de estoque para atender a demanda futura.
Política de acompanhamento da demanda - Tenta mudar a demanda para ajustá-la à disponibilidade da capacidade (gestão da demanda) - com base no aumento de preço.
EXERCÍCIO A empresa DELY. SA elaborou os dados de suprimento, demanda, custos e estoques, vistos abaixo: a)Aloque a capacidade de produção para atender à demanda a um custo mínimo, usando o método de Progr. Linear. b) Determine o custo mínimo para este planejamento? (1,5)
Período 2 Período 3 Período 4 Custo total Período 1 Estoque inicial 0 20 100 20 104 10 Horas Normais Horas Extra Subcontratação 100 Horas Normais 30 Horas Extra 120 10 Subcontratação 100 30 120 10 Horas Normais Horas Extra Subcontratação Demanda total 40 40 50 Custo M. Total = (100x20)+(104x10)+(100x30)+(100x10)+(100x30)+(120x10) =R$ 11.440,00
EXERCÍCIO A empresa Alfa. SA elaborou os dados de suprimento, demanda, custos e estoques, vistos abaixo: a)Aloque a capacidade de produção para atender à demanda a um custo mínimo, usando o método de Progr. Linear. (2,0) b) Qual é o custo mínimo para este planejamento?
ALFA C(2) B(2) F(3) E(2) C(3) D(4) F(3) E(2) MRP (Planejamento das Necessidades de Materiais) • O MRPMaterial Requirements Planning. O MRP permite que as empresas calculem quantos materiais de determinado tipo são necessários e em que momento. Para fazer isso, ele utiliza os pedidos em carteira, assim como uma previsão para os pedidos que a empresa acha que irá receber. O MRP verifica, então, todos os ingredientes ou componentes que são necessários para completar esses pedidos, garantindo que sejam providenciados a tempo. • . O MRP surgiu da necessidade de se planejar o atendimento da demanda dependente, isto e, aquela que decorre da demanda independente. Assim, para uma montadora de automóveis, o número de pneus que ira utilizar depende do número de automóveis que irá montar. Exercício Determine a quantidade de cada componente necessária para produzir 25 unidades do produto final denominado ALFA. Calcule o tempo necessário para fazer essa entrega, sendo que os tempos necessários para sua produção serão : Alfa - 2 semanas; B - 1 semanas; C - 2 semanas; D - 2 semanas; E - 3 semanas; F - 1 semana Resposta: ALFA - 25 B - 50 C - 200 D - 200 E - 400 F - 600 TOTAL: 8 semanas
EXERCÍCIO Calcule a necessidade de material e e o tempo total de fabricação. Uma manufatura produz um produto “A” que é formado por uma unidade de “B” e meia unidade de “C”. Cada unidade de “B”é formada por uma unidade de “D”, duas unidades de “E” e uma unidade de “F”. Cada unidade de “C” requer meia unidade de “G” e três unidades de “H”. Os lead times (tempos de entrega) de fabricação dos componentes são: A - 2 semanas B - 1semana C- 2 semanas D- 2 semanas E- 3 semanas F- 1 semana G - 2 semanas H - 1 semana
ASPECTOS DO PROJETO. • Criatividade. O projeto exige a criação de algo que não exista antes (desde uma variante de um projeto existente a um conceito completamente novo). • Complexidade. O projeto envolve decisões sobre grande número de parâmetros e variáveis (desde configuração e desempenho globais até componentes, materiais, aparência e método de produção). • Compromisso. O projeto exige o balanceamento de requisitos múltiplos e algumas vezes conflitantes (como desempenho e custo; aparência e facilidade de uso; materiais e durabilidade). • Escolha. O projeto exige fazer escolhas entre diversas soluções possíveis para um problema em todos os níveis desde o conceito básico até o menor detalhe de cor ou forma.
ESTRATÉGIAS QUE INFLUENCIAM O PROJETO São as que definem a forma física da produção e seus produtos e serviços. Elas formam a "arquitetura" da operação - as partes da operação que a compõem e a forma como se relacionam. As estratégias que influenciam a área de decisão de projeto são: • ESTRATÉGIA DE DESENVOLVIMENTO DE NOVOS PRODUTOS/SERVIÇOS - Influencia o papel e a organização dos recursos que atualizam e geram os projetos do produto/serviço. • ESTRATÉGIA DE INTEGRAÇÃO VERTICAL - Influencia a direção e o grau de controle proprietário da organização com relação à rede de seus fornecedores e clientes. • ESTRATÉGIA DE INSTALAÇÕES - Influencia o tamanho, a localização e as atividades de cada parte da operação. • ESTRATÉGIA DE TECNOLOGIA - Influencia o tipo de fábrica, equipamento ou outras tecnologias de processo que são usadas na produção. • ESTRATÉGIA DE ORGANIZAÇÃO E FORÇA DE TRABALHO - Influencia a forma como são organizados e desenvolvidos os recursos humanos da produção e como contribuem para sua gestão.
ENGENHARIA ROBUSTA Para o consumidor, a prova da qualidade do produto é seu desempenho quando submetido a golpes, sobrecargas e quedas. Ou seja, o produto deve suportar não apenas variações no processo produtivo mas também as mais difíceis situações de uso sem apresentar defeitos. Além disso, os próprios componentes do produto podem criar situações adversas; por exemplo, o calor gerado por um motor pode destruir um circuito. Assim, um produto de qualidade robusta ( projeto robusto) suporta todas essas adversidades. ENGENHARIA DE VALOR A análise de valor foi concebida pelo pessoal de compras das empresas, que se deparando com novas tecnologias, novos materiais e novos processos produtivos questionava, na hora de comprar matérias-primas e componentes para os produtos. Esse questionamento possibilitaria a substituição por materiais mais baratos e que exercessem a mesma função com melhor qualidade. A metodologia envolve: • Selecionar o produto. Escolher um produto que esteja em condições de ser melhorado. Essas empresas procuram constantemente por melhorias no processo. • Obter informações. Levantar fluxogramas de processos, desenhos, especificações, roteiros de fabricação, levantamento de custos etc. • Definir funções. Definir, de forma objetiva, a função do componente no produto como um todo. Existem vários exemplos de componentes que, após análise, demonstraram não ter função alguma e foram simplesmente eliminados. • Gerar alternativas. Utilizar o brainstorming para gerar o máximo possível de alternativas. • Avaliar alternativas. Efetuar análise crítica das alternativas procurando identificar as que mais benefícios podem trazer.
Selecionar alternativa. Selecionar uma alternativa, devidamente justificada, e obter a aprovação da alteração junto à engenharia de produto. • Implantar. Implantar a alternativa escolhida e efetuar as atualizações dos projetos, lista de material, especificações etc. através de uma ordem de alteração de produto (ECO — engineering change order). Assim, a engenharia de valor tem por diretrizes básicas: a) reduzir o número de componentes; b) usar materiais mais baratos; c) simplificar processos Projeto Modular Uma outra forma de obter redução de custos com melhorias na qualidade, redução dos prazos de entrega e aumento da funcionalidade é através de produtos modulados. A partir de módulos projetam-se vários produtos finais diferentes, com várias aplicações.
Geração da Idéia Especificações Funcionais Seleção do Produto Projeto Preliminar Construção do Protótipo Teste Projeto Final TEMPO ENGENHARIA SIMULTÂNEA • A utilização da engenharia simultânea traz uma série de vantagens, como a redução do período gasto para o lançamento do produto (tíme-to-markef), pois várias atividades são desenvolvidas simultaneamente. A qualidade é melhorada, já que todos os envolvidos contribuíram para com o projeto. As chances de sucesso no mercado são maiores, pois os possíveis clientes foram previamente consultados.
ETAPAS PARA A CONSTRUÇÃO DE UM PROJETO • Geração da idéia. Nessa fase uma idéia inicial é lançada, seja a partir da tecnologia disponível (product-out) ou de estudos e pesquisas de mercado (market-in). São considerados os aspectos internos da empresa, suas áreas de competência, seus recursos humanos e materiais, suas tecnologias específicas, as disponibilidades de recursos financeiros etc. No que tange aos aspectos externos, são considerados os nichos de mercado, as tendências de desenvolvimento da tecnologia e a concorrência, utilizando-se, muitas vezes, da chamada engenharia reversa, isto é, desmonta-se um produto do concorrente e, através de análise minuciosa de seus componentes, desenvolve-se um "novo" produto, incorporando-se novos materiais — análise de valor —, novos processos etc. • Especificações funcionais. Determinam-se os objetivos do produto, isto é, qual será sua função, suas características básicas, como será fabricado, fontes de suprimento de matérias-primas e demais insumos, que mercados específicos deverá atender, quanto deverá custar, vantagens e desvantagens em relação a seus concorrentes etc. • Seleção do produto. Define-se um produto que atenda os dois requisitos anteriores. Nessa fase pode-se iniciar a aplicação do desdobramento da função qualidade (QFD — quality function deployment). • Projeto preliminar. Elabora-se um projeto preliminar do produto. É o momento de utilizar os conhecimentos de todos os departamentos da empresa, como também de eventuais futuros fornecedores, numa espécie de parceria. É uma fase da engenharia simultânea. É feita uma análise minuciosa da manufaturabilidade do produto, incorporando-se a seu projeto as alterações decorrentes.
ETAPAS PARA A CONSTRUÇÃO DE UM PROJETO (cont.) • Construção do protótipo. Dependendo do produto, nessa fase pode-se construir um modelo reduzido para ser previamente testado. Em seguida constrói-se um protótipo para ser testado. • Testes. O protótipo é submetido a testes nas mais variadas condições, fazendo-se análise de sua robustez, do grau de sua aceitação pelo mercado (a cidade de Curitiba é comumente utilizada para os testes), de seu impacto junto aos concorrentes etc. Muitas vezes é feito também um delineamento de experimentos para verificar a resposta do produto quando submetido a situações previamente estabelecidas. • Projeto final. Detalha-se o produto, com suas folhas de processos, lista de materiais, especificações técnicas, fluxogramas de processos etc. • Introdução. Coloca-se o produto no mercado, começando a primeira fase de seu ciclo de vida. • Avaliação. Periodicamente faz-se uma avaliação do desempenho do produto, então são introduzidas as alterações necessárias ou, tendo o produto já passado pela fase de maturidade e estando em declínio, é retirado do mercado.
QUESTÕES AMBIENTAIS LEVANTADAS DURANTE UM PROJETO • As fontes de materiais usadas em um produto. (Danificará as florestas? Usará minerais escassos? Explorará o pobre ou usará trabalho infantil?) • Quantidades e fontes de energia consumidas no processo. (As garrafas de plástico para bebidas consomem mais energia do que as de vidro?) • A quantidade e o tipo de material rejeitado que é gerado nos processos de manufatura. (Esse rejeito pode ser reciclado eficientemente ou deve ser queimado ou enterrado em aterros? O rejeito terá um impacto de longo prazo no ambiente à medida que se decompõe e se libera?) • O tempo de vida do próprio produto. Argumenta-se que se um produto tem uma vida útil de, digamos, vinte anos, consumirá menos recursos do que um que somente dura cinco anos, que deve, portanto, ser substituído quatro vezes no mesmo período. O produto de longa vida, entretanto, pode exigir entradas iniciais maiores e pode mostrar-se ineficiente na parte final de seu uso, quando os últimos produtos usam menos energia ou manutenção para funcionar. • O descarte do produto após sua vida útil. (O produto supérfluo será difícil de descartar de uma forma ecológica? Poderia ser reciclado ou usado como uma fonte de energia? Ainda poderia ser útil em condições de Terceiro Mundo? Poderia ser usado para beneficiar o ambiente, assim como carros velhos sendo usados para fazer recifes artificiais para a vida marítima?)
GRÁFICO DE PERT/CPM PARA CONTROLE DE PROJETOS Caminho Crítico 2 D,8 A,7 C,3 E,3 1 3 5 B,4 G,2 F,4 4 Cronograma 4 3 13 6 11 1 2 5 7 10 9 14 15 8 12 Fase A Fase B Fase C Fase D Fase E Fase F Fase G
2 F,4 A,5 E,3 G,2 1 B,3 3 5 C,6 D,2 H,3 4 • EXERCÍCIOS • Dada as redes PERT/CPM, determine: • a) O caminho crítico. • b) O cronograma e as folgas totais de cada atividade
PRODUTIVIDADE • Uma das responsabilidades primordiais de um gerente de operações é a de alcançar a utilização produtiva dos recursos de uma organização. • A produtividade é um índice que mede a relação entre o output gerado (os bens produzidos e os serviços fornecidos) e o input utilizado (a mão-de-obra, os materiais, a energia e outros recursos) para produzir aquele output. Ela é geralmente expressa como a razão entre o output e o input: Produtividade = output input • Um índice de produtividade pode ser calculado para uma determinada operação, para um departamento, para a organização, ou até mesmo para um país inteiro. ÍNDICES PARCIAIS DE PRODUTIVIDADE Produtividade = Bens e serviços produzidos Inputs utilizados para produzi-los Produtividade = Produção Máquina Produtividade = Produção Capital Produtividade = Produção Energia Produtividade = Produção Mão de Obra Produtividade = Produção__________________ Mão de Obra + Capital + Energia Produtividade = Produção____________________________________ Custo da Mão de Obra + Custo do Material + Overhead
EXERCÍCIO DE PRODUTIVIDADE 1) Quatro instaladores colocaram 602 metros quadrados de carpete em oito horas. 2) Uma máquina produziu 68 peças utilizáveis em duas horas. 3) Utilizando os dados a seguir, determine a produtividade para um conjunto de fatores, considerando um input combinado de tempo de máquina e de mão-de-obra: Output: l .760 unidades Input: Mão-de-obra: $1.000, Materiais: $520, Overhead: $2.000 4) Uma empresa que processa frutas e legumes pode produzir 400 caixas de pêssegos enlatados em meia hora, com quatro trabalhadores. Qual é a produtividade da mão-de-obra? 5) Uma empresa fabricante de papel de embrulho produziu 2.000 rolos de papel por dia. O custo da mão-de-obra foi de $ 160, o custo do material, $50, e o overhead, $320. Determine o índice de produtividade para os fatores em conjunto.
ARRANJO FÍSICO • O arranjo físico de uma operação produtiva preocupa-se com a localização física dos recursos de transformação. Definir o arranjo físico é decidir onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção. • A decisão de alterar o arranjo físico é particularmente importante porque mudar o arranjo físico é em geral uma tarefa difícil, que, além de cara, é prejudicial ao funcionamento da operação. Se o arranjo físico se toma inadequado, o fluxo de pessoas e materiais através da operação pode tornar-se confuso e custoso. • A decisão de alterar o arranjo físico começa com a decisão do tipo de processo, que será influenciada pela característica de volume-variedade da operação assim como por seus objetivos de desempenho estratégicos.
OBJETIVOS • Segurança inerente - todos os processos que podem representar perigo, tanto para a mão-de-obra como para os clientes, não devem ser acessíveis a pessoas não autorizadas. Saídas de incêndio devem ser claramente sinalizadas. Passagens devem ser claramente marcadas. • Extensão do fluxo - Quanto ao fluxo de materiais, informações ou clientes, deve-se minimizar as distâncias percorridas pelos recursos transformados. • Clareza de fluxo - todo o fluxo de materiais e clientes deve ser sinalizado de forma clara, operações de serviços em geral usam roteiros sinalizados, como, por exemplo, alguns hospitais que usam faixas pintadas no chão com diferentes cores para indicar o roteiro para os diferentes departamentos. • Conforto da mão-de-obra - a mão-de-obra deve ser alocada para locais distantes de partes barulhentas ou desagradáveis da operação. • Coordenação gerencial - supervisão e coordenação devem ser facilitadas pela localização da mão-de-obra e dispositivos de comunicação. • Acesso - todas as máquinas, equipamentos e instalações devem estar acessíveis para permitir adequada limpeza e manutenção. • uso do espaço - implica minimizar o espaço utilizado para determinado propósito, mas às vezes pode significar criar uma impressão de espaço luxuoso, como no lobby de entrada de hotéis de luxo. • Flexibilidade de longo prazo - os arranjos físicos devem ser mudados periodicamente à medida que as necessidades da operação mudam.
IMPORTÂNCIA DO ARRANJO FÍSICO NA PRODUÇÃO • Arranjo físico é frequentemente uma atividade difícil e de longa duração devido às dimensões físicas dos recursos de transformação movidos. • O rearranjo físico de uma operação existente pode interromper seu funcionamento, levando à insatisfação do cliente ou a perdas na produção. • Se o arranjo físico (examinado a posteriori) está errado, pode levar a padrões de fluxo excessivamente longos ou confusos, estoque de materiais, filas de clientes formando-se ao longo da operação, inconveniências para os clientes, tempos de processamento desnecessariamente longos, operações inflexíveis, fluxos imprevisíveis e altos custos. TIPOS BÁSICOS DE ARRANJO FÍSICO • arranjo físico posicional • arranjo físico por processo • arranjo físico celular • arranjo físico por produto
ARRANJO FÍSICO POSICIONAL Arranjo físico posicional ou arranjo físico de posição fixa - Os recursos transformados não se movem entre os recursos transformadores, mas o contrário. Em vez de materiais, informações ou clientes fluírem através de uma operação, quem sofre o processamento fica estacionário, enquanto equipamento, maquinário, instalações e pessoas movem-se de e para a cena do processamento na medida do necessário. Por exemplo: • Um canteiro de obra é tipicamente um exemplo de arranjo físico posicional, já que existe uma quantidade de espaço limitada que deve ser alocada aos vários recursos transformadores - neste caso, as várias empresas subcontratadas que estarão construindo o edifício, suas áreas de armazenagem e os recursos gerais, como os escritórios de gerenciamento da obra. Na prática, a eficácia de um arranjo físico posicional como este está ligada à programação de acesso ao canteiro e à confiabilidade das entregas. Na maioria dos canteiros, não há espaço para alocar áreas permanentes a todos os subcontratados que por ventura venham a necessitar de acesso a obra.
ARRANJO FÍSICO POR PROCESSO Mantém todos os recursos similares da operação juntos. Os diferentes tipos de recursos que sofrem transformação percorrerão seus roteiros ao longo da operação de acordo com suas necessidades de processamento. É usado em geral quando a variedade é relativamente alta. Processos similares são localizados juntos um do outro. A razão é a conveniência para a operação. Isso significa que, quando produtos, informações ou clientes fluírem através da operação, eles percorrerão um roteiro de processo a processo, de acordo com suas necessidades. Diferentes produtos ou clientes terão diferentes necessidades e, portanto, percorrerão diferentes roteiros através da operação. Exemplos de arranjo físico por processo incluem: • Hospital - alguns processos (aparelhos de raíos-X e laboratórios) são necessários a um grande número de diferentes tipos de pacientes; alguns processos podem atingir altos níveis de utilização de recursos (leitos e equipe de atendimento) • Usinagem de peças utilizadas em motores de aviões - alguns processos (ex.: tratamento térmico) necessitam de instalações especiais (para exaustão de fumaça, por exemplo); alguns processos (ex.: machining centres) requerem suporte comum de preparadores/operadores de máquina.
ARRANJO FÍSICO CELULAR Arranjo físico celular é aquele em que os recursos necessários para uma classe particular de produtos são agrupados juntos de alguma forma. Arranjo físico do tipo "loja-dentro-da loja" em operações de varejo é um exemplo de arranjo físico celular.Outros exemplos incluem: • Algumas empresas manufatureiras de componentes de computador - a manufatura e a montagem de alguns tipos de peças para computadores podem necessitar de alguma área dedicada à produção de peças para clientes em particular que tenham requisitos especiais como, por exemplo, níveis mais altos de qualidade. • Área para produtos específicos em supermercados - alguns clientes usam o supermercado apenas para comprar lanches, salgadinhos, refrigerantes, iogurte etc. para consumo, por exemplo, em seu horário de almoço. Estes, em geral, são localizados juntos, de forma que o cliente que está apenas comprando seu almoço não necessite procurá-lo pelo supermercado todo. • Maternidade em um hospital - clientes que necessitam de atendimento em maternidade formam um grupo bem definido que pode ser tratado junto; eles têm uma probabilidade pequena de necessitar de cuidados de outras partes do hospital ao mesmo tempo que requerem cuidados de maternidade.
ARRANJO FÍSICO POR PRODUTO • É aquele em que os recursos de transformação estão configurados na sequência específica para a melhor conveniência do produto ou do tipo de produto. Este é o motivo pelo qual às vezes este tipo de arranjo físico é chamado de arranjo físico em "fluxo" ou em "linha". O fluxo de produtos, informações ou clientes é muito claro e previsível no arranjo físico por produto, o que faz dele um arranjo relativamente fácil de controlar. Predominantemente é a uniformidade dos requisitos dos produto ou serviços oferecidos que leva a operação a escolher um arranjo físico por produto.Exemplos incluem: • Montagem de automóveis - quase todas as variantes do mesmo modelo requerem a mesma sequência de processos. • Programa de vacinação em massa - todos os clientes requerem a mesma sequência de atividades burocráticas (preenchimento das cadernetas de vacinação), médicas e de aconselhamento (possível resguardo necessário, por exemplo). • Restaurante self-service - Geralmente, a sequência de serviços requeridos pelo cliente (entrada, prato principal, sobremesa, bebidas) é comum para todos os clientes, mas o arranjo físico auxilia também a manter controle sobre o fluxo de clientes.
ARRANJOS FÍSICOS MISTOS Muitas operações ou projetam arranjos físicos mistos, que combinam elementos de alguns ou todos os tipos básicos de arranjo físico ou, alternativamente, usam tipos básicos de arranjo físico de forma "pura" em diferentes partes da operação. Por exemplo, um hospital normalmente seria arranjado conforme os princípios do arranjo físico por processo - cada departamento representando um tipo particular de processo (departamento de radiologia, salas de cirurgia, laboratório de processamento de sangue, entre outros). Ainda assim, dentro de cada departamento, diferentes tipos de arranjo físico são utilizados: • O departamento de radiologia é arranjado por processo • As salas de cirurgia segundo um arranjo físico posicional • O laboratório de processamento de sangue conforme um arranjo físico por produto.
Tempo de execução (minutos) A tarefa deve seguir as tarefas abaixo Tarefa - A 10 11 A B 5 B C D 4 B E 12 A F 3 C,D G 7 F H 11 E I 3 G,H EXERCÍCIO Queremos preparar um diagrama de precedência para uma copiadora eletrostática que exige um tempo de montagem de 66 minutos . A tabela abaixo apresenta as tarefas, os tempos de montagem e os requisitos de sequência para a copiadora. BALANCEAMENTO DE LINHA
Com base no diagrama de precedência e nos tempos de atividades dados, a empresa determinou que existem 480 minutos produtivos de trabalho disponíveis por dia. Além disso, a programação da produção exige que 40 unidades sejam completadas como output da linha de montagem por dia. Calcule o tempo de ciclo, o número mínimo de estações e a eficiência do balanceamento. Tempo de Ciclo (em minutos) = Tempo Total Disponível por Dia = 480 = 12 minutos por unidade Produção diária 40 Nº Mínimo de Estações de Trabalho = Tempo Total de Tarefa = 66 = 5,5 ou 6 unidades Tempo de Ciclo 12 Eficiência = ________ Tempos Total de tarefas_______ = _66_____________ = 91,7% (número real de estações de trabalho) x (tempo de ciclo) (6 estações x 12 minutos)
EXERCÍCIO A linha de montagem cujas atividades são vistas abaixo, tem um tempo de ciclo de 8 minutos. Desenhe o diagrama de precedência e encontre o número mínimo possível de estações de trabalho. Depois organize as atividades de trabalho de modo a balancear a linha. Qual a eficiência do seu balanceamento de linha? Tempo de execução (minutos) A tarefa deve seguir as tarefas abaixo Tarefa - A 5 3 A B 4 B C D 3 B E 6 C F 1 C G 4 D,E,F H 2 G